Материалы высокой вязкости, низкой и высокой прочности трудно обрабатывать традиционным режущим инструментом. В статье предлагается использовать инструмент деформирующего резания для чистовой обработки таких материалов. Показаны особенности и ограничения применения.
Способ обработки материалов, получивший название «деформирующее резание», разработанный в МГТУ им. Н.Э. Баумана [1], уникален спектром использования в разных областях техники. И обязан этим исключительно инструменту.
Большую часть своей истории этот метод развивался как технология упрочнения поверхностей. Но с точки зрения чистого резания — то есть резания с отделением стружки — он тоже оказался уникальным. Нашел применение в областях, где общепринятая геометрия инструмента работает не совсем эффективно (рис. 1).
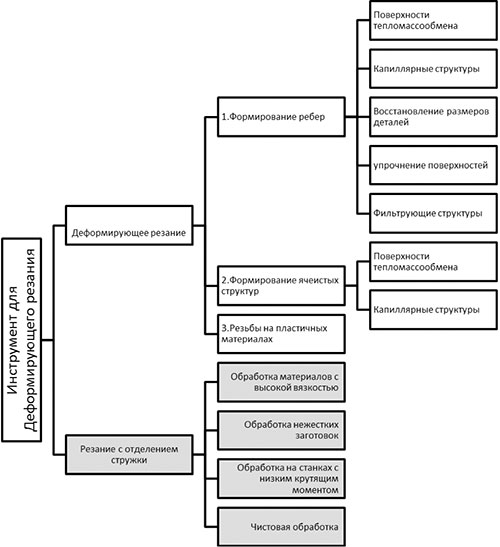
Рис. 1. Область использования метода «деформирующее резание»
Вязкие материалы: почему стандартная геометрия не работает
Застойная зона и наростообразование
Материалы высокой вязкости, низкой и высокой прочности затруднительно обрабатывать традиционным инструментом. При малых передних углах (до 20°) процесс пластического деформирования может превалировать над процессом резания.
При обработке этих материалов возможно такое негативное явление, как образование «застойной зоны». Что это дает? Резкое увеличение силы резания и, как следствие, выкрашивание главной режущей кромки инструмента и его поломку.
Либо приходится работать в зоне интенсивного наростообразования. А это влияет уже на технологические параметры обработки. В этом случае необходимо либо изменять условия обработки (в первую очередь скорость резания), либо жертвовать качеством поверхности и точностью.
Напрашивается вывод – резко увеличить передний угол (рис. 2). Но при традиционной геометрии инструмента малый угол наклона главной режущей кромки (0–15°) приводит к снижению прочности режущего клина и повышенному износу [2]. То есть к низкой работоспособности.
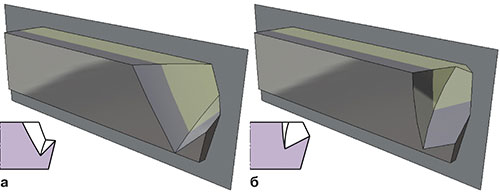
Рис. 2. Инструмент с передним углом γ = 56°; а – угол наклона главной режущей кромки λ = 0°; б – λ = 46° (инструмент для ДР)
Большой передний угол: решение с неожиданным преимуществом
Массивная режущая часть и теплоотвод
Как дополнительное преимущество, режущая часть инструмента для деформирующего резания более массивна при тех же значениях передних углов. Что это дает? Лучший теплоотвод в тело инструмента.
Последнее опять же положительно сказывается на стойкости инструмента, особенно при резании труднообрабатываемых материалов.
А своеобразное положение передней поверхности инструмента обеспечивает легкую эвакуацию стружки из зоны резания. На рис. 2 показаны инструменты с одинаковыми геометрическими параметрами, исключение составляет лишь угол наклона главной режущей кромки λ.
Но одним немаловажным ограничением использования инструмента для ДР при обработке со снятием стружки является как раз область существования процесса. То есть возможное образование поверхностных структур, несовместимых с требованиями к поверхности большинства машиностроительных деталей (рис. 3а).
Граница процесса: как гарантировать чистую поверхность
Задача экспериментального определения
Таким образом, встает задача экспериментального определения области гарантированного несуществования процесса ДР. Необходимо подобрать такие значения режимов резания, при которых не будет происходить процесс деформирующего резания, и стружка будет полностью удаляться с обрабатываемой заготовки.
Установлено, что технологическими параметрами, в наибольшей степени влияющими на осуществимость деформирующего резания, является соотношение величины подачи инструмента и глубины его внедрения.
Поэтому область получения чистой поверхности строилась в координатах глубина резания – величина подачи. Для проведения эксперимента использовались трубные заготовки из меди М3 диаметром 20 мм с толщиной стенки 2 мм. В качестве инструментального материала выбран твердый сплав ВК8.
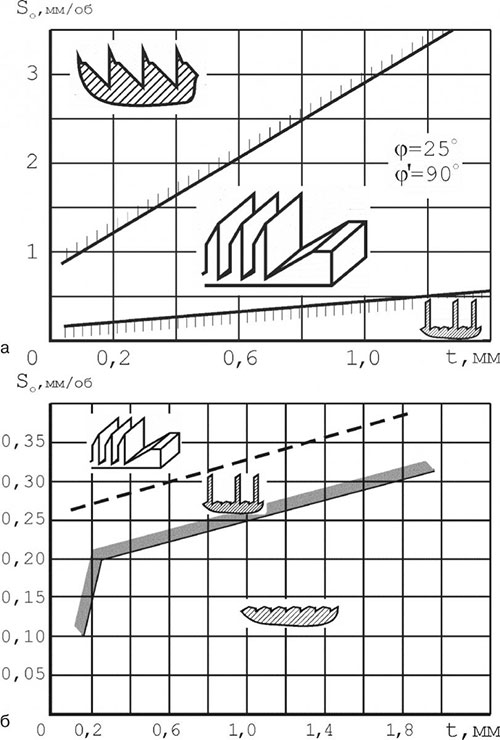
Рис. 3. Переход от нижней границы существования к границе несуществования процесса
Эксперимент с медью: определение безопасных режимов
Два резца с разными углами
Угловые параметры инструмента были выбраны таким образом, чтобы существенно сузить зону существования ДР. Были использованы два резца:
- γ = 20°, φ₁ = 90°, α = 6°, α₁ = 6°, λ = 56°
- γ = 25°, φ₁ = 90°, α = 6°, α₁ = 6°, λ = 56°
Обработка происходила на токарно-винторезном станке мод. 16К20. Скорость резания составляла V = 4 м/мин.
При проведении эксперимента было установлено, что у инструмента с γ = 20° чистовая обработка происходила при всем соотношении глубин резания и подач. Что это говорит? О возможности его использования для чистовой обработки меди при любых режимах резания.
А для инструмента с γ = 25° на рис. 3б приведена область несуществования процесса деформирующего резания. Вторая граница в этом случае отсутствует, так как выше верхней границы существования процесса деформирующего резания отсутствует возможность отгибки формируемого ребра в канавку, образованную на предыдущем проходе.
При этом происходит выдавливание подрезанного слоя на обрабатываемую поверхность заготовки и, как следствие, образование гребнеобразных выдавок треугольного профиля (рис. 3а). Понятно, что в этом случае не происходит образование чистой поверхности.
Также на рис. 3б приведена нижняя граница существования процесса ДР. Как видно, при t > 0,25 мм и So > 0,2 мм/об границы существования и несуществования процесса ДР идут параллельно.
Из этого следует, что для перехода от области начала отделения ребер до области их полного отделения необходимо увеличить глубину резания примерно на одну и ту же величину при всех значениях подачи.
В области t > 0,25 мм и So 0,2 мм/об расстояние между границами существенно увеличивается. Это можно объяснить следующими причинами:
- ✓ Ребра малой толщины обладают большей пластичностью и при изгибе не сходят с обрабатываемой поверхности в виде стружки
- ✓ При малой глубине резания существенно колеблется величина срезаемого припуска вследствие радиального биения заготовки, и ребро хуже отделяется
Для практического использования полученной границы подходит математическое уравнение, полученное аппроксимацией экспериментальных данных:
So = 0,417t² + 3,694t + 0,647
Силы резания: сравнение с традиционным инструментом
Почему важны измерения
Большинство современных станков проектируют с учетом максимальной производительности, которая достигается увеличением числа оборотов шпинделя. Очевидно, что при этом снижается крутящий момент на шпинделе. И при больших значениях глубины резания обработка может и не осуществиться.
Благодаря большему переднему углу инструмента для ДР, силы резания снижаются и обработка может происходить даже при больших значениях глубины резания.
Для практического применения особенностей инструмента для ДР необходимо экспериментально подтвердить, что силы резания, действующие на них, меньше сил резания, действующих на традиционный инструмент.
Эксперимент проводился на тех же режимах обработки, что и для определения области несуществования процесса ДР.
Положение передней и задней вспомогательной поверхностей инструмента для ДР оставались неизменными, варьировался только главный угол в плане φ. Соответственно геометрические параметры были следующими:
φ₁ = 90°, α = 6°, α₁ = 6°, λ = 56°, а положение главной задней поверхности изменялось соответственно: φ = 15°; 25°; 30°.
Инструмент для традиционного резания имел следующие параметры:
φ = 30°, φ₁ = 60°, α = 6°, α₁ = 6°, λ = 15°
Задний и передний углы инструмента соответствуют рекомендациям, приведенным для точения меди. Обработка производилась на токарно-винторезном станке мод. 16К20. Инструмент зажимался в универсальный тензометрический динамометр УДМ-600, закрепленный на каретке станка.
Измерение начиналось при отсутствии контакта заготовки с инструментом, далее происходило плавное врезание инструмента на заданную глубину, выдержка для установления процесса резания и через некоторое время его плавный отвод. Затем производилось два таких же врезания, и после этого измерение прекращалось. Определение силы осуществлялось как среднее арифметическое трех измерений. Силы в каждом из измерений определялись из гистограмм как среднее арифметическое значение на осциллограмме за период установившегося процесса.
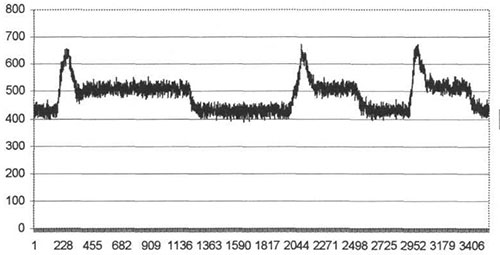
Рис. 4. Типичная осциллограмма составляющей силы резания (So = 0,1 мм/об, t = 0,15 мм, γ = 25°)
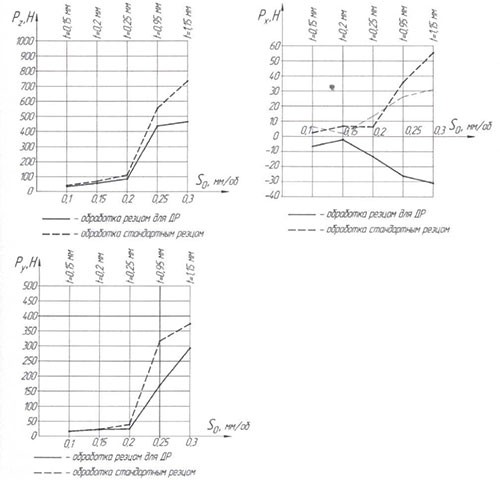
Рис. 5. Экспериментальные зависимости составляющих силы резания от величины подачи на оборот при различных глубинах внедрения инструмента. Главный угол в плане инструмента для ДР φ = 30°
Обратная сила Px: специфика деформирующего резания
Четыре важных вывода
В результате эксперимента были получены силовые параметры, действующие на инструмент на границе несуществования процесса ДР.
В результате сравнения сил резания при обработке резцами для ДР с различными углами в плане и стандартным резцом были сделаны следующие выводы:
| № | Вывод | Причина |
| 1 | Все составляющие силы резания ниже по абсолютной величине, чем при обработке стандартным резцом | Большое значение переднего угла инструмента для ДР по сравнению со стандартным инструментом |
| 2 | Составляющая силы резания Px имеет противоположное направление | Специфическое положение передней поверхности инструмента для ДР |
| 3 | В начальный момент времени имеется резкий скачок сил, особенно Px | При внедрении инструмента происходит процесс ДР, а при установлении постоянной глубины – резание со снятием стружки |
| 4 | С увеличением угла в плане падает стабильность процесса и увеличивается разброс сил | Особенности геометрии инструмента |
При обработке заготовки резцом для ДР составляющая силы резания Px имеет противоположное направление в отличие от обработки традиционным инструментом. Причиной этому является специфическое положение передней поверхности инструмента для ДР, которая ориентирована в пространстве таким образом, что подрезаемый слой материала оказывает силовое воздействие на переднюю поверхность и вспомогательную рабочую кромку в сторону подачи (рис. 6).
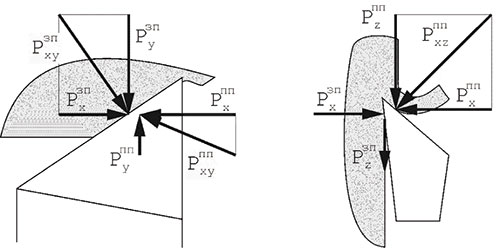
Рис. 6. Схема действия сил на рабочие поверхности инструмента для ДР. Обозначение индексов: ЗП – силы, действующие на главную заднюю поверхность, ПП – то же для передней поверхности
Радиус кромки: влияние на тонкое резание
Когда радиус становится критичным
Коснемся еще одного аспекта использования инструмента с большим углом наклона главной режущей кромки – уменьшения радиуса округления режущей кромки.
При обработке пластичных материалов с малыми подачами, составляющими десятки микрометров, существенное влияние на процесс резания начинает оказывать радиус округления главной режущей кромки ρ, поскольку он становится соизмерим с толщиной срезаемого слоя.
Решающее значение при срезании тонких слоев имеет соотношение ρ/a. Ограничение, накладываемое на параметры срезаемого слоя и геометрию инструмента, имеет вид:
γ_ф = γ - arctg(ρ/a) ≥ γ_доп
где γ_доп – допустимый фактический передний угол равный -60° – -70°, при котором возможно стружкообразование [4].
В случае наличия угла наклона главной режущей кромки λ, что характерно для ДР, фактический радиус округления главной режущей кромки ρ_ф будет зависеть также от величины λ. Но сам угол λ переменен по длине главной режущей кромки и зависит от глубины резания и диаметра заготовки (рис. 7а).
Угол между вектором скорости и главной режущей кромкой (90°– λi):
cos λi = cos λ · cos φi
Так как главную режущую кромку можно представить в виде части цилиндра с радиусом ρ (рис. 7б), то ρ_ф можно определить в сечении этого цилиндра плоскостью под углом λi.
ρ_ф = ρ / sin λi
Или для случаев строгания, фрезерования (λi = λ):
ρ_ф = ρ / sin λ
В общем случае ограничение принимает вид:
a ≥ ρ / [tg(γ - γ_доп) · sin λi]
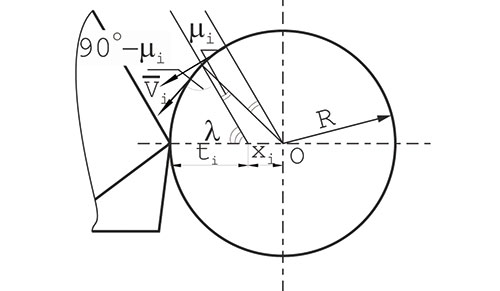
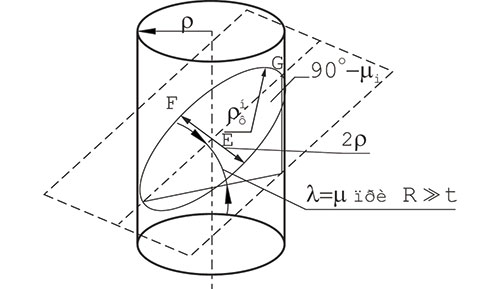
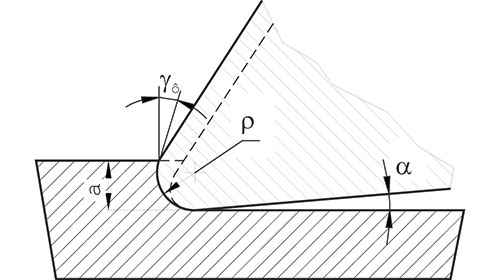
Рис. 7. Определение максимально возможного радиуса округления режущей кромки: а – нахождение угла между вектором скорости резания и проекцией главной режущей кромки, б – определение фактического радиуса округления, в – фактический передний угол при заданном радиусе округления режущей кромки
Практический результат: чистовая обработка без доработки
Конкретный пример работоспособности
Рассматривая как пример инструмент с главным углом в плане φ = 30°, минимально полученным радиусом округления ρ = 7 мкм (доводка передней и главной задней поверхностей) и с углом наклона главной режущей кромки λ = 60°, для больших радиусов обработки (λi ~ λ), можно заключить, что он будет работоспособен при подачах не менее 3,2 мкм/об.
Таким образом, совокупность особенностей инструмента для деформирующего резания, такие, как большой главный передний угол в сочетании с большим углом наклона главной режущей кромки и малым радиусом ее округления, приводит к условиям резания, позволяющим получить качественную обработанную поверхность на вязких и прочных материалах.
А в связи с малыми усилиями резания формирование окончательной поверхности происходит без заусенцев. Что это дает? Возможность обойтись без слесарной доработки деталей.
Неплохо, правда?
О. В. Кононов
Я. И. Шаповалов
С. Ю. Шачнев
Список используемой литературы
1) Зубков Н.Н. Бесстружечная технология лезвийной обработки// Журнал РИТМ. 2010. № 4. С.18–20.
2) Зубков Н.Н. Разработка технологии получения металлических волокон для создания капиллярно-пористых структур методом токарной обработки: Дисс. на соиск. уч. ст. канд. техн. наук. М., 1985.182 с.
3) Кононов О.В. Разработка метода деформирующего резания для получения пористых поверхностных структур. Диссерт. на соиск. уч. степени канд. техн. наук – М.: МГТУ им. Н.Э Баумана, 1997. – 231 с.
4) Degner W. Beitrag zur Ermittlung der Spanstauchung beider Spanenden Bearreitung vor Stahl.- Wissenshaftliche Zeitsechrift.- 1965.- Bd.7,Nr.2.- S.55

