Преимущества метода ЛУТ перед традиционными способами резки
Эффективность прецизионного раскроя хрупких неметаллических материалов
Метод лазерного управляемого термораскалывания (ЛУТ) зарекомендовал себя как наиболее эффективный инструмент для прецизионного раскроя не только стекла, но и широкого класса других хрупких неметаллических материалов. Скажу прямо — это настоящий прорыв в технологии обработки.
Речь идет о любых типах керамики, кварце, различных полупроводниковых материалах и сапфире. Вы наверняка сталкивались с проблемами при резке таких материалов традиционными методами.
В зависимости от используемых материалов подложек можно классифицировать твердотельные приборы на основе:
- Кремния
- Сапфира
- Арсенида и фосфида галлия
- Нитридов галлия и алюминия
- Фосфида индия
- Карбида кремния
- Оксида цинка
- Алмаза
- Керамики
- Сэндвич-подложек — кремний на сапфире (КНС)
Данный признак определяет основные параметры оборудования для разделения и основные технологические режимы. Это факт.
Недостатки механической и лазерной резки хрупких материалов
Почему традиционные методы уступают место лазерным технологиям
В настоящее время при разделении приборных пластин из хрупких неметаллических материалов в промышленности используются следующие технологии:
Абразивная резка пластин небольшой толщины. Алмазная резка пилами с внутренней и внешней режущей кромкой. Скрайбирование пластин на элементы алмазным резцом с последующим разламыванием по полученным рискам.
Лазерное скрайбирование путем образования канавки на поверхности материала с последующим разламыванием по полученным канавкам. Лазерное скрайбирование путем образования дефекта внутри материала с последующим разламыванием по полученным дефектам. Сквозное лазерное скрайбирование.
До недавнего времени наиболее распространенным при раскрое на кристаллы сапфировых и кремниевых подложек, подложек из карбида кремния и арсенида галлия, а также других неметаллических материалов являлся — а в ряде случаев является и в настоящее время — процесс механической резки с помощью абразивного или алмазного режущего инструмента.
Но не всё так просто. Основные недостатки механической резки приборных пластин на кристаллы:
- Низкая производительность процесса резки
- Большая ширина пропила
- Загрязнение рабочей поверхности пластин при резке
- Наличие дополнительной операции — механического разламывания пластин
Сообщение о разработке нового оборудования для резки приборных пластин на чипы с помощью лазеров с излучением в ультрафиолетовой области спектра вызвало повышенный интерес у производителей СИД.
Резка с помощью УФ-лазера предполагает нанесение неглубокого надреза на поверхности подложки и последующего разламывания. Как и в случае механической резки, при резке УФ-лазером ширина реза имеет достаточно большое значение — порядка 30 мкм, а скорость скрайбирования составляет 25–35 мм/с.
Это существенно выше, чем при механической резке. Но есть нюансы.
| Метод резки | Ширина реза | Скорость | Недостатки |
|---|---|---|---|
| Механическая | Большая | Низкая | Загрязнение, доп. операции |
| УФ-лазер | 30 мкм | 25-35 мм/с | Глубокий надрез |
| ЛУТ | Минимальная | 350-700 мм/с | Пересекающиеся линии |
Физические основы лазерного управляемого термораскалывания
Как работает метод ЛУТ на микроуровне
Первые попытки использования метода ЛУТ для резки приборных сапфировых пластин на кристаллы в производстве светоизлучающих диодов показали его бесспорные преимущества и перспективность.
Однако при попытках применения этого метода в массовом производстве СИД возникли некоторые трудности, преодоление которых потребовало дополнительных исследований. Метод ЛУТ имеет огромные преимущества перед традиционными способами резки — это высокая производительность процесса и высокое качество резки.
Сущность метода лазерного управляемого термораскалывания заключается в следующем. При облучении поверхности материала лазерным излучением с длиной волны, для которой материал является непрозрачным, часть энергии отражается, а остальная часть поглощается и выделяется в виде тепловой энергии в поверхностном слое материала.
При облучении поверхности непрозрачного хрупкого материала лазерным излучением во внешних его слоях возникают значительные напряжения сжатия, которые не могут привести к разрушению материала в силу высоких значений предела прочности материала на сжатие.
При подаче хладагента вслед за лазерным пучком происходит резкое локальное охлаждение поверхности материала по линии реза. Создаваемый градиент температур обусловливает возникновение в поверхностных слоях материала напряжений растяжения, превышающих предел прочности материала, которые приводят к образованию трещины.
Звучит убедительно, не правда ли?
Технологическая последовательность резки сапфировых пластин
Пошаговый алгоритм процесса ЛУТ
Резка сапфировых пластин на кристаллы методом ЛУТ осуществляется в следующей последовательности:
Нанесение на край пластины локального микродефекта (концентратора напряжений), служащего началом зарождения трещины. Резка пластины на полосы в первом направлении с помощью СО2-лазера. Поворот пластины на 90°. Нанесение надрезов на пересечении с линиями реза в первом направлении. Резка пластины во втором направлении.
Резка сапфировых или других приборных пластин в первом направлении осуществляется без всяких затруднений со скоростью от 350 до 700 мм/с, при этом используется излучение СО2-лазера мощностью 25–50 Вт.
На рис. 2 представлено фотоизображение кристалла СИД после резки исходной сапфировой пластины методом ЛУТ: стороны 1, 2 — после резки в первом направлении; стороны 3, 4 — после резки во втором направлении.
Как видно на этом фотоизображении, резку в первом направлении отличает высокое качество кромки, в то время как резка во втором направлении происходит с заметным искривлением линии реза.

Рис. 1. Торец сапфировой пластины после традиционного скрайбирования УФ-лазером (а) и после резки методом ЛУТ (б), а также кромка корундовой керамики после традиционного скрайбирования твердотельным ИАГ-лазером (в) и после ЛУТ (г)
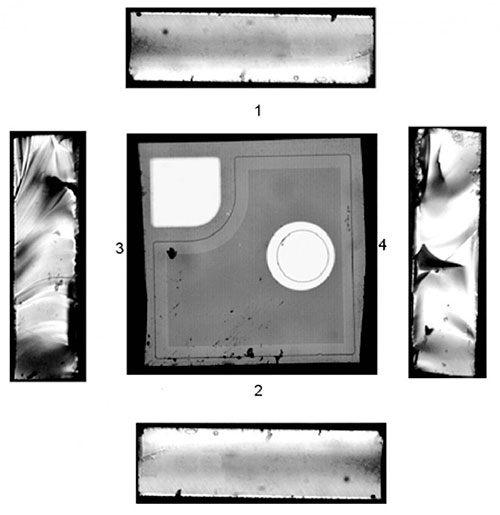
Рис. 2. Кристалл светодиода после резки методом ЛУТ: стороны 1, 2 — после резки в первом направлении; стороны 3, 4 — после резки во втором направлении и торцов кристалла СИД после резки в первом и втором направлении
Проблема пересекающихся линий реза и пути решения
Преодоление технических трудностей при массовом производстве
Однако возникают определенные трудности при резке методом ЛУТ по пересекающимся линиям. Высокопрочная бездефектная кромка пластины после ЛУТ препятствует продвижению трещины при пересечении первоначальных линий реза.
На рис. 2 показан вид кромок и торцов высокочастотного транзистора после резки в первом и втором направлениях. Несмотря на несение надреза во втором направлении с помощью алмазного резца, происходит отклонение линии реза от прямолинейной траектории перемещения.
Кроме того, качество торца кристалла во втором направлении резки существенно хуже качества резки в первом направлении. Еще одним недостатком такого способа резки является быстрый износ алмазного инструмента.
В ходе выполнения исследовательских работ по оптимизации технологического процесса лазерной резки приборных пластин, в первую очередь на основе сапфировых подложек, был разработан и запатентован новый способ резки.
Данная работа содержит основные результаты этих исследований и впервые в мире представляет новую высокоэффективную технологию лазерной резки приборных пластин на кристаллы методом ЛУТ, внедренную на ряде российских и зарубежных предприятий.
Комбинированный метод: ЛУТ с УФ-лазерным надрезом
Инновационное решение проблемы пересекающихся линий
На рис. 3 представлена схема лазерной резки приборных пластин на кристаллы, сочетающей метод ЛУТ и нанесение неглубокого надреза во втором направлении с помощью УФ-лазера.
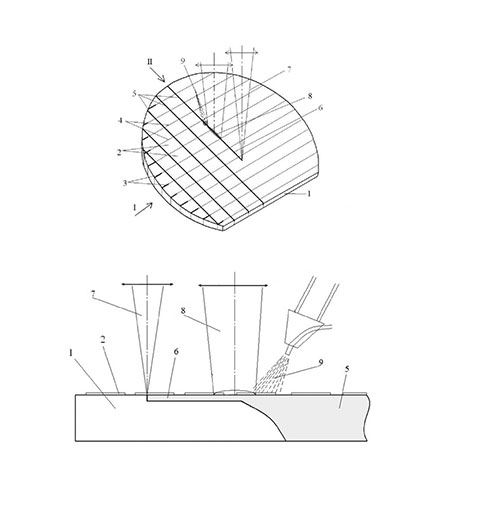
Рис. 3. Схема лазерной резки приборных пластин на кристаллы методом ЛУТ
Резку сапфировой пластины 1 со сформированными структурами 2 осуществляют следующим образом. При резке пластины в первом направлении I первоначально на краю пластины наносят короткие надрезы 3, являющимися концентаторами напряжений и обеспечивающими надежное зарождение и продвижение разделяющих трещин 4 методом ЛУТ.
При резке во втором направлении II для получения сквозных разделяющих трещин 5 предварительно наносится неглубокий надрез 6 по всей длине реза или в местах пересечений с линиями реза 4 с помощью сфокусированного пучка УФ-лазера 7.
При последующем нагреве линии надреза 6 лазерным пучком 8 СО2-лазера и последующего охлаждения зоны нагрева с помощью хладагента 9 происходит образование сквозной разделяющей трещины 5.
Была осуществлена оптимизация технологических режимов резки приборных пластин со структурами светоизлучающих диодов (СИД) на кристаллы. В качестве материала использовалась пластина из сапфира диаметром 50,8 мм, толщиной 90 мкм.
Резку подложки на кристаллы (чипы) размерами 250×250 мкм² осуществляли на лазерной технологической установке, содержащей СО2-лазер мощностью до 50 Вт, обеспечивающий генерацию излучения с модой ТЕМ01.
Излучение фокусировалось на поверхность пластины с помощью сферическо-цилиндрического объектива в эллиптический пучок размером 1,5×0,1 мм². Для нанесения локальных надрезов длиной 150 мкм на краю пластины при резке в первом направлении и нанесения надрезов по всей длине реза во втором направлении использовали УФ-лазер с длиной волны излучения 355 нм.
Глубина надреза составляла 12 мкм, а ширина надреза — 7 мкм. Скорость резки пластины методом ЛУТ составила 400 мм/сек.
| Параметр | Значение |
|---|---|
| Диаметр пластины | 50,8 мм |
| Толщина пластины | 90 мкм |
| Размер кристалла | 250×250 мкм² |
| Мощность СО2-лазера | До 50 Вт |
| Длина волны УФ-лазера | 355 нм |
| Глубина надреза | 12 мкм |
| Ширина надреза | 7 мкм |
| Скорость резки | 400 мм/с |

Рис. 4. Линия реза 1 пластины в первом направлении с помощью ЛУТ СО2-лазером и линии реза 2 во втором направлении с предварительным надрезом УФ-лазером

Рис. 5. Торец кристалла СИД после надреза УФ-лазером и последующего ЛУТ СО2-лазером
Качество кромки и производительность процесса резки
Сравнительный анализ различных методов обработки
Таким образом, способ резки приборных пластин из хрупких материалов при выполнении указанных выше условий позволяет повысить эффективность способа резки за счет обеспечения возможности сквозной резки, не требующей дополнительной операции разламывания.
Расширяется диапазон резки приборных пластин по толщине подложек и расширяется возможность эффективной резки кристаллов практически любых размеров, а также повышается производительность и качество резки.
Это серьезно.
Практическая реализация технологии на производстве
Внедрение технологии ЛУТ на международных предприятиях
Впервые новая технология резки сапфировых подложек на кристаллы для СИД была реализована на основании лицензионного договора компанией Foxconn Technology Group (Тайвань). Для этого было разработано и изготовлено новое технологическое оборудование серии WLCM2–330A.
Оборудование Foxconn и российских производителей
Первая российская промышленная установка МЛП1–1060/355 для прецизионной резки подложек из сапфира и других хрупких неметаллических материалов была изготовлена компанией ООО «Научно-производственный центр «Лазеры и аппаратура ТМ» (Зеленоград) на основании лицензионного договора с патентообладателем В. С. Кондратенко.

Рис. 6. Общий вид установки для резки сапфировых подложек на кристаллы для СИД

Рис. 7. Режущий технологический модуль российской установки для резки приборных пластин на кристаллы
Влияние качества резки на яркость светодиодов
Почему метод ЛУТ обеспечивает лучшую светоотдачу
Также один из важнейших параметров светодиодов — это их яркость. Метод ЛУТ позволяет достигать яркости светодиодов большей, нежели после обработки другими методами.
Достигается это за счет отсутствия каких-либо дефектов вдоль первого направления реза и незначительной (10 мкм) глубины канавки вдоль второго направления реза.
Наличие глубокой канавки (25–30 мкм) после скрайбирования УФ-лазером в торце светодиода вызывает поглощение части света поврежденными кромками. Чем глубже повреждение, тем меньше яркость.
Логично?
Перспективы применения технологии ЛУТ в промышленности
Мировое признание российской разработки
В России впервые в мире разработана и запатентована технология прецизионной резки сапфировых пластин на кристаллы для СИД, а также приборных пластин из других хрупких неметаллических материалов: кварц, керамика, кремний на сапфире, полупроводниковые материалы.
Разработана и изготовлена установка для высокоэффективной резки перечисленных материалов. Институт высоких технологий Московского государственного университета приборостроения и информатики принимает заказы на изготовление опытных образцов, опытных и серийных партий изделий из сапфира и других хрупких неметаллических материалов.
Практика показывает: технология работает. И работает отлично.
| Преимущество | Результат |
|---|---|
| Скорость резки | 350-700 мм/с |
| Качество кромки | Бездефектная |
| Яркость СИД | Максимальная |
| Универсальность | Все хрупкие материалы |
| Производительность | Высокая |
В. С. Кондратенко, д. т.н., профессор
А. К. Зобов, аспирант
Московский государственный университет
приборостроения и информатики
Тел. +7 (499) 269-46-66, е-mail: vsk1950@mail.ru
А. С. Наумов, к. т.н.
Foxconn Technology Group (Тайвань)
Литература
- Патент РФ № 2024441, МКИ5 СО3 В 33/02. Способ резки хрупких материалов/В. С. Кондратенко; — Заявл. № 5030537/33 от 02.04.1992; Опубл. 15.12.1994, Бюл. № 23.
- Mingwei Li, Andrew Held. Meeting industry needs with laser micromachining//Solid State Technology. 2003.
- Kondratenko V., Gindin P., Tchernykh S. Laser controlled thermocracking die separation technique for sapphire substrate based devices.- Phys. Stat. Sol. (c) 0, № 7, 2232–2235 (2003).
- Патент РФ № 2404931, МКИ5 СО3 В 33/09. Способ резки пластин из хрупких материалов / В. С. Кондратенко, А. С. Наумов; — Заявл. № 2009132338/03 от 28.08.2009; Опубл. 27.11.2010, Бюл. № 33.
Авторская информация

