Как повысить стойкость режущего инструмента
Традиционные подходы к увеличению стойкости режущего инструмента постепенно исчерпывают себя. Ищут новые пути. Одно из перспективных направлений — управление микрогеометрией режущих кромок. Звучит сложно? На самом деле всё логично.
Дело в том, что даже незначительные изменения формы режущей кромки серьёзно влияют на ресурс инструмента. Особенно при обработке резанием. Поэтому важно точно описывать и контролировать микрогеометрию.
Параметры микрогеометрии: что нужно контролировать
Для описания микрогеометрии режущих кромок используют несколько специальных параметров. Каждый отвечает за свою характеристику:
- ✓ Радиус округления режущей кромки ρ
- ✓ Коэффициент симметричности K
- ✓ Шерошоватость режущей кромки Rk
Коэффициент симметричности рассчитывают по формуле K = Sα/Sγ, где Sα и Sγ — длина округления режущей кромки на задней и передней поверхностях соответственно.
Шероховатость режущей кромки определяют более сложной формулой, учитывающей угол заострения и высоту неровностей профиля на обеих поверхностях.
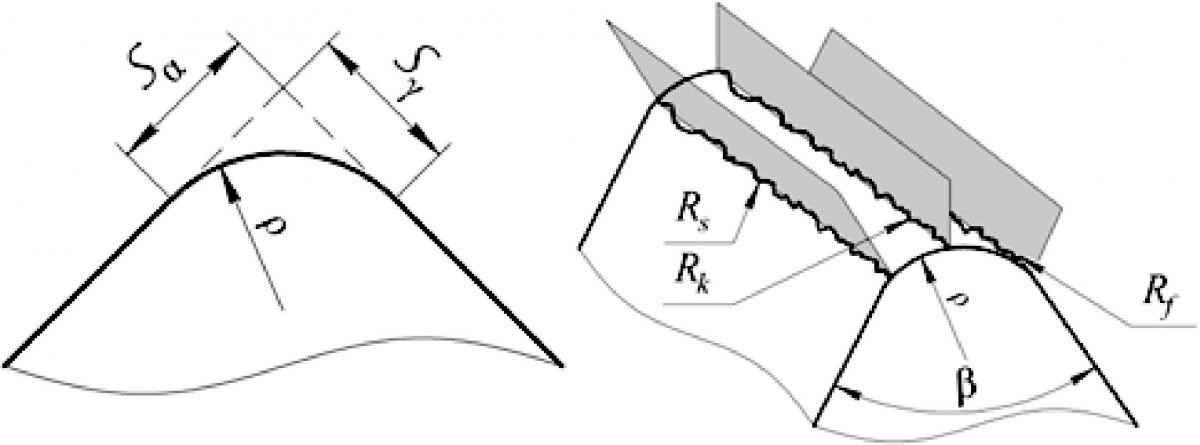
Рис. 1. Схемы вычислений характеристик микрогеометрии режущих кромок: а) K-фактора; б) Rk
Точные измерения за 2 секунды
Измерять такие параметры вручную? Нереально. Нужна высокая точность и скорость. Для этого используют специальные микроскопы серии MikroCAD фирмы LMI (Канада).
Что они умеют? Работают быстро — стандартное измерение занимает всего 2 секунды. Точность впечатляет: разрешение по вертикали 0,1 мкм, по горизонтали — 1,5 мкм.
Программное обеспечение ODSCAD строит трёхмерную и цветоимитационную модель режущей кромки. Расчёт среднего, максимального и минимального значения радиуса округления происходит в нескольких сотнях сечений, перпендикулярных режущей кромке.
Принцип работы основан на сканировании световым лучом с помощью DLP-проектора (цифровая обработка цвета). Затем CCD-камера строит трёхмерное изображение. Сложно? Возможно. Но работает безотказно.
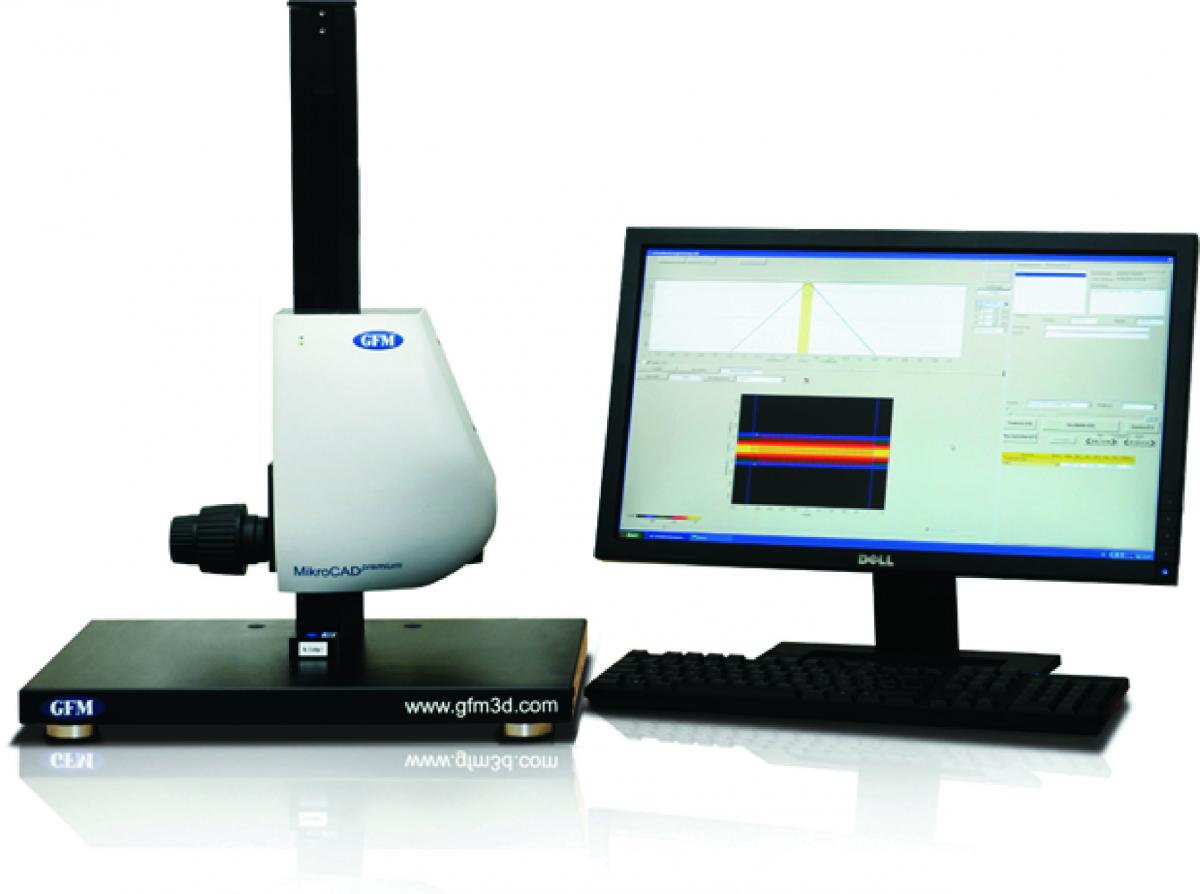
Рис. 2. Микроскоп для измерений микрогеометрии режущих кромок MikroCAD Premium
Режущие инструменты имеют сложную геометрическую форму. Поэтому для измерений используют специальные приспособления, позволяющие точно располагать режущую кромку в оптической зоне микроскопа.
Эксперимент: ружейные свёрла с разными покрытиями
Измерения проводили в Санкт-Петербурге, в ООО «Промтех». Использовали микроскоп MikroCAD Premium. В качестве образцов взяли ружейные свёрла с твёрдосплавным стеблем (РСТС) диаметром 2,05 мм фирмы Botek (Германия).
На рабочие части трёх свёрл нанесли износостойкие покрытия: TiN, AlTiN и TiCN. Затем провели стойкостные испытания на одинаковом режиме.
Результаты по количеству просверленных отверстий:
| Тип сверла | Покрытие | Количество отверстий |
|---|---|---|
| РСТС | Без покрытия | 3847 |
| РСТС | TiN | 1543 |
| РСТС | AlTiN | 3697 |
| РСТС | TiCN | 3723 |
Неожиданно, правда? Сверло с покрытием TiN показало наименьшую стойкость. Хотя обычно покрытия должны улучшать характеристики.
Измерения радиусов округления ρ, K-фактора и шероховатости Rk проводили на наружной части главной режущей кромки. Для сравнения использовали параметры нового РСТС без покрытия, которое не применялось для сверления.
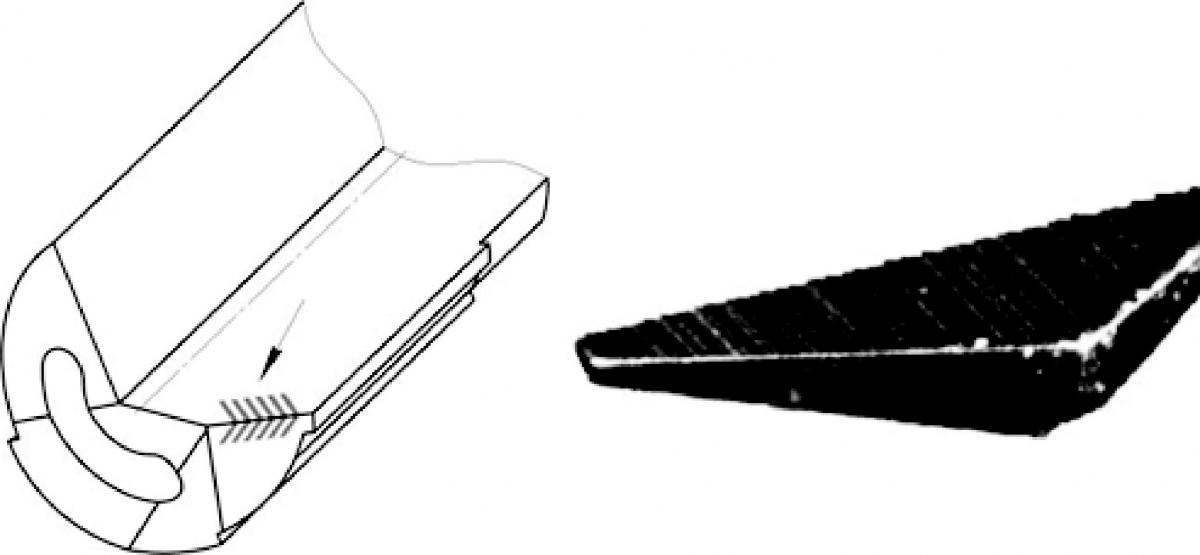
Рис. 3. Схема режущей части ружейного сверла (а) и трёхмерная модель (б) режущей кромки
Результаты измерений: TiN, AlTiN, TiCN
Измерения нового сверла показали интересные результаты. Среднее значение радиуса округления, рассчитанное в 350 сечениях, составило ρн = 3,9 мкм. Стандартное отклонение — 0,26 мкм.
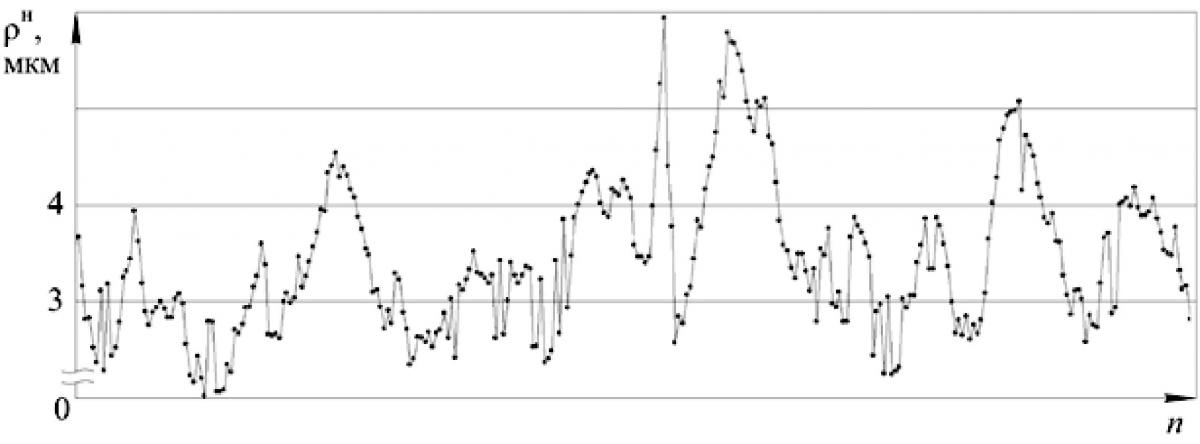
Рис. 4. Распределение величин радиусов округления по сечениям на наружной части главной режущей кромки ρн ружейного сверла диаметром 2,05 мм
Результаты измерений РСТС с покрытиями показали существенные изменения. Наибольшие изменения длины радиуса округления режущей кромки наблюдаются на передней поверхности сверла с покрытием TiN — целых 82,8 мкм.
Во всех случаях радиус округления ρ изменяется существенно и может достигать 16,8 мкм. Это серьёзно.
| Параметр | TiN | AlTiN | TiCN |
|---|---|---|---|
| Изменение ρ на передней поверхности, мкм | 82,8 | Меньше | Меньше |
| Общее изменение ρ, мкм | До 16,8 | 16,3 | 16,8 |
| Стойкость (отверстий) | 1543 | 3697 | 3723 |
Почему покрытие TiN даёт наибольшие изменения
Вот где начинается самое интересное. Покрытие TiN показало наихудшие результаты по стойкости. При этом изменения микрогеометрии оказались наибольшими.
Почему так? Дело в том, что на формирование радиуса округления ρ у свёрла с покрытием TiN оказывает сильное влияние изменение длины округления на передней поверхности. Именно там произошли наибольшие изменения — 82,8 мкм.
В то же время радиусы округления у свёрл с покрытиями AlTiN и TiCN изменяются несущественно — 16,3 и 16,8 мкм соответственно. И стойкость у них гораздо выше.
Совпадение? Вряд ли. Скорее закономерность.
Практические выводы для производства
Что даёт всё это исследование? Понимание того, как разные покрытия влияют на микрогеометрию режущих кромок. А значит, можно выбирать оптимальное покрытие для конкретных условий обработки.
Высокоточные оптические методы измерений позволяют выявить особенности изменения микрогеометрии. Это важно. Без таких измерений мы бы просто не увидели этих изменений.
Практика показывает: не все покрытия одинаково полезны. TiN в данном случае показал себя хуже других. AlTiN и TiCN — лучше. Выбор за технологами.
И ещё момент: контроль микрогеометрии должен стать частью производственного процесса. Особенно когда речь идёт о прецизионной обработке. Точность начинается с инструмента.
А. С. Бабаев, НИ ТПУ, г. Томск, пр. Ленина, 30
e-mail: temkams@mail.ru
В. П. Чарторийский, ООО «Промтех»
г. Санкт-Петербург, ул. Цветочная д. 25, оф. 210
Литература
- GFM, GmbH: Schneidkantenmessung: Bestimmung von K-Faktor, Delta r und Kantenradius. MAV Marz. 2006.
- Rodriguez C. Cutting edge preparation of precision cutting tools by applying micro-abrasive jet machining and brushing, Kassel University press GmbH, Kassel. 2009. 205 p.
- Frankowski G. et al. Real-time 3D Shape Measurement with Digital Stripe Projection by Texas Instruments Micromiror Devices (DMD). Proc. of SPIE. V. 3958. (2000). P. 90–106.
- Kirsanov S. V., Babaev A. S. The study of deep holes accuracy and surface roughness after gun drilling//Mechanical Engineering, Automation and Control Systems: Proceedings of International Conference. — Tomsk: TPU Publishing House. (2014). P. 1–4.
- S. V. Kirsanov, A. S. Babaev Stud of Accuracy and Surface Roughness of Holes in Comparative Testing of Small Diameters Gun Drills//IOP Conference Series: Materials Science and Engineering I. 1. V. 66 (2014). P. 1–5.

