Почему хромирование стало проблемой для промышленности
Хромовые покрытия — это не просто «блеск». Это защита. Это ресурс. Это качество. Но вот загвоздка: восстановление таких покрытий связано с большими трудностями. Почему? Потому что гальванические производства по всей стране массово закрываются.
Что получается на практике? Два сценария. Первый: хромирование не делается вообще. Результат? Качество продукции падает, срок службы оборудования сокращается в разы. Второй: покрытие наносят за границей. Результат? Себестоимость растёт, а платит за это — потребитель.
Заметьте: это не теоретическая проблема. Это ежедневная реальность для многих предприятий. И решение нужно искать здесь и сейчас.
Наноалмазы в гальванике: как нанотехнологии меняют правила
Ещё в середине прошлого века гальваническое нанесение хрома уперлось в технологический предел. Физико-механические свойства покрытий — всё. Дальше — тупик.
Но в начале 80-х годов ХХ века произошло неординарное открытие. Выяснилось: если внедрить в электролит наноалмазы (НА), свойства осаждаемых покрытий значительно улучшаются. Не на проценты. В разы.
Почему это работает? Наноалмазы — это не просто «добавка». Это структурный модификатор, который меняет кристаллическую решётку осаждаемого хрома. Результат? Твёрдость, износостойкость, адгезия — всё на новом уровне.
История внедрения: от идеи до опытного производства
2005 год. Город Юбилейный. Совместно со специалистами СКТБ «Технолог», ЗАО «ЭКА», ООО «РАМ» создано опытно-экспериментальное производство. Задача? Нанесение наноалмазных хромовых покрытий на детали размером до 500×600×1300 мм. Толщина покрытий — от 0,5 до 500 мкм.
Масштаб? Впечатляющий. Но главное — не размер. Главное — результат.
Опытное производство: от лабораторных образцов до промышленных деталей
В ходе исследований и работ по нанесению покрытий были разработаны подходы и методы восстановления высокотехнологичного оборудования. А ещё — улучшения его производственных характеристик.
Что это даёт? Три ключевых направления:
- ✓ Повышение ресурса металлообрабатывающего инструмента: метчики, сверла, резцы
- ✓ Повышение ресурса формообразующего инструмента и оснастки: литейные формы, фильеры, кристаллизаторы, матрицы, пуансоны
- ✓ Повышение надёжности узлов и деталей, подверженных сильному износу: подшипники, валы, втулки, буровое и гидравлическое оборудование, строительная техника
Просто? Нет. Но эффективно — безусловно.
Работа с наночастицами: какие проблемы пришлось решить
Наноалмаз — это частица размером 4,2 нм. Крошечная. Но именно этот размер создаёт технологические вызовы:
- → Седиментационная неустойчивость: частицы оседают, если не контролировать процесс
- → Быстрая агрегация: наночастицы «слипаются», теряя свои уникальные свойства
- → Необходимость регенерации: добавку нужно восстанавливать, а не просто доливать
Решены? Да. Но это потребовало не просто знаний. Это потребовало инженерной изобретательности.
Режущий инструмент: ресурс растёт в 3–4 раза
Нанесение наноалмазного хромового покрытия на резцы увеличивает их ресурс по обработке нержавеющей стали в 3–4 раза. Не теория. Практика.

Срок службы резцов, фрез, плашек, метчиков — тоже растёт в 3–4 раза. Ленточные пилы для распилки титана — в 5,5 раз. Цифры говорят сами за себя.
А теперь — важный нюанс. Хромовые покрытия обладают низким коэффициентом трения. Что это значит на практике? Обработка высоковязких материалов (нержавейка, титан, алюминиевые сплавы) становится легче. Стружка — цельной. Металлической пыли — меньше. Рабочее пространство — чище.
Просто? Нет. Но выгода — ощутимая.
Формообразующий инструмент и оснастка
Большая перспектива наноалмазных хромовых покрытий — обработка фильер, матриц, пуансонов, калибраторов и другого деформирующего инструмента сложной формы.
 Рис. 2 Фильеры для производства стеклопластика
Рис. 2 Фильеры для производства стеклопластика 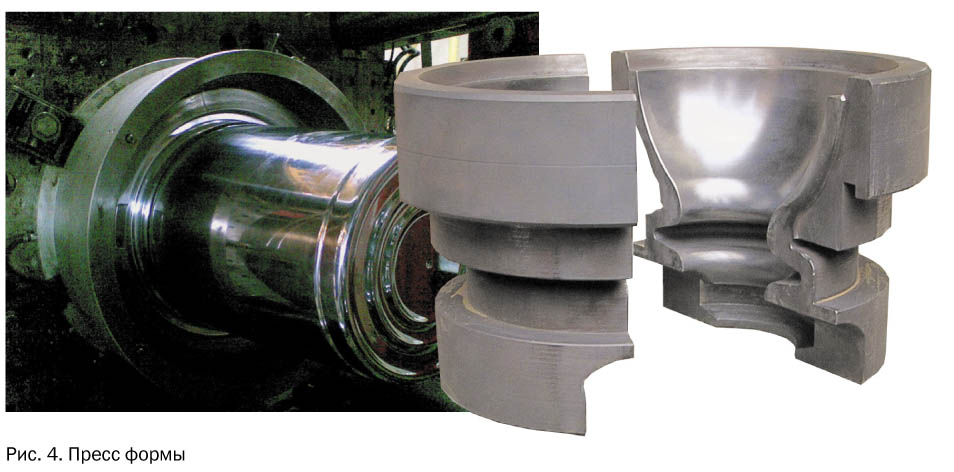 Рис. 3 Калибраторы и матрицы
Рис. 3 Калибраторы и матрицы
Замена стандартного твёрдого хромирования на хромовое покрытие с НА — это не просто «поменять технологию». Это:
- ★ Увеличение ресурса фильер, матриц, пуансонов в 2–4 раза
- ★ Повышение качества продукции за счёт долговечности покрытия
- ★ Снижение себестоимости выпускаемой продукции (учитывая высокую стоимость таких деталей)
Практика показала: срок службы фильер для производства стеклопластика растёт более чем в 4 раза (по сравнению с хромовым покрытием большей толщины). Матриц и пуансонов — в 2–3 раза.
Пресс-формы для стекла и резины
Хромирование пресс-форм — практика не новая. Но наноалмазные покрытия меняют правила игры.
 Рис. 4 Пресс-формы для стекла
Рис. 4 Пресс-формы для стекла
Хромовые покрытия сочетают высокую твёрдость (препятствие истиранию) с низким коэффициентом смачиваемости (снижение налипания). Результат? Меньше трения, дольше гладкая поверхность, реже чистка.
Использование покрытий с НА увеличивает ресурс пресс-форм для стекла в 2–3 раза. Процент брака падает — стекло не налипает на поверхность. Чистка форм требуется значительно реже. Экономия? Ощутимая.
Для резинотехнических изделий — та же история. Высокое качество штамповки сохраняется на всём протяжении срока службы матрицы и пуансона. Подгар и налипание горячей резины к поверхности оснастки — практически исключены.
Кристаллизаторы и прокатное оборудование
Кристаллизаторы (медные трубы квадратного сечения метровой длины с гальваническим покрытием внутренней поверхности) — ключевой элемент формования стального проката. С одного конца поступает расплавленный металл, с другого — после охлаждения — формованный слиток-прокат.
Проблема? Недостаточная прочность сцепления хромового покрытия с медной основой. Низкая адгезия + сильный перепад температур (расплавленный металл внутри, вода снаружи) + несовпадение коэффициентов температурного расширения = скорое отслоение покрытия и быстрый износ кристаллизатора.
Многие производители наносят многослойные покрытия для повышения адгезии. Результат? Существенный рост стоимости.
Решение? Наноалмазные хромовые покрытия. Однослойное покрытие, не уступающее по ресурсу дорогостоящим мировым аналогам — благодаря высокой адгезии.
 Рис. 5 Кристаллизаторы для стального проката
Рис. 5 Кристаллизаторы для стального проката  Рис. 6 Прокатные валы и ролики
Рис. 6 Прокатные валы и ролики
Ролики, валки для транспортировки и сортировки проката — та же история. Износостойкость растёт. Ресурс — тоже.
Плановое восстановление: профилактика вместо капитального ремонта
Оборудование, поступающее для ремонта, часто изношено сверх меры. Износ — уже не хромового покрытия, а металлической основы. Восстановление такого оборудования обходится заказчику на порядок выше. Или вообще невозможно.
Оптимальное решение? Плановое восстановление хромового покрытия рабочих поверхностей. Это позволяет использовать оснастку (фильеры, калибраторы, шнеки, прокатные валы) многократно. Издержки производителей — снижаются. В разы.
А ещё — скорость осаждения хромового покрытия с НА выше, чем для обычного твёрдого хрома. Производительность обычной гальванической линии растёт на 15–20%. Просто? Нет. Но выгода — очевидная.
Перспективы: отраслевой центр и масштабирование технологии
Большую заинтересованность к технологии проявляют предприятия, использующие инструмент для высокоточных работ: точная металлообработка, производство печатных плат, нефтяное и буровое оборудование.
Целый ряд отечественных предприятий, ощущая конкуренцию с иностранными производителями, ведёт подготовительные работы по внедрению технологии АКП (алмазно-кластерных покрытий). Или уже реализует её.
Но мощность опытно-экспериментального производства — ~1,5 тыс. м²/год. Это явно недостаточно для промышленных нужд.
Что делать? Создавать отраслевой центр. Способный обеспечивать потребности крупного промышленного бизнеса в качественных, недорогих гальванических покрытиях для обработки оснастки высокой степени сложности.
В целях создания такого производства ООО «РАМ», ЗАО «ЭКА» совместно с ГК «Роснанотех» ведут разработку проекта по строительству современного высокотехнологичного производства. Задача? Удовлетворить потребность отечественной промышленности.
| Область применения | Эффект от наноалмазного покрытия | Экономическая выгода |
| Режущий инструмент (резцы, фрезы, метчики) | Рост ресурса в 3–4 раза, снижение трения, чистая стружка | Снижение затрат на замену инструмента, рост производительности |
| Фильеры, матрицы, пуансоны | Рост ресурса в 2–4 раза, улучшение качества продукции | Снижение себестоимости за счёт долговечности оснастки |
| Пресс-формы для стекла и резины | Рост ресурса в 2–3 раза, снижение налипания, меньше брака | Сокращение простоев на чистку, повышение выхода годной продукции |
| Кристаллизаторы и прокатные валы | Высокая адгезия, стойкость к термоударам, износостойкость | Замена многослойных покрытий однослойным, снижение стоимости |
| Плановое восстановление | Профилактика износа, продление срока службы оборудования | Снижение затрат на капитальный ремонт, рост доступности оборудования |
Что в сухом остатке? Инновационная технология нанесения наноалмазных хромовых покрытий — это не просто «ещё одно покрытие». Это возможность:
- ✓ Сэкономить значительные средства за счёт повторного использования оборудования
- ✓ Увеличить срок работы инструмента и оснастки
- ✓ Снизить себестоимость выпускаемой продукции
- ✓ Повысить качество за счёт стабильной работы оборудования
Заметьте: это не обещания. Это результаты, которые уже работают. На предприятиях. В цехах. В реальных производственных циклах.
А в промышленности, где каждый процент экономии — это миллионы рублей в год, именно такой подход создаёт конкурентное преимущество. Не копирование. А развитие.
Рыжов Е. В., Кощеев Ю. Л.,
Денисов С. А., Кузнецов С. А.
ТВЦ «НТ», ЗАО «ЭКА», ООО «РАМ»
Приглашаем к сотрудничеству разработчиков и инвесторов!
Московская обл., г. Юбилейный, ул. Пионерская, д.1/4
Тел.: (495) 5442626, 5028161
Email: tvcnt@mail.ru
www.dmdtech.ru

