Почему качество резьбы определяет точность изделий
Резьбовые соединения повсюду
Оглянитесь вокруг. Практически каждое изделие, которое нас окружает, имеет резьбу. От крошечных винтиков в наручных часах до массивных креплений турбин в гидроагрегатах — везде она играет критическую роль. И чем ближе мы подходим к лидирующим технологиям, тем выше требования к качеству этих соединений.
Какой должна быть идеальная резьба? Тут есть свои нюансы. С одной стороны, она не может быть слишком большой — это приведет к излишним габаритам и весу всей конструкции. С другой — обязана выдерживать требуемые усилия, сохранять точность перемещений и надежность фиксации. Найти эту золотую середину непросто.
Знакомо? Конечно. Именно поэтому так важно понимать, какие размеры и допуски действительно необходимы, и как обеспечить приемлемую себестоимость производства без потери качества.
Средний диаметр: от теории к практике
Что говорит ГОСТ
Возьмем ключевой параметр — средний диаметр (СД) метрической резьбы. Согласно действующим в РФ ГОСТ, это «диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине номинального шага резьбы».
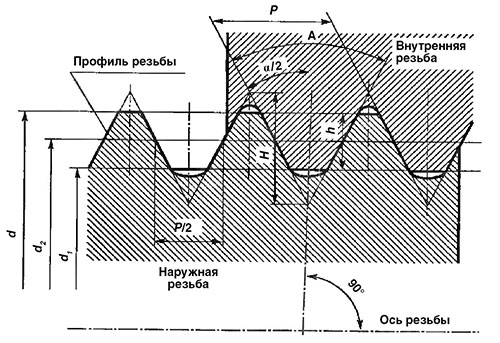
Рис. 1. Номинальный профиль цилиндрической метрической резьбы. d2 — средний диаметр.
Где теория расходится с реальностью
Звучит убедительно. Но вот проблема: это определение, которое устраивало промышленность в ХХ веке, при внедрении новых технологий стало некорректным. Почему? Давайте разберемся.
Во-первых, в определении введено теоретическое понятие оси резьбы, но для ее реального построения нет достаточных оснований. А это критично для получения точных значений.
Во-вторых, реальный профиль резьбы далеко не прямолинеен. На разных витках и в разных сечениях «точки, где ширина канавки равна половине шага» находятся на разном расстоянии от оси.
В-третьих, на величину СД влияют непостоянные углы профиля, шаги и другие факторы, которые определение просто игнорирует.
Получается, реальное определение среднего диаметра тесно связано с другими геометрическими параметрами резьбы, которые в ГОСТ не отражены. И это серьезно.
Традиционные методы и их ограничения
Когда погрешность становится критичной
Эти некорректности можно было бы игнорировать, если бы погрешность исполнения СД в 10–25% от величины шага резьбы не имела значения. Но в ряде случаев это недопустимо:
- ✓ при изготовлении резьбовых калибров и контркалибров
- ✓ в массовом производстве транспортных изделий
- ✓ в оборонной промышленности
- ✓ при создании других ответственных конструкций
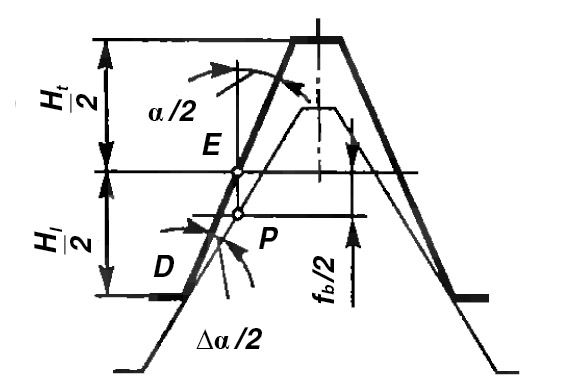
Рис. 2. Угловая погрешность α/2 и ее компенсация на среднем диаметре.
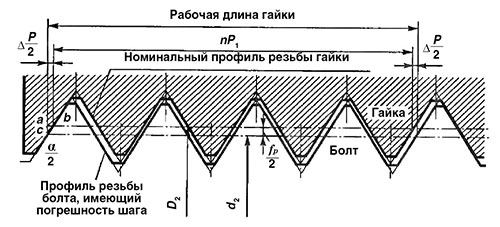
Рис. 3. Погрешность шага P/2 и ее компенсация на среднем диаметре.
Метод трех проволочек: что он на самом деле показывает
Принятый метод измерения среднего диаметра «по трем проволочкам» не дает точного значения диаметра цилиндра по скалярным показателям, геометрически не связанным друг с другом. И не гарантирует скручивание при минимальных зазорах.
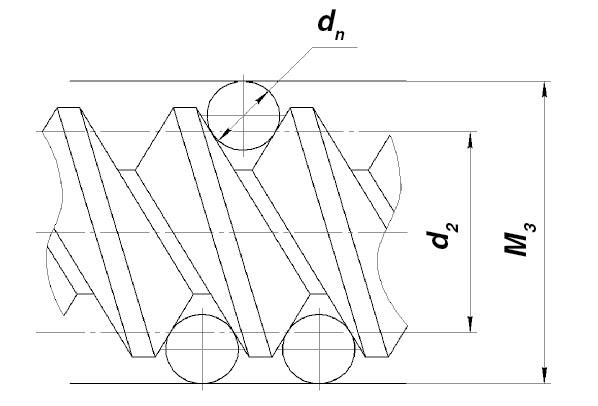
Рис. 4. Схема измерения среднего диаметра по трем проволочкам
Метод трех проволочек только демонстрирует: в случайно выбранном месте есть такой размер, или в случайных местах есть такие размеры… Даже если все полученные размеры уложились в допустимые пределы, мы не получаем ответы на ключевые вопросы:
- → Будет ли резьба свинчиваться?
- → Соответствуют ли зазоры в разных местах?
- → Какова степень овальности?
- → Есть ли продольная кривизна?
- → Насколько постоянен шаг?
Не видим мы и других погрешностей, влияющих на качество резьбы. Проблемно и определение СД резьбового кольца (внутренней резьбы) на основе свинчивания с контркалибром — «контроль по шарикам» сложный и непрецизионный.
Неучтенные параметры
Если процесс свинчивания произошел с некоторым натягом, мы приписываем СД пробки кольцу. Но это значит, что вращаясь и продвигаясь, кольцо и пробка соприкасались всевозможными вариантами выступающих мест. Следовательно, СД пробки заведомо меньше СД кольца. Но какие зазоры в разных сечениях — неизвестно.
Неучтенные параметры увеличивают отличие СД пробки, определенного по проволочкам, от СД по определению ГОСТа и СД кольца:
| Параметр | Влияние на точность |
|---|---|
| Непрямолинейность резьбы | Высокое |
| Разница шагов в разных местах | Критичное |
| Разница углов профиля | Высокое |
| Овальность | Среднее |
| Конусообразность | Среднее |
| Шероховатость поверхности | Низкое-среднее |
Погрешность СД, полученная таким образом, может стать неприемлемой. И это факт.
Новый подход к измерению резьбы
Идеальная резьба: миф или реальность?
Идеальная резьба получается, если заданный профиль по всему резьбовому изделию полностью заполнен материалом. То есть ось резьбы прямая, все шаги, углы и радиусы точны в реальном исполнении.
Для получения таких резьб максимального качества нужна информация по всем элементам с полной взаимосвязью. Эта информация позволит корректировать технологию производства в нужных направлениях. Скажу прямо — без этого никуда.
Суть предлагаемого метода
Предлагаемый метод определения СД состоит в следующем. Средний диаметр должен определяться по полной информации с реально контролируемой поверхностью резьбы. После налаженной технологии производства объем контроля резко сокращается до необходимого для поддержания технологии.
В облако точек, снятых с реальной резьбы по всей длине с помощью координатно-измерительной машины, вписывается математическая модель. Определяя тип резьбы и проводя оптимизацию по каждому параметру, мы учитываем изделие в целом — как бы свинчиваем резьбу с идеальным калибром.
3D-моделирование и облака точек
Пример для понимания
Для более простого понимания приведу пример стержня и отверстия. Если при замерах, выполненных по методу среднеквадратичного, их диаметры одинаковы, то вставить стержень в отверстие невозможно. Неидеальность того и другого дает отклонения от цилиндричности: на стержне в плюс, а в кольце в минус.
В современных технологиях это решается так:
- ☑ Диаметр стержня определяется по расчету минимально описанного цилиндра в облаке замеренных точек
- ☑ Диаметр отверстия — по максимально вписанному цилиндру
В этом случае стержень и отверстие могут скользить друг по другу с минимальными зазорами. Подобная методология используется в производствах с высокой технологией.
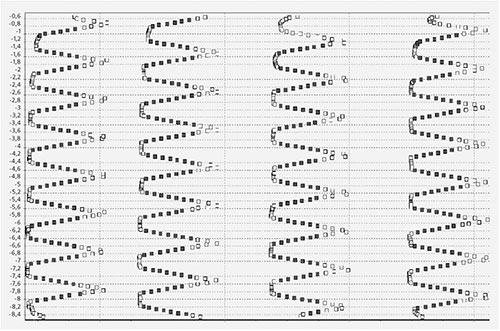
Рис. 5. Собранные точки в четырех сечениях на протяжении всего рабочего участка резьбы. Цветным выделены точки, которые участвуют в расчете, остальные отфильтрованы специальным алгоритмом.
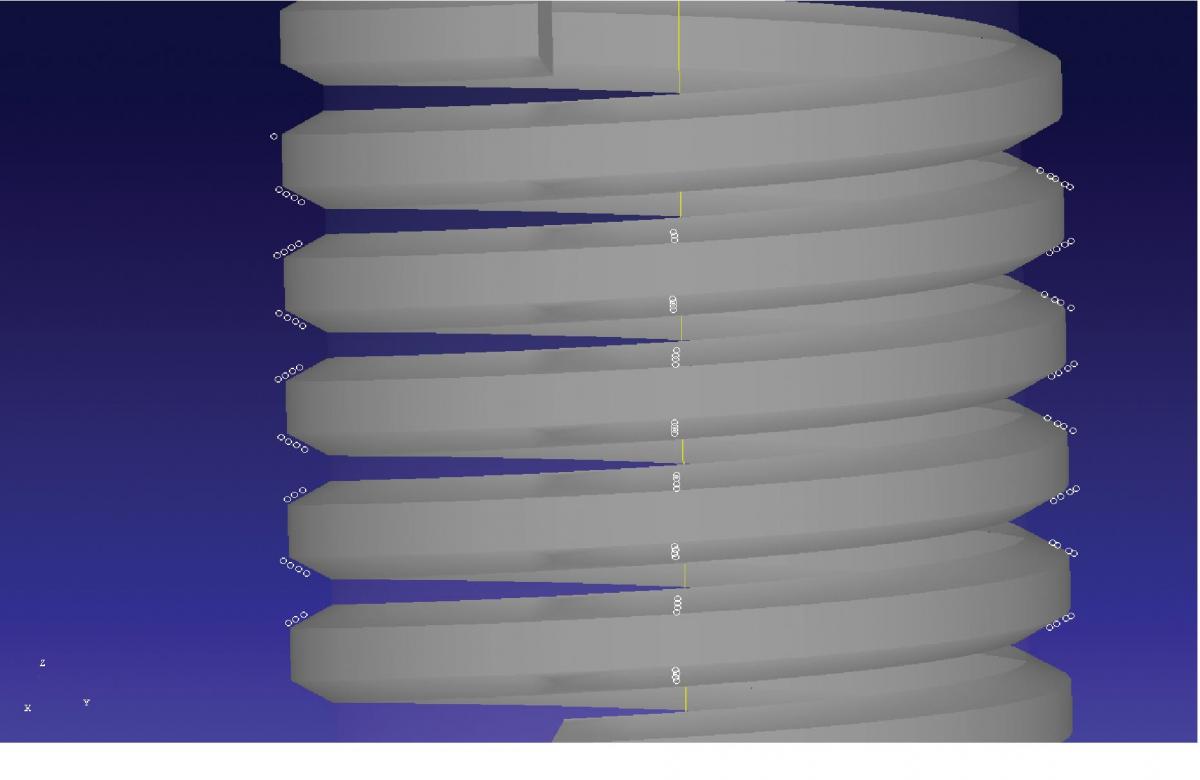
Рис. 6. 3D-модель резьбы с собранными точками.
Сложности математического моделирования
Математический аппарат для описания формы резьбы с учетом всевозможных отклонений достаточно сложен. Решения в этой области требуют опыта и времени. При моделировании поверхности используется понятие базовых, прилегающих и реальных поверхностей.
Есть четкое определение таких поверхностей для плоскостей, цилиндров и полных сфер (например ГОСТ 24642–81). Но уже для сектора (части сферической поверхности) при различных конструктивных подходах величины параметров имеют различные значения. Математическая модель резьбовой поверхности еще более сложна, имеет свои нюансы, которые следует учесть для построения полноценной модели.
Координатно-измерительные машины в действии
Мировой опыт
В высокотехнологичных странах уже внедрены методы измерения резьбы, когда при плотно свинчивающихся пробке и кольце их средние диаметры совпадают. Показатели отклонения от идеальной поверхности резьбы видны реально и разделены по параметрам.
Это позволяет совершенствовать технологию производства резьбы до получения оптимальных величин как по качеству, так и по себестоимости. В России пока делаются только первые шаги. В научных работах о резьбе введено понятие приведенный средний диаметр резьбы, который должен учесть влияние различных факторов на определение СД, свинчиваемости и надежности резьбы.
Таким образом, технология производства получает информацию для реального совершенствования. И это серьезно.
Революция в измерениях
С появлением шестиосевых координатно-измерительных машин (КИМ) производительность измерений и их качество заметно улучшились. Стала возможной реализация поэлементного контроля внутренних резьб по всем интересующим производителя параметрам.
Иными словами, технологи, базируясь на данных, полученных с помощью Ким, получают возможность управлять точностью изготовления внутренних и наружных резьб. Это уже не теория — это практика.
Практическое применение метода
Разработки ООО «Лапик»
ООО «Лапик» (Саратов) ведет исследовательские и опытно-конструкторские работы, направленные на решение задачи контроля параметров резьб. К настоящему времени разработаны:
- ★ Программное обеспечение (ПО) для контроля резьб
- ★ Инструмент для контроля наружных метрических резьб с шагом от 0,1 мм
- ★ Инструмент для контроля внутренних метрических резьб с диаметрами от М3
Сбор точек с резьбы и вписывание математических моделей — процесс сложный вначале. Но он оправдан, поскольку позволяет видеть все в геометрии и не попасть в тупик.
Универсальность метода
Предложенный метод достаточно универсальный. Он продуктивен при создании технологий практически для всех видов резьбы:
| Тип резьбы | Применение | Особенности контроля |
|---|---|---|
| Метрическая | Общемашиностроительное | Базовый стандарт |
| Трапецеидальная | Винтовые передачи | Точность шага критична |
| Упорная | Силовые соединения | Асимметричный профиль |
| Прямоугольная | Специальные применения | Прямые углы профиля |
| Трубная | Сантехника, трубопроводы | Коническая форма |
| Круглая | Электроарматура | Скругленный профиль |
| Коническая | Герметичные соединения | Изменяющийся диаметр |
Как видите, спектр применения широк. И это только начало.
Преимущества современного контроля
Что дает новый метод
Чрезмерные требования к технологии производства резьбы могут сделать ее трудоемкой. Но это не относится к процессу измерения. Чем лучше мы видим результаты технологии, тем легче увидеть выигрышный способ получения нужной резьбы.
Преимущества очевидны:
- → Полная информация о геометрии резьбы
- → Возможность корректировки технологии в реальном времени
- → Гарантия свинчиваемости при минимальных зазорах
- → Снижение брака в массовом производстве
- → Повышение надежности ответственных соединений
- → Оптимизация себестоимости без потери качества
Не всё так просто, конечно. Но результат того стоит.
Перспективы развития
Технологии не стоят на месте. Методы контроля резьбы продолжают совершенствоваться, открывая новые возможности для производителей. Главное — не бояться внедрять инновации и инвестировать в точность.
Ведь в конечном счете именно качество резьбовых соединений определяет надежность всего изделия. А это уже вопрос репутации и доверия клиентов.
А. Г. Лаптев
ООО «Лапик»
г. Саратов
Режущий инструмент и измерительные системы

