

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛУАВТОМАТЫ ТОКАРНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
ГОСТ 10172-87
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛУАВТОМАТЫ ТОКАРНЫЕ
Основные параметры и размеры
Semiautomatic lathes. Main parameters
and dimensions
ГОСТ
10172-87
Срок действия с 01.01.89 до 01.01.99
1. Настоящий стандарт распространяется на токарные патронно-центровые, патронные (включая лоботокарные и фронтального типа), горизонтальные и вертикальные, патронно-прутковые и прутково-патронные, универсальные, одно- и двухшпиндельные полуавтоматы, в том числе токарно-многоцелевые, копировальные, многорезцовые и двухсуппортные полуавтоматы и станки с числовым программным управлением (ЧПУ).
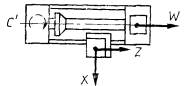
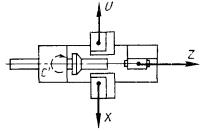
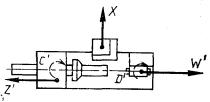
2. Основные параметры и присоединительные размеры полуавтоматов, обозначение осей координат и положительное направление движений их рабочих органов должны соответствовать указанным на черт. 1 - 12 и в таблице.
Патронно-центровые, патронные, патронно-прутковые, в том числе двухсуппортные, и токарно-многоцелевые полуавтоматы и станки с ЧПУ
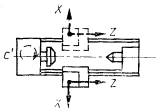
Черт. 1
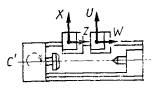
Черт. 2
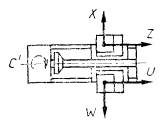
Черт. 3
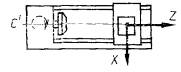
Черт. 4
Черт. 5
Вертикальные патронно-центровые, патронные полуавтоматы, в том числе товарно-многоцелевые (вид спереди)
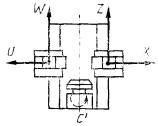
Черт. 6
Черт. 7
Патронные полуавтоматы фронтального типа, в том числе токарно-многоцелевые
Черт. 8
Черт. 9
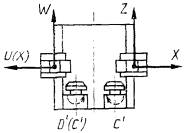
Лоботокарные полуавтоматы, в том числе токарно-многоцелевые, и станки с ЧПУ
Черт. 10
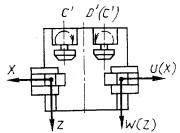
Прутково-патронные полуавтоматы, в том числе токарно-многоцелевые
Черт. 11
Черт. 12
Примечания:
1. Черт. 1 - 12 не определяют конструкцию станков.
2. Обозначения в скобках используют при применении двух устройств ЧПУ.
Размеры, мм
Наибольший диаметр заготовки, устанавливаемой над станиной
160
200
250
320
400
500
630
800
1000
1250, 1600, 2000, 2500, 3150, 4000, 5000
Наибольший диаметр заготовки, обрабатываемой над станиной, не менее
50
80
125
160
200
250
320
400
500
630
800
-
Наибольший диаметр заготовки, обрабатываемой над суппортом (для патронно-центровых, вертикальных полуавтоматов и станков с ЧПУ), не менее
50
80
100
125
160
200
250
320
400
500
-
Наибольшая длина (высота) обрабатываемой заготовки
для патронно-центровых полуавтоматов и станков с ЧПУ
125
250
350, 500
350, 500, (600), 750
500, (710), 750, 1000, (1400)
500, (710), 750, (900), 1000, (1300), 1500
500, 750, 1000, 1500, 2000, 3000
1000, 1500, 2000, 3000, 5000
(2800), 3000, 5000, 8000
5000, 6000, 8000, 10000, 12500, 16000, 20000, 24000
для патронных (включая лоботокарные), патронно-прутковых, прутково-патронных полуавтоматов, не менее
50
63
80
100
125
160
200
250
320
400
500
-
для патронных полуавтоматов фронтального типа и вертикальных, не менее
(100), 125
160
-
-
Условный размер конца шпинделя по ГОСТ 12593-72, ГОСТ 12595-85 и ГОСТ 26651-85
3, 4
4, 5, 6, 8, 11
8, 11, 15
Наибольший диаметр заготовки, проходящей в отверстие (сквозное - для патронно-прутковых и прутково-патронных полуавтоматов) шпинделя, не менее
(15), 16
20
(25), 32
(25), 40
50
(50), 63
(70), 80
100
-
Высота устанавливаемого резца
12. 16, 20, 25
20, 25, 32
25, 32, 40, 50
-
Диаметр отверстия в револьверной головке под цилиндрический хвостовик державки при базировании по отверстию
-
30, 40, 50
40, 50, 60
60, 80
-
Расстояние от нижней плоскости основания станка до оси шпинделя или до базирующей поверхности фланца шпинделя, не более
1180
1250
Дискретность задания перемещения
по осям А, U, Z, Z', W
по координате С', D'
Количество управляемых формообразующих координат/количество одновременно управляемых формообразующих координат
2/2, 3/2, 3/3, 4/2?2, 5/2?2, 5/2?3, 6/2?2
Примечание. Размеры, заключенные в скобки, при новом проектировании не применять.
3. Допускается значения наибольшего диаметра заготовки, устанавливаемого над станиной, увеличивать по сравнению с указанными в таблице до 20 %, выбирая из ряда Ra 40 по ГОСТ 6636-69.
4. Наибольшая длина (высота) обрабатываемой заготовки принимается не менее указанного номинала с учетом длины закрепления заготовки.
5. Наибольший диаметр заготовки, устанавливаемой над станиной, для полуавтоматов фронтального типа определяют до продольных направляющих.
6. Значения параметров с указанием «не менее» или «не более» выбирают из ряда Ra 40 по ГОСТ 6636-69.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.Н. Лейцингер, С.С. Кедров, В.Н. Высоцкая, Г.П. Варлакова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.09.87 № 3658
3. Срок проверки - 1997 г. Периодичность проверки - 10 лет.
4. ВЗАМЕН ГОСТ 21608-76 (кроме прутковых автоматов), ГОСТ 10172-75, ГОСТ 10173-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 6636-69
3, 6
ГОСТ 12593-72
2
ГОСТ 12595-85
2
ГОСТ 26651-85
2
2. Основные параметры и присоединительные размеры полуавтоматов, обозначение осей координат и положительное направление движений их рабочих органов должны соответствовать указанным на черт. 1 - 12 и в таблице.4004. ВЗАМЕН ГОСТ 21608-76 (кроме прутковых автоматов), ГОСТ 10172-75, ГОСТ 10173-75p
;
