

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАНАВКИ ДЛЯ ВЫХОДА ДОЛБЯКОВ
РАЗМЕРЫ
ГОСТ 14775-81
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Н.Ф. Хлебалин, В.И. Бобрин, А.Д. Новицкая
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31 марта 1981 г. № 1706
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КАНАВКИ ДЛЯ ВЫХОДА ДОЛБЯКОВ Размеры Slitting clearance grooves. Dimensions |
ГОСТ ВЗАМЕН |
Постановлением Государственного комитета СССР по стандартам от 31 марта 1981 г. № 1706 срок действия установлен с 01.01 1982 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на профиль и размеры канавок для выхода зуборезных долбяков у цилиндрических зубчатых колес наружного и внутреннего эвольвентного зацепления, а также у шлицевых эвольвентных венцов.
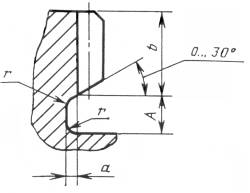
2. Профиль и размеры канавок должны соответствовать указанным на чертеже и в таблице.
мм
|
Ширина зубчатого шлицевого венца b |
А |
А1, не менее |
a, не менее |
r, не менее |
||
|
Для зубчатых колес |
Для шлицевых венцов |
Для зубчатых колес |
Для шлицевых венцов |
|||
|
До 10 |
Рассчитывается по формуле А=А1+А2 |
1,0 |
||||
|
Св. 10 до 15 |
1,5 |
|||||
|
Св. 15 до 20 |
2,0 |
|||||
|
Св. 20 до 25 |
2,5 |
|||||
|
Св. 25 до 30 |
||||||
|
Св. 30 до 35 |
||||||
|
Св. 35 до 40 |
3,0 |
1,0 |
1,00 |
1,0 |
1,0 |
|
|
Св. 40 до 45 |
3,5 |
|||||
|
Св. 45 до 50 |
4,0 |
|||||
|
Св. 50 до 55 |
4,5 |
2,0 |
||||
|
Св. 55 до 60 |
5,0 |
|||||
|
Св. 60 до 65 |
5,5 |
|||||
|
Св. 65 до 70 |
||||||
|
Св. 70 до 75 |
||||||
|
Св. 75 до 80 |
6,0 |
|||||
|
Св. 80 до 90 |
7,0 |
3,0 |
1,60 |
1,6 |
1,6 |
|
|
Св. 90 до 100 |
8,0 |
|||||
|
Св. 100 до 120 |
9,0 |
|||||
Примечание. Приведенные значения А1 не распространяются на выбор ширины канавки для косозубых колес.
3. В формуле А=А1+А2 (см. таблицу):
А1 - составляющая, которая учитывает перебег долбяка;
А2 - составляющая, которая зависит от свойств обрабатываемого материала и условий резания.
Величина А2 выбирается по зависимости
А2=(1?3)А1,
где рекомендуется принимать:
наименьшее значение - при обработке хрупких материалов с характерной стружкой скалывания, малых толщинах срезаемого материала и интенсивном смыве образующейся стружки смазочно-охлаждающей жидкостью;
наибольшее значение - при обработке вязких материалов с характерной сливной стружкой и больших толщинах срезаемого материала.
4. Для изделий крупносерийного и массового производства в технически обоснованных случаях допускается уменьшение ширины А и применение канавок другого профиля.
5. Для шлицевых венцов допускается уменьшение ширины канавки на
 сравнительно с величиной, подсчитанной по приведенным формулам.
сравнительно с величиной, подсчитанной по приведенным формулам.
6. Рекомендуемые допуски линейных размеров канавок

;
