

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
БАБКИ ФРЕЗЕРНЫЕ
АГРЕГАТНЫХ СТАНКОВ
ОСНОВНЫЕ РАЗМЕРЫ.
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
ГОСТ 22410-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
БАБКИ ФРЕЗЕРНЫЕ АГРЕГАТНЫХ СТАНКОВ Основные размеры. Нормы точности и жесткости Milling spindle units for modular-type machine tools. |
ГОСТ |
Дата введения 01.07.92
Настоящий стандарт распространяется на унифицированные фрезерные бабки классов точности Н, П и В, предназначенные для выполнения фрезерных работ при обработке деталей на отдельных или встраиваемых в автоматические линии агрегатных станках.
Требования настоящего стандарта являются обязательными.
1. ОСНОВНЫЕ РАЗМЕРЫ
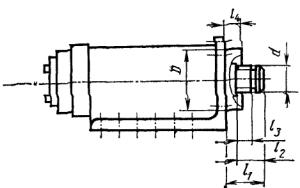
1.1. Основные размеры фрезерных бабок должны соответствовать указанным на черт. 1 и в табл. 1.
1.2. Размеры шпоночных пазов в концах шпинделей под привод для бабок без пиноли - по ГОСТ 23360.
1.3. Для центрирования могут быть использованы два штифта.
Фрезерные бабки с пинолью
Исполнение 1
Фрезерные бабки без пиноли
Исполнение 2
(остальное - см. исполнение 1)
__________
*l - (расстояние между крепежными отверстиями) - через 25 мм или кратно 25 мм. Допуск между крайними отверстиями ±0,2 мм.
Черт. 1
Примечание. Чертеж не определяет конструкцию бабок.
Таблица 1
мм
|
В |
В1 ±0,2 |
D (h6) |
D1 (H7) |
DZ?d3?D2CS2C по ГОСТ 1139 |
d (js6) |
d1 |
H |
h |
L |
l |
l1 |
l2 |
l3 |
l4 |
l5 |
l6 |
l7, нe менее |
l8 |
Конец шпинделя по ГОСТ 24644 |
|
|
Не более |
с конусностью 7:24 |
с конусом Морзе |
||||||||||||||||||
|
125* |
100* |
100 |
115 |
- |
25 |
M10* |
125; 140 |
63; 80 |
200 250* |
100*; 110 |
- |
- |
- |
25 |
- |
- |
- |
- |
30* |
2; 3; 4 |
|
160* |
135* |
130 |
150 |
8?32?38 |
45 |
М10* |
160; 180 |
80; 100 |
250 320* |
100*; 140 |
47 |
70 |
40 |
25 |
12 |
85 |
- |
40 |
30*; 40 |
2; 3; 4 |
|
200* |
170* |
160 |
185 |
8?42?48 |
55 |
M12* |
200; 225 |
100; 125 |
320 400* |
100; 125*; 180 |
57 |
82 |
50 |
30 |
15 |
150 |
130 |
50 |
30; 40*; 45 |
2; 3; 4 |
|
250* |
220* |
210 |
235 |
8?56?65 |
70 |
M12* |
250; 285 |
125; 160 |
400 500* |
125*; 220 |
68 |
91 |
60 |
35 |
18 |
175 |
170 |
50 |
40*; 45; 50 |
2; 3; 4 |
|
320* |
280* |
270 |
300 |
8?62?72 |
110 |
M12*; M16 |
320; 360 |
160; 200 |
500 630* |
125; 160*; 280 |
72 |
110 |
60 |
40 |
22 |
240 |
190 |
100 |
40; 50*; 55; 60 |
- |
|
400* |
355* |
320 |
360 |
10?102?112 |
140 |
M16*; M20 |
400; 450 |
200; 250 |
630 800* |
160*; 360 |
91 |
132 |
80 |
40 |
25 |
270 |
200 |
100 |
40; 50*; 55; 60 |
- |
|
500* |
450* |
420 |
460 |
10?112?125 |
360 |
M16*; M20 |
500; 570 |
250; 320 |
800 1000* |
160; 200*; 360 |
105 |
145 |
95 |
50 |
25 |
290 |
210 |
100 |
50; 60*; 70 |
- |
|
630* |
580* |
530 |
570 |
- |
200 |
M16*; M20 |
630 |
320 |
1000 1250* |
200* |
- |
- |
- |
- |
- |
- |
- |
- |
60* |
- |
______________
* Соответствуют ИСО 3590, разд. 7.
2. ТОЧНОСТЬ БАБКИ
2.1. Общие требования к испытаниям на точность - по ГОСТ 8.
При приемке бабки не всегда необходимо проводить все проверки, указанные в настоящем стандарте. По согласованию с изготовителем потребитель может выбирать проверки, которые характеризуют интересующие его свойства, но эти проверки должны быть четко определены при заказе бабки.
2.2. Нормы точности фрезерных бабок не должны превышать значений, указанных в табл. 2 - 10.
2.3. Радиальное биение конического отверстия шпинделя
2.3.1. У торца шпинделя
2.3.2. На расстоянии L.
Черт. 2
Таблица 2
|
Ширина В бабок, мм |
Номер проверки |
L, мм |
Допуск, мкм, для бабок класса точности |
||
|
Н |
П |
В |
|||
|
|
2.3.1 |
- |
10 |
6 |
4 |
|
125; 160 |
2.3.2 |
150 |
12 |
8 |
5 |
|
|
2.3.1 |
- |
12 |
8 |
5 |
|
200; 250 |
2.3.2 |
200 |
16 |
10 |
6 |
|
|
2.3.1 |
- |
16 |
10 |
6 |
|
320; 400 |
2.3.2 |
300 |
20 |
12 |
8 |
|
|
2.3.1 |
- |
20 |
12 |
8 |
|
500; 630 |
2.3.2 |
500 |
25 |
16 |
10 |
Измерения - по ГОСТ 22267, разд. 15, метод 2.
2.4. Радиальное биение центрирующей шейки
Таблица 3
|
Ширина В бабок, мм |
Допуск, мкм, для бабок класса точности |
||
|
Н |
П |
В |
|
|
125; 160 |
10 |
6 |
4 |
|
200; 250 |
12 |
8 |
5 |
|
320; 400 |
16 |
10 |
6 |
|
500; 630 |
20 |
12 |
8 |
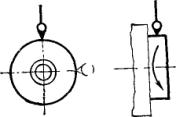
Черт. 3
Измерения - по ГОСТ 22267, разд. 15, метод 1.
2.5. Осевое биение шпинделя
Таблица 4
|
Ширина В бабки, мм |
Допуск, мкм, для бабок класса точности |
||
|
Н |
П |
В |
|
|
125; 160 |
6 |
4 |
2,5 |
|
200; 250 |
8 |
5 |
3 |
|
320; 400 |
10 |
6 |
4 |
|
500; 630 |
12 |
8 |
5 |
Черт. 4
Измерения - по ГОСТ 22267, разд. 17, метод 2.
2.6. Торцовое биение фланца шпинделя
Таблица 5
|
Ширина В бабок, мм |
Допуск, мкм, для бабок класса точности |
||
|
Н |
П |
В |
|
|
125; 160 |
12 |
8 |
5 |
|
200; 250 |
16 |
10 |
6 |
|
320; 400 |
20 |
12 |
8 |
|
500; 630 |
25 |
16 |
10 |
L = D - 10 мм
Черт. 5
Измерения - по ГОСТ 22267, разд. 18, метод 1.
2.7. Плоскостность поверхности основания бабки
Таблица 6
|
Ширина В бабок, мм |
Допуск, мкм, для бабок класса точности |
||
|
Н |
п |
в |
|
|
125; 160 |
16 |
10 |
6 |
|
200; 250 |
20 |
12 |
8 |
|
320; 400 |
25 |
16 |
10 |
|
500; 630 |
30 |
20 |
12 |
|
|
Выпуклость не допускается |
||
Черт. 6
Измерения - по ГОСТ 22267, разд. 4, метод 2 или 3.
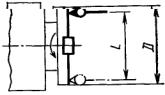
2.8. Параллельность оси шпинделя плоскости основания бабки
Черт. 7
Таблица 7
|
Ширина В бабок, мм |
L, мм |
Допуск, мкм, для бабок класса точности |
||
|
Н |
п |
в |
||
|
125; 160 |
150 |
16 |
10 |
6 |
|
200; 250 |
200 |
20 |
12 |
8 |
|
320; 400 |
300 |
25 |
16 |
10 |
|
500; 630 |
500 |
30 |
20 |
12 |
Измерения - по ГОСТ 22267, разд. 7, метод 1.
Проверку бабок с пинолью проводят дважды: когда пиноль находится в исходном положении и когда пиноль выдвинута на всю длину своего хода (при измерении пиноль должна быть зажата).
2.9. Перпендикулярность оси шпинделя к плоскости крепления привода
|
|
|
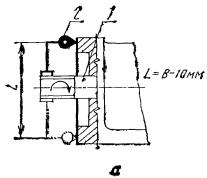
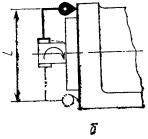
Черт. 8
Таблица 8
|
Ширина В бабок, мм |
Допуск, мкм, для бабок класса точности |
||
|
Н |
п |
В |
|
|
125; 160 |
20 |
12 |
8 |
|
200; 250 |
25 |
16 |
10 |
|
320; 400 |
30 |
20 |
12 |
|
500; 630 |
40 |
25 |
16 |
Измерительный прибор 2 укрепляют на конце шпинделя 1 (а - для бабок с пинолью; б - для бабок без пиноли) так, чтобы его измерительный наконечник касался плоскости для крепления привода на расстоянии 0,5L от оси шпинделя и был перпендикулярен к этой плоскости.
Отклонение в любом направлении в пределах одного полного оборота шпинделя равно наибольшей алгебраической разности показаний измерительного прибора в двух диаметрально противоположных точках при повороте шпинделя на 180°.
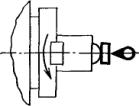
2.10. Соосность шпинделя поверхности центрирующего выступа (центрирующей выточки) под привод
|
|
|
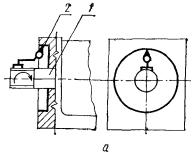
Черт. 9
Таблица 9
|
Ширина В бабок, мм |
Допуск, мкм, для бабок класса точности |
||
|
Н |
П |
В |
|
|
125; 160 |
16 |
10 |
6 |
|
200; 250 |
20 |
12 |
8 |
|
320; 400 |
25 |
16 |
10 |
|
500; 630 |
30 |
20 |
12 |
Измерительный прибор 2 укрепляют на конце шпинделя 1 так, чтобы его измерительный наконечник касался цилиндрической поверхности (а - для бабок ;
