
ГОСТ 26016-83
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ФРЕЗЕРНЫЕ
ШИРОКОУНИВЕРСАЛЬНЫЕ
ИНСТРУМЕНТАЛЬНЫЕ
НОРМЫ ТОЧНОСТИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАНКИ ФРЕЗЕРНЫЕ ШИРОКОУНИВЕРСАЛЬНЫЕ Нормы точности Universal tool milling machines. Standards of accuracy |
ГОСТ |
Дата введения 01.01.86
Настоящий стандарт распространяется на фрезерные широкоуниверсальные инструментальные станки, а также на сверлильно-фрезерно-расточные станки той же компоновки классов точности П, В и А, в том числе на станки с программным управлением, изготовляемые для нужд народного хозяйства и экспорта.
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям станков - по ГОСТ 8.
Схемы и способы измерений геометрических параметров - по ГОСТ 22267.
1.2. Нормы точности станков классов точности П, В и А не должны превышать значений, указанных в пп. 1.3 - 1.25.
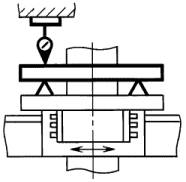
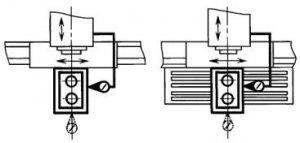
1.3. Плоскостность рабочей поверхности стола (вертикального, углового горизонтального и универсального)
|
|
|
|
|
Черт. 1 |
Черт. 2 |
Черт. 3 |
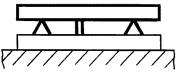
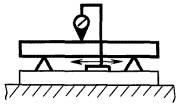
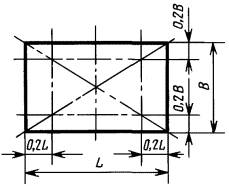
Таблица 1
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 400 |
12 |
8 |
6 |
|
Св. 400 до 630 |
16 |
10 |
8 |
|
» 630 » 1000 |
20 |
12 |
10 |
|
» 1000 » 1600 |
25 |
16 |
12 |
|
Выпуклость не допускается |
|||
Измерения - по ГОСТ 22267, разд. 4, методы 2 и 3 (черт. 1, 2) не менее чем в двух продольных, трех поперечных и двух диагональных сечениях стола (черт. 3).
1.4. Параллельность рабочей поверхности вертикального стола траектории его продольного и вертикального перемещений
|
|
|
|
Черт. 4 |
Черт. 5 |
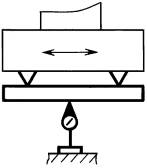
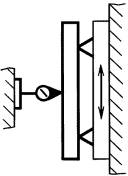
Таблица 2
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
12 |
8 |
6 |
|
Св. 250 до 400 |
16 |
10 |
8 |
|
» 400 » 630 |
20 |
12 |
10 |
|
» 630 » 1000 |
25 |
16 |
12 |
|
Наклон верхней кромки стола в сторону от станины не допускается |
|||
Измерение - по ГОСТ 22267, разд. 6, метод 1а (черт. 4, 5).
Стол устанавливают в среднее положение и закрепляют. Линейку устанавливают в середине стола.
Стол перемещают на всю длину перемещения.
1.5. Параллельность рабочей поверхности углового горизонтального стола траектории продольного перемещения вертикального стола
Черт. 6
Таблица 3
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
12 |
8 |
6 |
|
Св. 250 до 400 |
16 |
10 |
8 |
|
» 400 » 630 |
20 |
12 |
10 |
|
» 630 » 1000 |
25 |
16 |
12 |
Примечание. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
Измерение - по ГОСТ 22267, разд. 6, метод 1а (черт. 6).
Вертикальный стол устанавливают в среднее положение в вертикальной плоскости и закрепляют.
Линейку устанавливают в середине стола. Стол перемещают на всю длину перемещения.
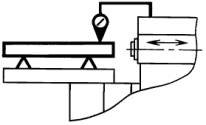
1.6. Параллельность рабочей поверхности углового горизонтального стола траектории перемещения шпиндельной бабки
Черт. 7
Таблица 4
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 400 |
12 |
8 |
6 |
|
Св. 400 до 630 |
16 |
10 |
8 |
|
Наклон верхней кромки стола в сторону от станины не допускается |
|||
Примечание. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
Измерение - по ГОСТ 22267, разд. 6, метод 2а (черт. 7).
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют.
Шпиндельную бабку перемещают на всю длину перемещения.
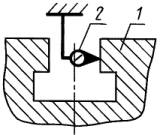
1.7. Параллельность боковых сторон направляющего паза (контрольной кромки) вертикального стола и углового горизонтального стола траектории продольного перемещения вертикального стола
Черт. 8
Таблица 5
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
12 |
8 |
6 |
|
Св. 250 до 400 |
16 |
10 |
8 |
|
» 400 » 630 |
20 |
12 |
10 |
|
» 630 » 1000 |
25 |
16 |
12 |
Вертикальный стол закрепляют в вертикальной плоскости.
На неподвижной части станка укрепляют показывающий измерительный прибор*2 (черт. 8) так, чтобы его измерительный наконечник касался проверяемой поверхности.
____________
* Далее - измерительный прибор.
Стол 1 перемещают на всю длину перемещения, но не более чем на длину паза.
Параллельность измеряют по обеим боковым сторонам направляющего паза стола.
Допускается при измерении между проверяемой поверхностью и измерительным прибором располагать специальный сухарь или линейку.
Отклонение от параллельности траектории перемещения равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения.
Примечание. Для вертикального стола допускается проверять только нижнюю сторону паза.
1.8. Взаимная перпендикулярность продольного перемещения вертикального стола направлению перемещения шпиндельной бабки
Черт. 9
Таблица 6
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
8 |
5 |
4 |
|
300 |
16 |
10 |
8 |
Измерение - по ГОСТ 22267, разд. 8, метод 1 (черт. 9).
Вертикальный стол устанавливают в среднее положение в вертикальной плоскости и закрепляют.
Допускается устанавливать угольник на рабочую поверхность углового горизонтального стола.
1.9. Осевое биение вертикального и горизонтального шпинделей
Черт. 10
Таблица 7
|
Обозначение конуса по ГОСТ 15945 |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
30; 40 |
6 |
5 |
4 |
|
50 |
8 |
6 |
5 |
Измерение - по ГОСТ 22267, разд. 17, метод 1 (черт. 10).
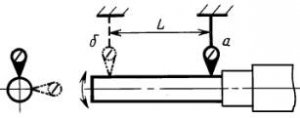
1.10. Радиальное биение конического отверстия вертикального и горизонтального шпинделей:
а) у торца шпинделя;
б) на расстоянии L
Черт. 11
Таблица 8
|
Обозначение конуса по ГОСТ 15945 |
Номер проверки |
L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|||
|
30; 40 |
1.10а 1.10б |
- 150 |
6 10 |
5 8 |
4 6 |
|
50 |
1.10а 1.10б |
- 300 |
8 16 |
6 12 |
5 10 |
Измерение - по ГОСТ 22267, разд. 15, метод 2 (черт. 11).
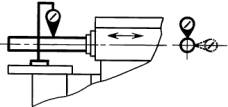
1.11. Перпендикулярность оси вращения горизонтального шпинделя направлению продольного перемещения вертикального стола
Черт. 12
Таблица 9
|
Длина измерения 2L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
8 |
5 |
4 |
|
300 |
16 |
10 |
8 |
Измерение - по ГОСТ 22267, разд. 9, метод 3 (черт. 12).
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют.
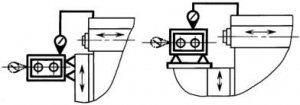
1.12. Параллельность оси вращения горизонтального шпинделя направлению перемещения шпиндельной бабки
Черт. 13
Таблица 10
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
16 |
10 |
8 |
|
Св. 250 до 400 |
20 |
12 |
10 |
|
» 400 » 630 |
25 |
16 |
12 |
|
|
Отклонение шпинделя вверх не допускается |
||
Измерение - по ГОСТ 22267, разд. 6, метод 3б (черт. 13).
1.13. Перпендикулярность рабочей поверхности углового горизонтального стола траектории вертикального перемещения вертикального стола:
а) в поперечной плоскости;
б) в продольной плоскости
|
|
|
|
Черт. 14 |
Черт. 15 |
Допуск, мкм, на длине перемещения 300 мм для станков классов точности:
П.......................................................... а) 12; б) 20
В.......................................................... а) 8; б) 12
А.......................................................... а) 6; б) 10
Примечания:
1. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
2. В поперечной плоскости наклон стола в сторону от станины не допускается.
Измерение - по ГОСТ 22267, разд. 9, метод 1а (черт. 14, 15).
Вертикальный стол устанавливают в среднее положение в вертикальном и горизонтальном направлениях и закрепляют.
(Измененная редакция, Изм. № 1).
1.14. Перпендикулярность направления перемещения шпиндельной бабки направлению вертикального перемещения вертикального стола
Черт. 16
Таблица 11
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
8 |
5 |
4 |
|
300 |
16 |
10 |
8 |
Измерение - по ГОСТ 22267, разд. 8, метод 1 или 2 (черт. 16).
Вертикальный стол устанавливают в среднее положение в горизонтальной плоскости и закрепляют.
Допускается устанавливать угольник на рабочую поверхность углового горизонтального стола.
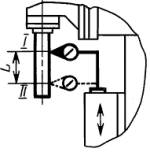
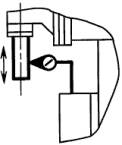
1.15. Параллельность направляющих хобота оси вращения шпинделя в вертикальной и горизонтальной плоскостях
Черт. 17
Допуск, мкм, на длине перемещения L = 150 мм для станков классов точности:
П........................................ 12
В........................................ 10
А........................................ 8
Отклонение хобота вверх не допускается.
Измерение - по ГОСТ 22267, разд. 7, метод 2 (черт. 17).
Ползушку с измерительным прибором перемещают по направляющим хобота на расстояние L.
Хобот закрепляют в крайнем переднем положении.
В каждой из плоскостей измерение проводят по двум диаметрально противоположным образующим при повороте шпинделя на 180°.
Отклонение от параллельности в каждой плоскости равно алгебраической полусумме двух алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем по противоположной (при повороте шпинделя на 180°).
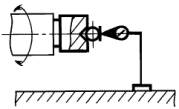
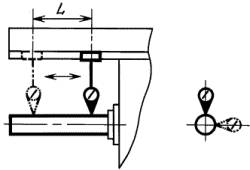
1.16. Соосность отверстия серьги (подвески) и горизонтального шпинделя
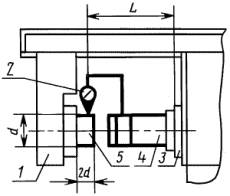
Черт. 18
Таблица 12
|
L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
16 |
12 |
10 |
|
300 |
30 |
25 |
20 |
Хобот закрепляют в крайнем выдвинутом положении. Серьгу (подвеску) закрепляют в хоботе.
В отверстие шпинделя 3 (черт. 18) устанавливают оправку 4 с цилиндрической рабочей поверхностью. В отверстие серьги (подвески) 1 устанавливают контрольную оправку 5, диаметр d которой равен диаметру отверстия серьги (подвески), а длина выступающей из серьги (подвески) части оправки равна 2d.
На оправке 4 укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки 5 вблизи ее конца на расстоянии L от торца шпинделя. Шпиндель вместе с прибором поворачивают вокруг оправки.
Отклонение равно половине наибольшей алгебраической разности показаний прибора.
1.17. Параллельность оси вращения вертикального шпинделя направлению вертикального перемещения стола в поперечной плоскости
Черт. 19
Таблица 13
|
Длина измерения L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
12 |
8 |
6 |
|
300 |
20 |
12 |
10 |
Измерение - по ГОСТ 22267, разд. 6, метод 3а (черт. 19).
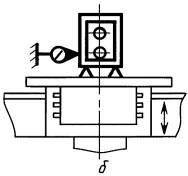
1.18. Параллельность траектории перемещения гильзы к оси вертикального шпинделя
Черт. 20
Допуск, мкм, на длине перемещения гильзы для станков классов точности:
П.......................................................... 16
В.......................................................... 10
А.......................................................... 8
Отклонение нижнего торца гильзы от станины не допускается.
Измерение - по ГОСТ 22267, разд. 6, метод 3б (черт. 20).
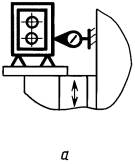
1.19. Перпендикулярность оси вращения вертикального шпинделя рабочей поверхности углового горизонтального стола в поперечной плоскости
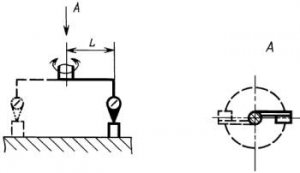
Черт. 21
Таблица 14
|
Длина измерения 2L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
16 |
12 |
10 |
|
300 |
20 |
16 |
12 |
|
|
Отклонение оси шпинделя от станины не допускается |
||
Примечание. Для поворотных столов станков с программным управлением допуски увеличивают в 1,25 раза.
Измерение - по ГОСТ 22267, разд. 10, метод 1 (черт. 21).
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют. Перед измерением шпиндельная бабка должна быть зажата.
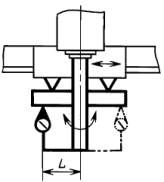
1.20. Параллельность торца шпиндельной бабки (или переходной плиты) вертикальному и продольному перемещениям стола

Черт. 22
Таблица 15
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
16 |
10 |
8 |
|
Св. 250 до 400 |
20 |
12 |
10 |
|
» 400 » 630 |
25 |
||
