Постановка задачи
При постоянном увеличении объемов добычи нефти, уровень эксплуатационной нагрузки на нефтедобывающую технику чрезвычайно высок, что в свою очередь приводит к активному износу бурового оборудования.
| Проблема | Решение | Характеристика |
|---|---|---|
| Износ бурового оборудования | Изготовление из коррозионностойких сталей | Очень дорого |
| Коррозия | Нанесение защитных покрытий | Экономически эффективно |
Для многократного использования его необходимо изготавливать либо из коррозионностойких (нержавеющих) сталей, что очень дорого, либо обеспечивать буровому оборудованию, изготовленному из обычных конструкционных сталей, надежную защиту от коррозии, применяя для этого специальные защитные покрытия.
Сервисной компанией «БОРЕЦ» перед ООО «СКТБ АВТОГЕНТЕХМАШ» была поставлена задача по созданию комплекса оборудования для нанесения антикоррозионных покрытий из нержавеющей стали на внешние поверхности корпусов установок электроцентробежных насосов (установки УЭЦН для добычи нефти, ТУ 26–06–1486–87) отечественного и импортного производства.
Требования к комплексу
Параметры корпусов УЭЦН
| Параметр | Значение |
|---|---|
| Диаметр | 82–117 мм (86, 92, 103, 117 мм) |
| Длина | 1,5–8,5 м |
| Масса | До 700 кг |
| Материал УЭЦН | Сталь 22ГЮ, 35, 40Х, 40Х13, 45 |
| Материал покрытия | Нержавеющая сталь или монель |
Антикоррозионная защита поверхностей деталей должна обеспечиваться нанесением на их внешнюю поверхность слоя толщиной 350 мкм из нержавеющей стали методом газотермического напыления.
Функциональные требования
Комплекс должен обеспечивать:
| Функция | Описание |
|---|---|
| Перемещение заготовки | По рольгангу с заданной скоростью вперед-назад с одновременным вращением |
| Струйно-абразивная подготовка | Подготовка поверхности корпусов |
| Нанесение покрытия | Антикоррозионного покрытия из нержавеющей стали |
| Очистка воздуха | Улавливающая фильтрация металлической и оксидной пыли |
| Загрузка/выгрузка | С помощью цехового грузоподъемного механизма или вручную |
Технические параметры
| Параметр | Значение |
|---|---|
| Материал проволоки | Нержавеющая сталь или монель, Ø 1,6–2,0 мм |
| Производительность | 5 пог. м/час при толщине ≥350 мкм |
| Скорость манипулятора | 5–30 м/час |
| Управление | С пультов в зоне оптимального визуального наблюдения |
Выбор метода нанесения покрытия
Газотермическим напылением называют процесс получения покрытий из различных материалов, основанный на нагреве материала до жидкого состояния и его распыления с помощью газовой струи.
Сравниваемые методы
| Метод | Принцип | Температура | Особенности |
|---|---|---|---|
| Газопламенный | Ацетилено-кислородное пламя | 3100–3200°C | Продукты сгорания в покрытии |
| Электродуговой | Распыление дугой между проволоками | ≥6000°C | Высокая скорость частиц |
Критерии выбора
Для выбора оптимального метода нанесения покрытия исходим из технологических требований:
| Требование | Значение |
|---|---|
| Величина напыляемого слоя | 350 мкм |
| Нагрев детали | Минимальный (избегать деформаций) |
| Посадочные поверхности | Не обрабатывать (защищаются заглушками) |
Преимущества электродугового напыления
В отличие от газопламенного при электродуговом напылении:
- ✓ В покрытии отсутствуют продукты сгорания горючей смеси
- ✓ Нагрев поверхности изделия значительно ниже (80–90°C)
- ✓ Выше производительность
- ✓ Выше прочность сцепления покрытия с поверхностью детали
- ✓ Скорость частиц около 250 м/с
| Параметр | Электродуговое | Газопламенное |
|---|---|---|
| Температура процесса | ≥6000°C | 3100–3200°C |
| Нагрев изделия | 80–90°C | Выше |
| Скорость частиц | ~250 м/с | Ниже |
| Высокая | Ниже | |
| Стоимость | Одинаковая | Одинаковая |
Прочность сцепления покрытия с поверхностью оценивалась в многократных исследованиях. Перегрев напыляемых частиц выше температуры плавления повышает прочность их соединения с поверхностью металла (подложкой) и увеличивает площадь пятна химического взаимодействия.
Вывод: для подбора оборудования выбираем метод электродугового напыления.
Компоновка комплекса
На основании предъявленных требований ООО «СКТБ АВТОГЕНТЕХМАШ» провело работы по проектированию комплекса и подбору оборудования.
Линейная схема расположения
Была выбрана линейная схема расположения оборудования, как наиболее оптимально соответствующая последовательности выполняемых операций.
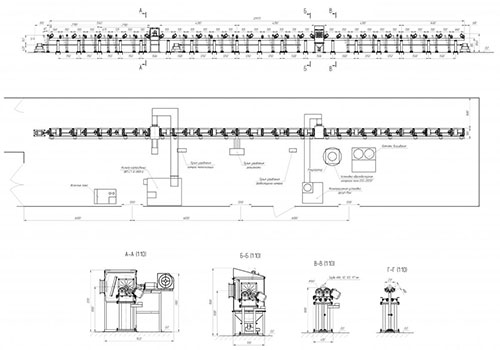
Рис. 1. Общий вид комплекса оборудования для нанесения антикоррозионного покрытия на корпуса УЭЦН
Принцип работы
Такая компоновка линии напыления позволяет обеспечить непрерывный цикл обработки заготовок:
| Секция | Операция | Одновременность |
|---|---|---|
| 1 | Металлизация первой заготовки | ✓ |
| 2 | Дробеструйная обработка второй | ✓ |
Пока производится металлизация первой заготовки, вторая в синхронном режиме проходит дробеструйную обработку, что очень важно, так как заготовка поступает на участок металлизации сразу после абразивоструйной обработки.
Рольганг
Рольганг, имеющий единое управление, был разбит на три секции, что обеспечивало включение только тех секций рольганга, которые участвовали в работе.
| Элемент | Функция | Управление |
|---|---|---|
| Подъемные стойки | Подача заготовок в зону обработки | Пневмопривод |
| Ведущие ролики | Перемещение и вращение заготовки | |
| Вспомогательные ролики | Поддержка заготовки | — |
Скорость продольной подачи заготовки определяется углом поворота блоков роликов к горизонтальной оси. Скорость вращения заготовки устанавливается с помощью цифрового привода.
Очистка воздуха
Дробеструйная обработка и металлизация заготовок производятся в герметичных камерах, к каждой из которых подключены установки очистки воздуха производства ЗАО «КОНСАР» (РФ) со степенью очистки — 99,98%, что позволяет размещать установки очистки воздуха непосредственно в цехе.
Дробеструйная обработка
Участок струйно-абразивной обработки состоит из:
| Компонент | Описание |
|---|---|
| Камера абразивной обработки | С установкой очистки воздуха IPERJETMAXI |
| Установка DSG-250 | В комплекте с сепаратором и системой СОВ-4 |
| Рольганг | Обеспечивает вращение и подачу корпусов |
| Пульт управления | Управление процессом |
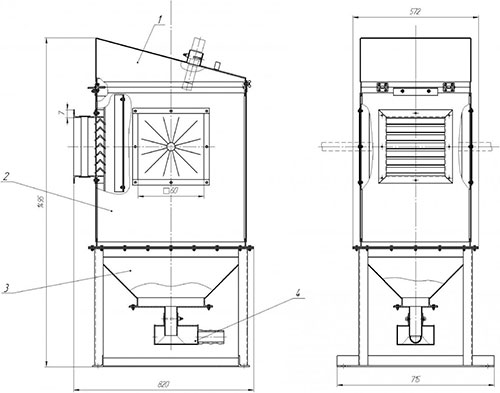
Рис. 2. Камера дробеструйной обработки
Параметры дробеструйной обработки
| Параметр | Значение |
|---|---|
| Материал дроби | Чугунная дробь марки ДЧК |
| Размер частиц | 0,8–1,5 мм |
| Давление воздуха | 0,6–0,7 МПа (6,0–7,0 кгс/см²) |
| 70–100 мм | |
| Угол наклона пистолета | 70° к поверхности |
При выборе материала для дробеструйной обработки исходят из твердости обрабатываемого материала. Чем выше твердость обрабатываемой поверхности, тем выше должно быть давление воздуха и меньше расстояние от торца сопла дробеструйного пистолета до поверхности.
Результат обработки
После дробеструйной обработки вся поверхность изделия испещрена мельчайшими канавками и выступами и имеет матовый цвет.
| Эффект | Значение |
|---|---|
| Шероховатость поверхности | Создается |
| Окисная пленка | Разрушается |
| Не более 4 часов (для стали) |
В связи с тем, что дробеструйная обработка создает не только шероховатость поверхности, но и разрушает имеющуюся на ней окисную пленку, то данную операцию рекомендуется выполнять непосредственно перед нанесением покрытия.
Чем меньше разрыв во времени между подготовкой поверхности детали к напылению, тем выше прочность сцепления нанесенного слоя с деталью.
Участок металлизации
Для проведения процесса электродуговой металлизации применяется аппаратура КДМ-5, изготовленная в ООО «СКТБ АВТОГЕНТЕХМАШ».
Параметры процесса
| Параметр | Значение |
|---|---|
| Рабочий ток дуги | 100–180 А |
| Рабочее напряжение дуги | 32–40 В |
| Рабочее давление воздуха | 0,5–0,6 МПа |
| Расход сжатого воздуха | 1–1,5 м³/мин |
| Диаметр проволоки | 1,6–2 мм |
| Материал проволоки | Сталь Х18Н10Т |
| Производительность | 9–14 кг/ч |
Состав оборудования
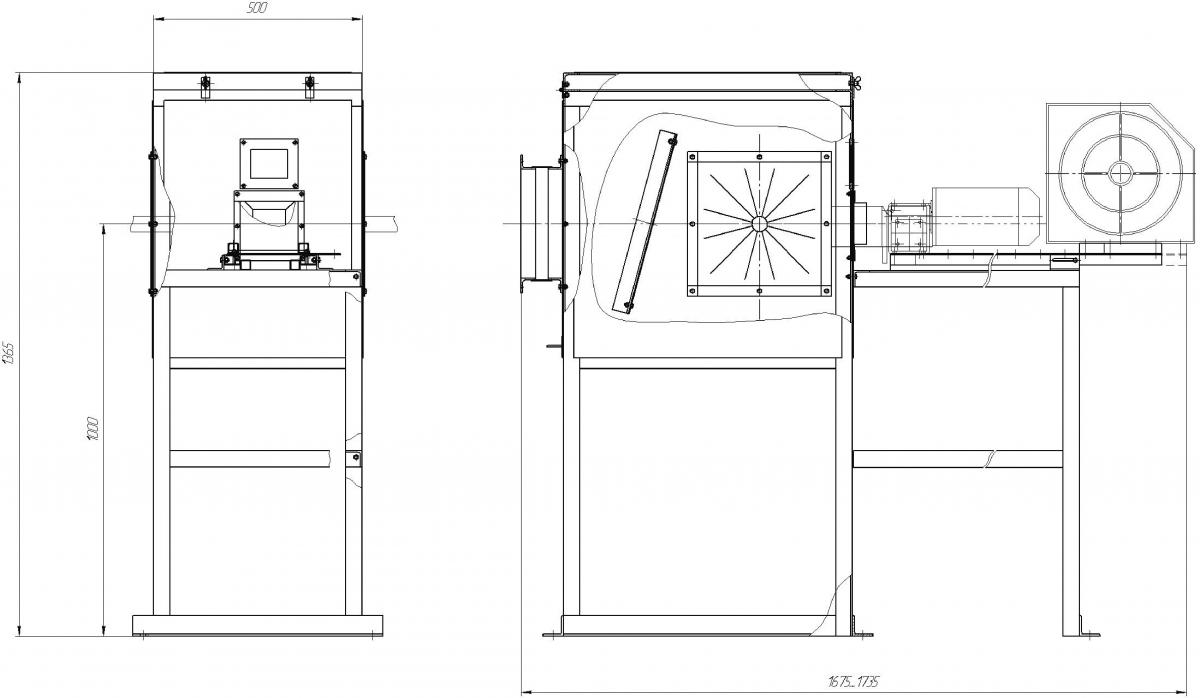
Рис. 3. Камера металлизации
| Компонент | Описание |
|---|---|
| Камера металлизации | С установкой очистки воздуха УВП-СТ-К-ФКИ-6 |
| Комплект КДМ-5 | Источник тока, металлизатор, кассетный блок |
| Рольганг | Вращение и подача корпусов в зону металлизации |
| Пульт управления | Управление процессом |
Нанесение покрытия
Нанесение покрытия на заготовку производится методом электродугового напыления, где расплавленный металл под воздействием струи сжатого воздуха, подаваемого из сопла, отрывается от проволок, одновременно распыляясь на множество мельчайших частиц.
Характеристики частиц
| Параметр | Значение |
|---|---|
| Размер частиц | 10–150 мкм |
| Основная масса (>50%) | 50–100 мкм |
| Мелкие частицы (~35%) | 50 мкм |
| Крупные частицы (~15%) | >100 мкм |
| Скорость частиц | ~250 м/с |
Механизм формирования покрытия
За время полета жидкие частицы в зависимости от величины сил поверхностного натяжения приобретают сферическую, каплевидную или осколочную форму и покрываются окисной пленкой.
| Зона потока | Охлаждение | Состояние частиц |
|---|---|---|
| Центр струи | Незначительное | Жидкое/полужидкое |
| Внешний участок | Энергичное | Частично отвердевшее |
Разогретые и пластичные частицы металла, образовавшиеся при плавлении проволок и перемещенные струей сжатого воздуха, ударяются о поверхность детали.
Процесс сцепления
За счет кинетической энергии, у летящих с большой скоростью частиц при ударе о поверхность:
- Окисная оболочка разрушается
- Жидкий металл смачивает поверхность
- Заполняет неровности
- Плотно контактирует с поверхностью
- Происходит мгновенная закалка частиц
Многослойное нанесение
В нашем случае наносится покрытие из нержавеющей стали марки Х18Н10Т. В качестве материала используется проволока диаметром 1,6 мм.
| Слой | Толщина | Температура поверхности |
|---|---|---|
| 1-й слой | 115–120 мкм | 44–46°C |
| 2-й слой | 115–120 мкм | 65–68°C |
| 3-й слой | 115–120 мкм | 84–86°C |
| Итого | ~350 мкм | ≤90°C |
Покрытие наносится в три слоя, толщина каждого слоя 115–120 мкм.
Результаты испытаний
Прочность сцепления
| Параметр | Значение | Метод |
|---|---|---|
| Прочность сцепления | 250–280 кгс/см² | Клеевая методика |
| Диаметр образцов | 20 мм | Цилиндрические |
| Пористость | 4–5% | — |
На основании проведенных испытаний прочность сцепления равна 250–280 кгс/см².
Прочность сцепления проверялась по клеевой методике на цилиндрических образцах диаметром 20 мм.
Пористость и плотность
Пористость и плотность наравне с прочностью сцепления являются важными параметрами покрытия. Количество пор и их размеры, следовательно, и плотность напыленного металла в зависимости от условий металлизации изменяются в широких пределах.
В нашем случае пористость составила 4–5%.
Пропитка покрытия
Для уменьшения количества пор в покрытии, кроме выбора оптимального технологического режима напыления, полученное покрытие пропитывают составом на основе эпоксидной смолы с последующей покраской.
Применение технологии
Газотермическое напыление относится к ресурсосберегающим и реновационным технологиям, сферы применения которых во всех отраслях промышленности будут только расширяться.

Пример применения электродугового напыления
Уникальность комплекса
Работу, выполненную по созданию комплекса для нанесения антикоррозионных покрытий на корпуса электроцентробежных насосов, можно отнести к разряду уникальных, так как потребность в подобном оборудовании невелика и такой комплекс может быть востребован в очередной раз не скоро.
Многообразие применения
Но если внимательно рассмотреть технологические возможности созданного оборудования, то можно увидеть многообразие его применения.
| Возможность | Применение | Результат |
|---|---|---|
| Различные металлы | Al, Zn, Cu, латунь, бронза | Защитные/восстанавливающие покрытия |
| Цилиндрические детали | Валы, трубы, столбы освещения | Антикоррозионная защита |
| Срок защиты | 20–50 лет и более | Долговременная защита |
| Восстановление | Изношенные поверхности | Новые свойства (износостойкость) |
| Токопроводящий слой | На диэлектрической поверхности | Электропроводность |
Электродуговой метод напыления позволяет только за счет изменения технологических параметров применять различные металлы, такие как алюминий, цинк, медь, латунь, бронза и др., для получения защитного или восстанавливающего покрытия.
Области применения
Покрытия могут наноситься на различные детали цилиндрической формы:
- ✓ Валы
- ✓ Трубы
- ✓ Столбы освещения
- ✓ Другие цилиндрические изделия
Наносимые металлизационные покрытия позволяют:
- ✓ Обеспечить защиту основного материала от коррозии от 20 до 50 лет и более
- ✓ Восстановить изношенные поверхности с приданием изделиям новых свойств (повышенной износостойкости)
- ✓ Получить на диэлектрической поверхности токопроводящий слой
Заключение
Созданный комплекс электродугового напыления обеспечивает:
| Показатель | Значение | Преимущество |
|---|---|---|
| Толщина покрытия | ≥350 мкм | Надежная защита |
| Прочность сцепления | 250–280 кгс/см² | Высокая адгезия |
| Пористость | 4–5% | Плотное покрытие |
| Нагрев изделия | ≤90°C | Отсутствие деформаций |
| Производительность | 5 пог. м/час | Эффективность |
| Срок защиты | 20–50 лет | Долговечность |
Комплекс представляет собой современное решение для антикоррозионной защиты нефтедобывающего оборудования с возможностью применения в различных отраслях промышленности.
А. К. Никитин
Генеральный директор
ООО «СКТБ АВТОГЕНТЕХМАШ»

