Гидроцилиндры: массовое производство
Масштабы и особенности отрасли
Гидроцилиндры — изделия, без которых не обходится современная промышленность. Их применяют повсеместно: от строительной техники до металлургического оборудования. Выпуск таких изделий относится к массовому типу производства.
Но вот что интересно: реализовать такое производство просто так не получится. Нужен прогрессивный формообразующий инструмент, производительное оборудование и грамотная компоновка производственных систем в рамках создания автоматических линий.
Без автоматизации никуда. Это факт.
Конструкция корпуса и заготовки
От трубы до готового изделия
Типовая конструкция гидроцилиндра включает несколько ключевых элементов. Основа — корпус цилиндра, который компонуется поэтапно.
Сначала идет сборочная труба. А она, в свою очередь, формируется из горячекатаной заготовки. Материал — сталь 35 по ГОСТ 1050–81. Классика.
На рисунках ниже показана вся цепочка: от заготовки до готового гидроцилиндра.
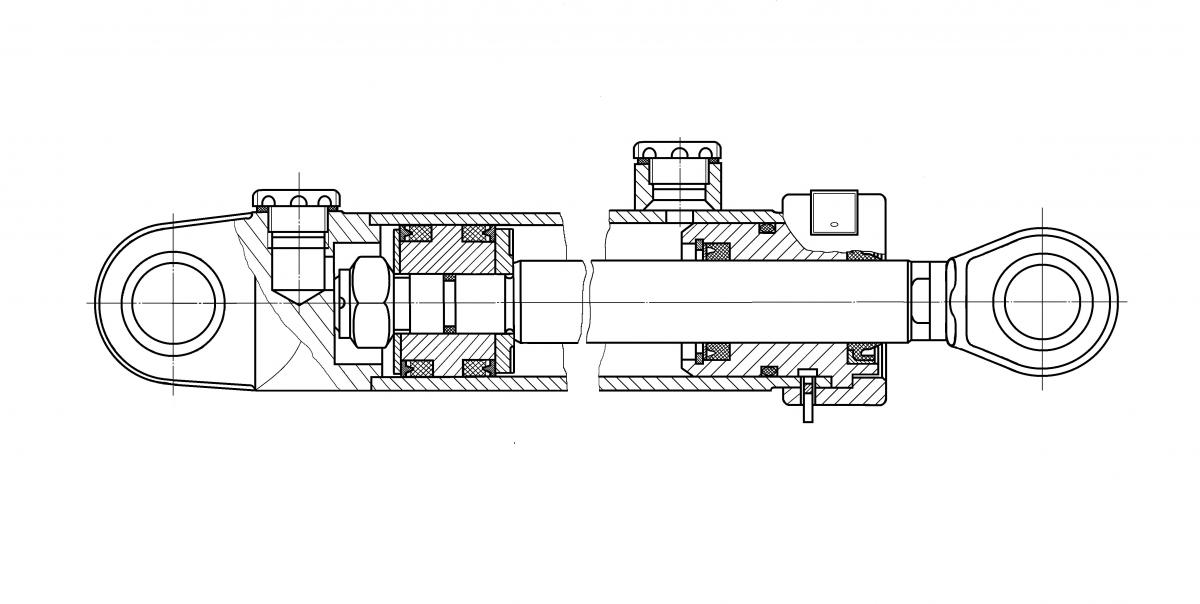
Рис. 1. Типовая конструкция гидроцилиндра.
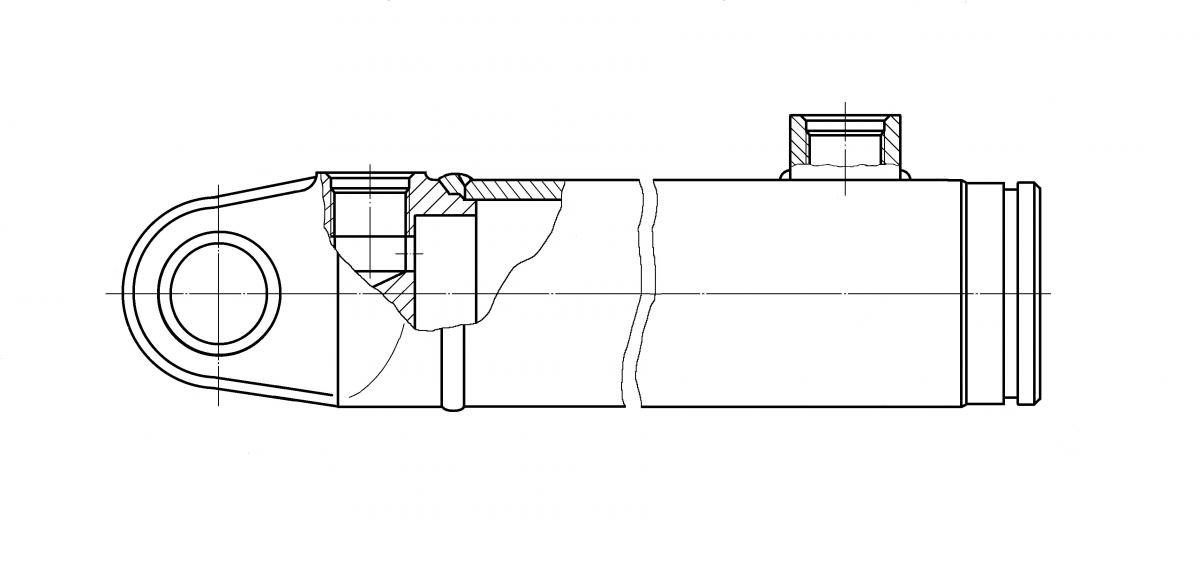
Рис. 2. Конструкция корпуса гидроцилиндра.
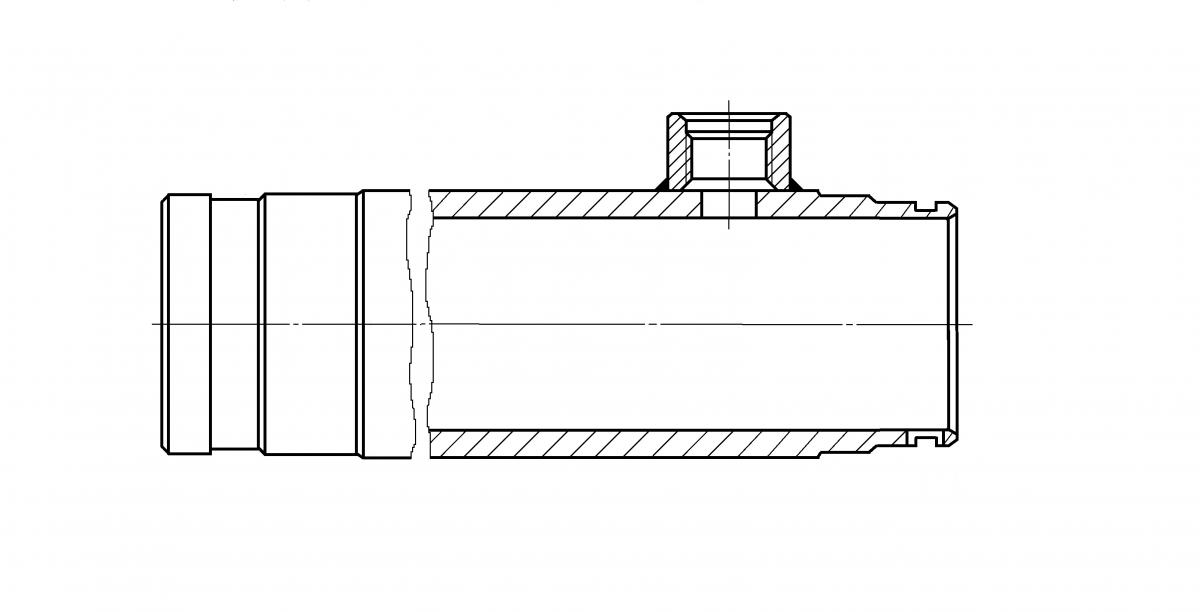
Рис. 3. Конструкция трубы гидроцилиндра.
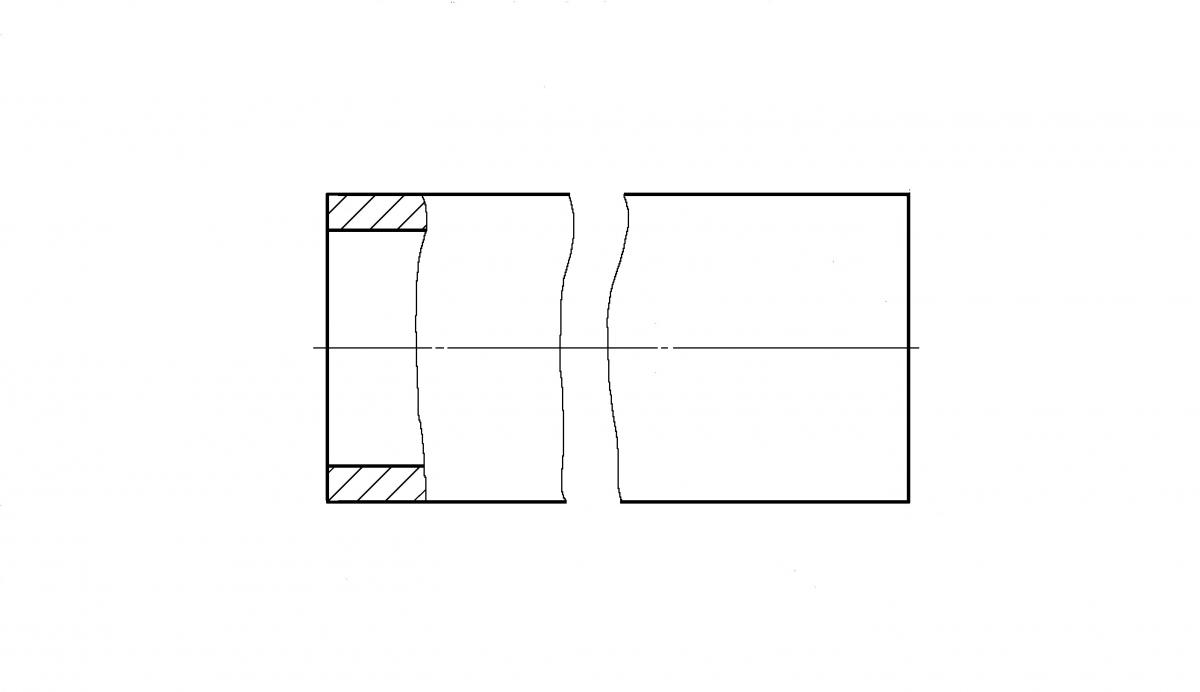
Рис. 4. Заготовка корпуса гидроцилиндра.
Требования к обработке отверстий
Жесткие допуски и качество поверхности
В конструкциях гидроцилиндров предусмотрено глубокое цилиндрическое отверстие. И к нему предъявляются действительно жесткие требования:
- ✓ точность диаметральных размеров;
- ✓ правильность геометрической формы;
- ✓ качество рабочей поверхности.
Получить такое отверстие за одну операцию невозможно. Особенно учитывая, что заготовки — горячекатаные трубы. Тут нужен комплексный подход.
Технологии механической обработки
Три ключевые операции
Действующие технологии механической обработки корпусов гидроцилиндров обычно обеспечивали получение отверстий по 9…10 квалитетам. Шероховатость поверхности — Ra = 0,63…1,25 мкм.
Но вот что важно: практически не ставилась задача формирования прямолинейности оси отверстия. Речь идет о технологиях без операций хонингования. А ведь введение этих операций позволило бы значительно поднять уровень обработки — как по производительности, так и по качеству.
Наиболее распространенные технологии включают три операции:
- → предварительное растачивание;
- → чистовое растачивание;
- → раскатка.
Операцию раскатывания можно выполнять либо упругим инструментом, либо жесткими раскатками. Последние дают более высокие точность и качество поверхности. Но под них нужно создавать более точное отверстие после чистового растачивания.
Схема базирования заготовок
Принцип постоянства баз
На заготовительной операции на трубах выполнялись по торцам наружные фаски. Они служили технологическими базами.
При базировании заготовки по наружным конусам она лишалась пяти степеней свободы. Такая схема обеспечивала постоянство базирования — осуществлялся принцип постоянства баз при переходе от одной операции к другой.
Рис. 5. Схема базирования заготовки при механической обработке отверстия.
Выбор кинематической схемы
Вращается заготовка или инструмент?
Из опыта промышленного внедрения процессов механической обработки глубоких отверстий можно было бы отдать предпочтение схеме, при которой обработка ведется при вращающейся заготовке и продольной подаче невращающегося инструмента.
Эта схема дает хорошие результаты по обеспечению прямолинейности оси отверстия и меньшему уводу оси. Звучит убедительно.
Но в конкретном случае наружная поверхность трубы гидроцилиндра оставалась необрабатываемой. Поэтому остановились на кинематической схеме обработки при неподвижной заготовке и продольном перемещении вращающегося инструмента.
Логично?
Автоматические линии: оснащение
Полная автоматизация процесса
Реализация процесса производилась на автоматических линиях. Для каждого типоразмера гидроцилиндра — своя линия.
В состав линии входили:
- ☑️ штабелер с заготовками;
- ☑️ роликовый транспортер перемещения заготовок;
- ☑️ механизированные портальные роботы «Пирин»;
- ☑️ специальные горизонтально-расточные станки Рязанского станкостроительного завода.
Роботы осуществляли передачу заготовок с одной рабочей позиции на другую. Обработка производилась полностью в автоматическом режиме — от загрузки до выгрузки изделий, с цикловой системой управления.
Рабочие приемы на линии
Процесс включал несколько последовательных операций:
- → подача заготовки на линию центров;
- → закрепление заготовки путем перемещения втулки маслоприемника;
- → подача охлаждающей жидкости («Укринол»);
- → включение вращения инструмента и его продольной подачи;
- → отключение вращения инструмента;
- → отключение подачи СОЖ;
- → вывод инструмента на обратной подаче;
- → раскрепление заготовки;
- → передача заготовки на последующую операцию.
Типоразмеры обрабатываемых цилиндров: 50, 63, 80, 100, 125 мм.
Инструмент для предварительного растачивания
Специальные головки и резцовые блоки
Для обработки отверстий в автоматическом режиме применялся специальный типовой инструмент. Рассмотрим инструмент для обработки отверстий диаметром 100 мм.
На операции предварительного растачивания рекомендуется применять специальные головки и двухрезцовые блоки. Конструктивно они оформлены раздельно, но используются одновременно.
Корпус головки включает все ее детали. На правом конце — две цилиндрические шейки с точностью по h8 и двухзаходная прямоугольная резьба для соединения со стеблем. На левом конце — паз и запрессованный ромбический палец для базирования резцового блока.
Рис. 6. Головка для предварительного растачивания цилиндров.
В центральном отверстии корпуса размещаются клин, силовая пружина, регулировочные винты и стопорная шайба. В четырех пазах — колодки с направляющими. Величина радиального раздвижения ограничивается планками.
Настройка головки
Для настройки головки необходимо произвести тарировку силовой пружины и установить размер по направляющим dH. Тарировать пружину нужно с использованием тисков, динамометра ДОСМ-1 и штангенциркуля.
Рис. 7. График тарирования силовой пружины головки.
Размер по направляющим устанавливается путем вворачивания регулировочного винта в корпус головки. Контроль — микрометром с ценой деления 0,01 мм.
Резцовый блок
Блок резцовый состоит из корпуса (сталь 40Х или 45, HRC 35…40) и двух твердосплавных пластин марки Т15К6 или ТТ10К8Б, напаянных припоем латунь Л-63.
Рис. 8. Блок резцовый.
При назначении параметров рассчитывается ширина ленточки ромбического пальца головки по формуле. Блок работает по методу деления толщины среза — допускается увеличение подачи в 2…4 раза по сравнению с однорезцовой обработкой.
Чистовое растачивание глубоких отверстий
Головка с вращающимися направляющими
Инструментом для чистового растачивания являются головка и плавающая пластина. Головка выполнена с вращающимися направляющими для снижения их износа.
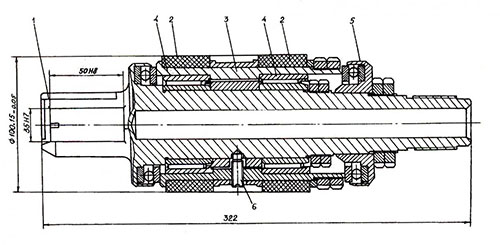
Рис. 9. Головка для чистового растачивания.
Направляющие выполнены в виде двух колец из полиуретана (допускается изготовление и из маслостойкой мягкой резины). Кольца устанавливаются на обойме, которая базируется на два радиальных игольчатых подшипника и фиксируется двумя упорными подшипниками.
Плавающая пластина
Плавающая пластина выполнена в виде двух полупластин, скрепленных винтами. Регулирование осуществляется винтами при ослабленных крепежных винтах.
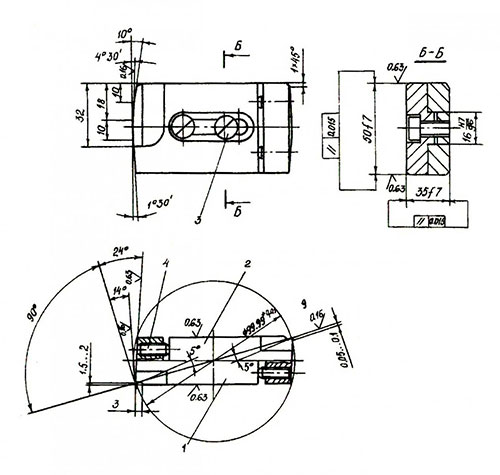
Рис. 10. Пластина плавающая.
На каждой полупластине припаяна пластина твердого сплава марки Т15К6. При износе резцов необходима правка режущих элементов на заточном станке.
Жесткие роликовые раскатки
Финишная обработка поверхности
Для раскатывания применяются жесткие роликовые раскатки, конструктивно выполненные в виде оправки. На левом конце — конусная втулка (HRC 58…63), по которой вращаются ролики.
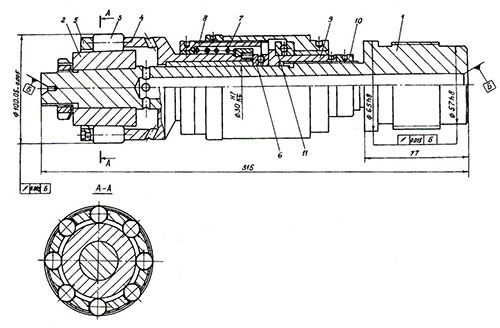
Рис. 11. Раскатка роликовая.
Раскатка сделана регулируемой. Перемещая сепаратор в осевом направлении, можно изменять диаметр по роликам. Это необходимо как для настройки на размер, так и для компенсации износа.
В раскатке установлены два упорных подшипника. Пружина обеспечивает фиксацию положения сепаратора с роликами в рабочем положении.
При обратном ходе раскатки происходит опускание роликов за счет перемещения их по конусной втулке. При этом дополнительно сжимается пружина.
Контроль качества и параметры
Выходные параметры отверстий
После обработки в автоматическом режиме достигаются следующие параметры:
- ★ точность отверстия по Н7…Н8;
- ★ шероховатость поверхности Ra = 0,32 мкм;
- ★ отклонение от прямолинейности оси отверстия 0,01…0,015 мм на погонный метр.
Впечатляет, правда?
Измерительный прибор
Контроль диаметральных параметров осуществлялся на измерительном стенде с помощью специального прибора на основе тензометрии.
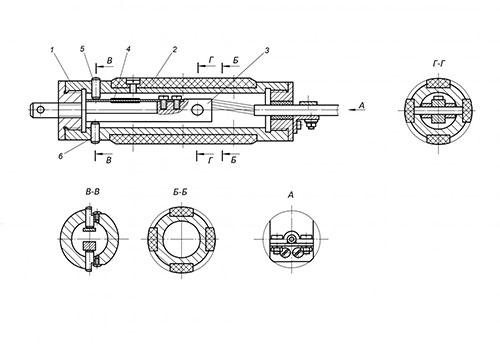
Рис. 12. Прибор измерительный для контроля диаметральных размеров.
На оправке устанавливались четыре направляющие шпонки из капролона. Внутри оправки на оси крепилась качалка с тензобалкой. С последними связаны измерительные штифты.
Тарировка осуществлялась с помощью мерных колец с допуском 0,002 мм. Погрешность измерения составляла 0,1 мкм.
Таблица: Типоразмеры обрабатываемых цилиндров
| Типоразмер (Dн) | После предварительного растачивания | После чистового растачивания | После раскатывания |
|---|---|---|---|
| 50 мм | Dн — 0,6 мм (допуск 0,02…0,03) | Dн ± 0,01 мм | Н7…Н8 |
| 63 мм | Dн — 0,6 мм (допуск 0,02…0,03) | Dн ± 0,01 мм | Н7…Н8 |
| 80 мм | Dн — 0,6 мм (допуск 0,02…0,03) | Dн ± 0,01 мм | Н7…Н8 |
| 100 мм | Dн — 0,6 мм (допуск 0,02…0,03) | Dн ± 0,01 мм | Н7…Н8 |
| 125 мм | Dн — 0,6 мм (допуск 0,02…0,03) | Dн ± 0,01 мм | Н7…Н8 |
Величина натяга по роликам для данных типоразмеров составляла 0,03…0,04 мм на диаметр.
Стойкость инструмента
Работа инструмента в автоматическом режиме требует стабильности формируемых размеров и длительности цикла обработки — хотя бы в течение двух смен без поднастройки.
Наиболее нагруженной являлась операция предварительного растачивания. Операция чистового растачивания по длительности превышала первую на два порядка, а раскатывания — на три порядка.
Задача по обеспечению стойкости инструмента была решена за счет уменьшения жесткости втулочно-прорезной пружины и создания натяга на направляющих до 0,6…0,8 мм на диаметре.
Система подачи СОЖ и удаление стружки
Замкнутая централизованная схема
Важным условием стабильной работы линий было формирование мелкой, дробленой стружки. Особенно это касалось операции предварительного растачивания, на которой удалялась большая часть припуска.
СОЖ и стружка под давлением порядка 2,5 МПа и расходе 150…200 л/мин отводились через отверстие в шпинделе передней бабки, далее в стружкоприемник и из него в шнековое цеховое устройство.
Обеспечивалась замкнутая централизованная схема удаления, отстоя, очистки и фильтрации СОЖ.
В цехе были установлены накопители чистой СОЖ в виде вертикальных цилиндрических резервуаров, постоянно подпитываемые из приемных емкостей.
Всё это привело к чистоте в цехе, культуре производства и высокому качеству выпускаемой продукции. Что логично.
Перспективы развития
Автоматизация производства гидроцилиндров — не просто тренд, а необходимость. Точность, производительность, повторяемость — без автоматических линий достичь таких показателей практически невозможно.
Современные технологии позволяют обрабатывать отверстия с точностью до микрона. Это серьезно.
И это только начало. Дальше — больше.
Звонцов Игорь Федорович,
Серебреницкий Павел Павлович
s7s7s7s7@rambler.ru

