Загрязнения внутренних полостей: скрытая угроза надежности
Наличие загрязнений и посторонних частиц во внутренних полостях изделий — это не просто техническая проблема. Это потенциальная угроза безопасности. Загрязнения нарушают герметичность запорных элементов агрегатов пневмогидравлических систем, вызывают засорение дросселирующих и регулирующих устройств, фильтров и прочих агрегатов, влияющих на качество и надежность при эксплуатации.
Трубопроводы — один из важнейших элементов пневмогидравлических систем. Они непосредственно участвуют в передаче рабочих тел. Без них система просто не работает.
Учитывая сложность конструкции исполнительных механизмов (клапаны, редукторы, запорные механизмы, гидравлические разъемные соединения и другие), к трубопроводам предъявляются высокие требования по чистоте внутренних полостей.
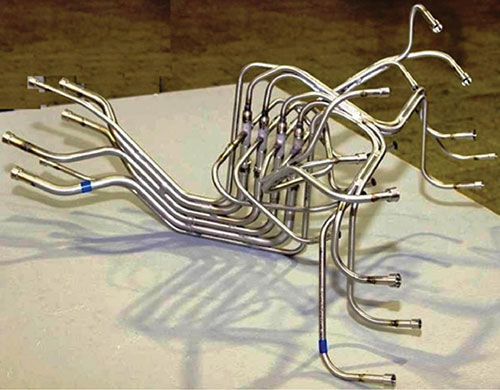
Рис. 1. Собранные в пучок трубопроводы.
Источники загрязнений: полный цикл от трубы до монтажа
Трубопроводы подвержены загрязнениям на разных этапах производства. Начиная от процесса изготовления труб, заканчивая загрязнениями, образованными несоблюдением технологии на завершающих этапах.
Откуда берутся загрязнения? Вот основные источники:
- загрязнения от смазочного материала;
- попадание загрязнений в дефекты поверхностей труб;
- транспортировка и хранение;
- сварочный процесс;
- несоблюдение технологии очистки и работы с изделием на завершающих этапах изготовления трубопроводов;
- некачественная очистка рабочих и испытательных сред;
- несоблюдение требований по монтажу агрегатов автоматики.
Список впечатляет, не правда ли? Каждый этап — это риск.
Технологические требования: чистота на каждом этапе
При изготовлении всех видов трубопроводов должны быть предусмотрены технологические меры. Это повышенная чистота помещения, оборудования, инструмента, специальной одежды, укупорки и т.д.
Чистота должна контролироваться в деталях, узлах и системах. Обеспечивается это пооперационно на каждом этапе работ по изготовлению, испытанию, монтажу деталей и узлов трубопроводов.
Все операции по обезжириванию, сварке, продувке, контрольной заливке и испытанию труб и трубопроводов должны производиться в условиях подачи, сброса рабочих, защитных, консервационных и испытательных сред с обеспечением назначенной чистоты внутренних полостей.
Основной задачей на заключительных этапах изготовления трубопроводов является очистка внутренних и наружных поверхностей от загрязнений, а также дальнейшее подтверждение ее качества.
Экспериментальная проверка: ультразвуковая очистка и растворители
Целью экспериментальных работ являлось подтверждение эффективности технологии по очистке образцов трубопроводов от загрязнений ультразвуковым методом. Использовались:
→ водномоющий раствор серии «Деталан» (ТУ 2381–001–58996903–03);
→ «Хладон-113» ГОСТ 23844–79.
Интересно, какой метод окажется эффективнее?
Образцы для испытаний: алюминиевые сплавы и графитная смазка
На экспериментальные работы были выбраны образцы профильных трубопроводов из алюминиевого сплава (АМг6) в количестве 4 единиц.

Рис. 2. Образцы для проведения экспериментальных работ (красными зонами выделены области загрязнений).
| № образца | Длина × ширина, мм | Загрязнения |
|---|---|---|
| 1 | 173×43 | нанесены вручную, тип — смазка графитная ГОСТ 3333-80 |
| 2 | 155×43 | нанесены вручную, тип — смазка графитная ГОСТ 3333-80 |
| 3 | 83×46 | образованы в процессе изготовления профильных труб на предприятии-изготовителе |
| 4 | 13×16 | образованы в процессе изготовления профильных труб на предприятии-изготовителе |
Таблица 1. Характеристики экспериментальных образцов.
Комплекс оборудования: ультразвуковые ванны и фильтрация
На первых трех этапах среда очистки состояла из 3% концентрата моющего средства серии «Деталан», разводимого водой питьевой. Вода подготавливалась путем последовательной трехступенчатой фильтрации через фильтры с ячейками 70, 20 и 5 мкм.
Применяемый комплекс оборудования:
- ультразвуковая ванна с рабочей частотой ультразвука — 22 кГц и термостатом, обеспечивающим возможность нагрева рабочей жидкости и программируемым таймером времени промывки;
- ванна промывки с постоянной рециркуляцией фильтрованной воды;
- поддон для орошения изделий;
- сушильный шкаф.
Экспериментальные работы выполнялись по технологическому циклу, представленному на рис. 3.
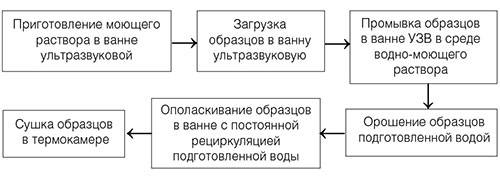
Рис. 3. Технологический цикл очистки экспериментальных образцов.
На четвертом этапе операция очистки экспериментальных образцов проводилась ультразвуковым методом в автоматизированной моечной машине МР-150 в среде «Хладон-113».
Метод «Деталан»: трехэтапная промывка и сушка
Операции выполнялись поэтапно с послеоперационным контролем. Загруженные в технологическую корзину экспериментальные образцы очищались в ультразвуковой ванне водномоющим раствором серии «Деталан» в течение 15 минут при t = 40–50 °C.

Рис. 4. Промывка образцов в ультразвуковой ванне.
По завершении промывки проводилось орошение образцов фильтрованной водой в два этапа:
→ сначала орошение водой в течение трех минут при t = 40–50 °C;
→ затем орошение водой при t = 10–25 °C в течение трех минут.

Рис. 5. Орошение образцов фильтрованной водой.
В завершении работ проводилось ополаскивание образцов в ванне с рециркуляцией фильтрованной воды в течение трех минут.

Рис. 6. Ополаскивание образцов в ванне промывки.
После промывки и ополаскивания проводилась сушка образцов в сушильном шкафу при t = плюс 80°C в течение пяти минут.

Рис. 7. Сушка образцов в сушильном шкафу.
По итогам первого этапа работ на образце № 3 частиц загрязнений визуально не выявлено. На образцах № 4, № 2, № 1 выявлены загрязнения с наибольшим скоплением в полостях образцов № 1 и № 2, в которые была дополнительно нанесена смазка графитная.
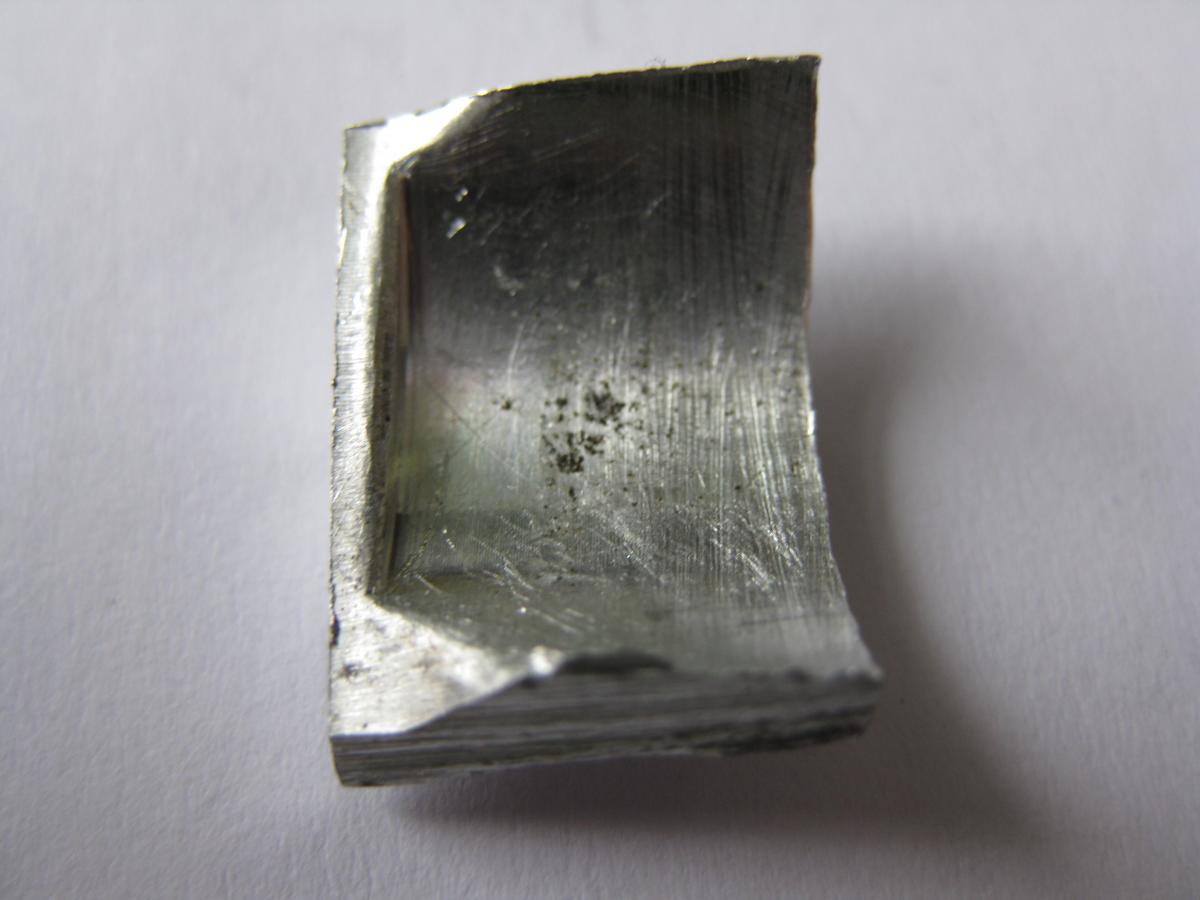
Рис. 8. Образец № 4.
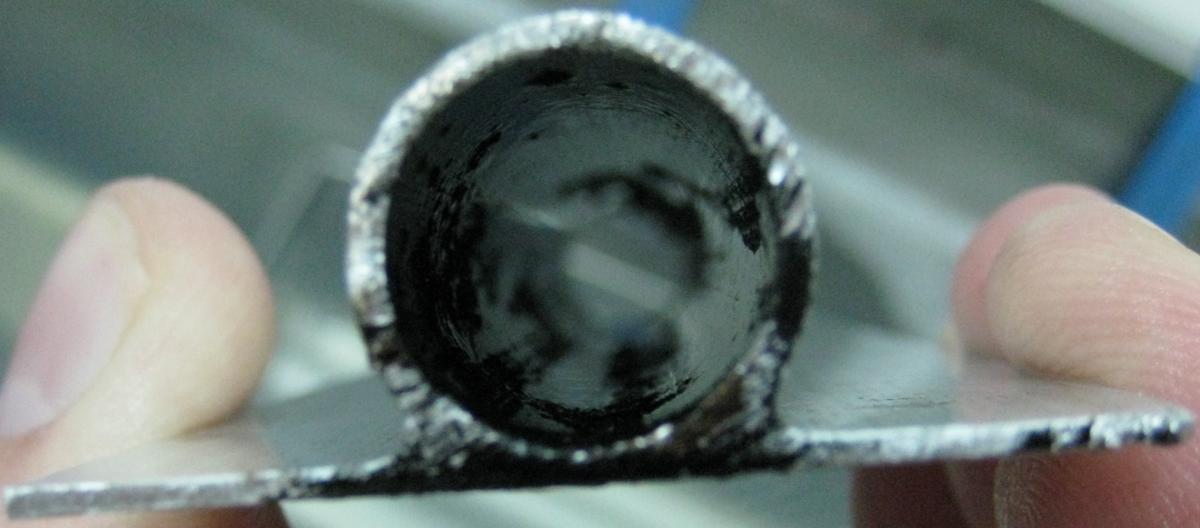
Рис. 9. Образец № 2.
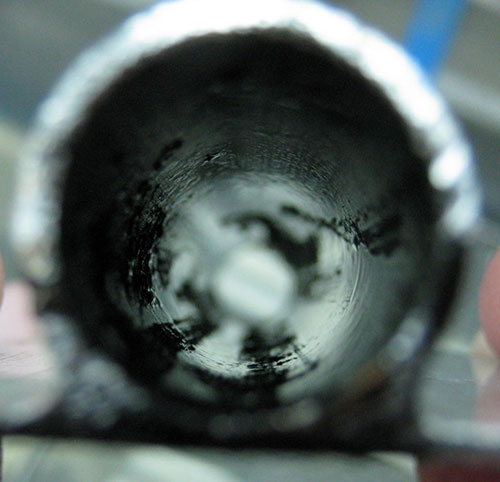
Рис. 10. Образец № 2.
После визуального контроля загрязнений проводилась операция очистки образцов №№ 1, 2 и 4 по той же методике. По итогам второго этапа работ выявлено, что на образцах № 2, № 1 визуально наблюдается существенный остаток загрязнений, на образце № 4 остались загрязнения только в микропорах металла.
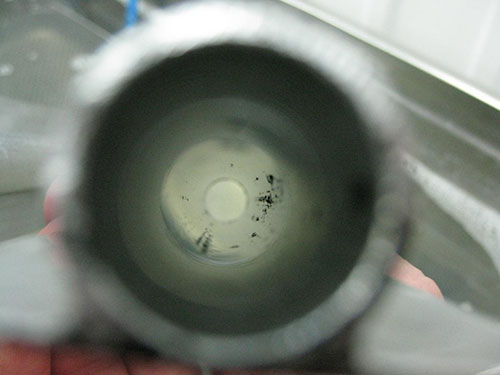
Рис. 11. Образец № 1.
По результатам контроля образцы № 1 и 2 подвержены очистке в третий раз по той же технологии. По итогам снова выявлены многочисленные загрязнения в полостях образцов № 1 и № 2.
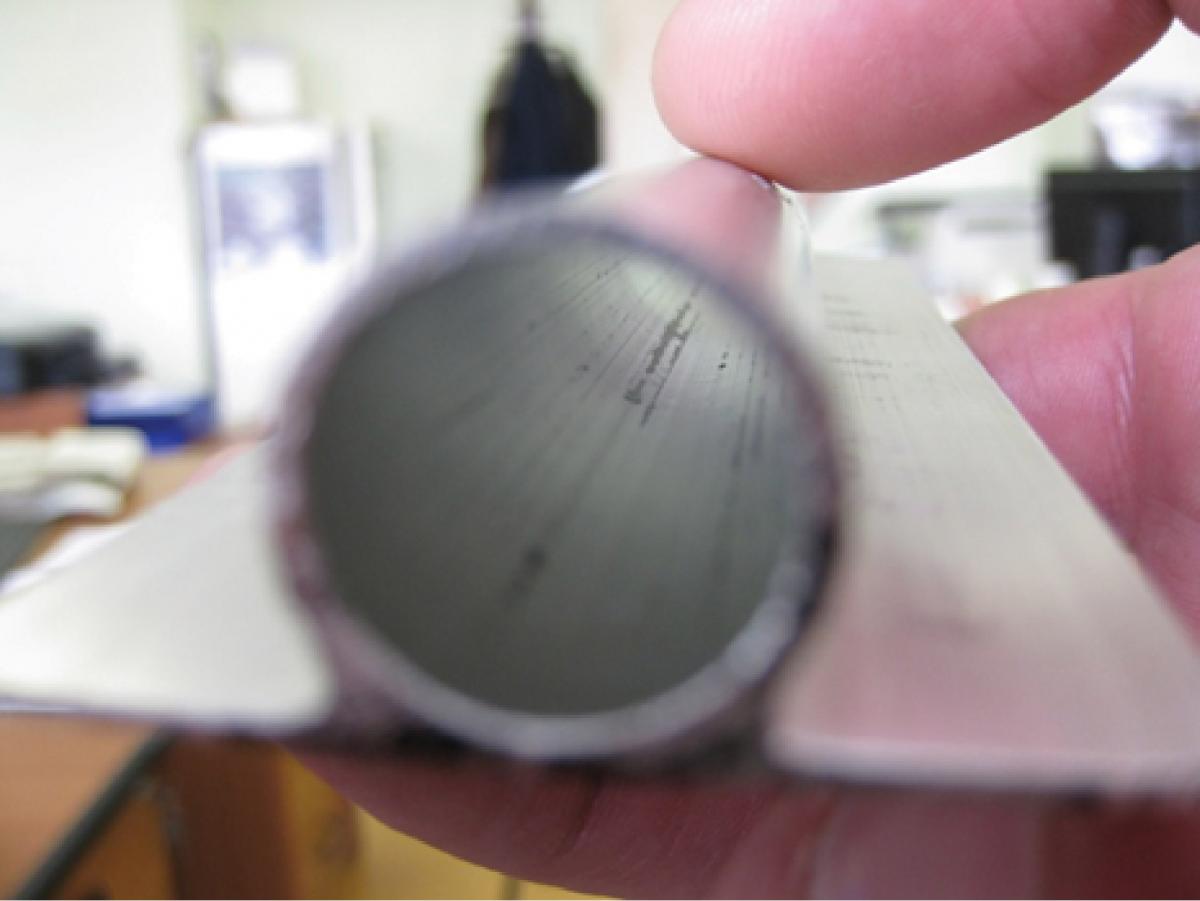
Рис. 12. Образец № 1 после третьего этапа очистки.
Таким образом, проведенные работы показали способность существующей технологии очистки ультразвуковым методом с применением водномоющего раствора серии «Деталан» к удалению представленных типов загрязнений лишь частично.
Автоматизированная очистка «Хладон-113»: установка МР-150
Для очистки в среде «Хладон-113» экспериментальные образцы загружались в технологическую корзину установки МР-150.

Рис. 13. Автоматизированный цикл очистки образцов в установке МР-150.

Рис. 14. Загрузка образцов в технологическую корзину установки МР-150.
Очистка экспериментальных образцов выполнялась в автоматическом режиме по технологическому циклу.
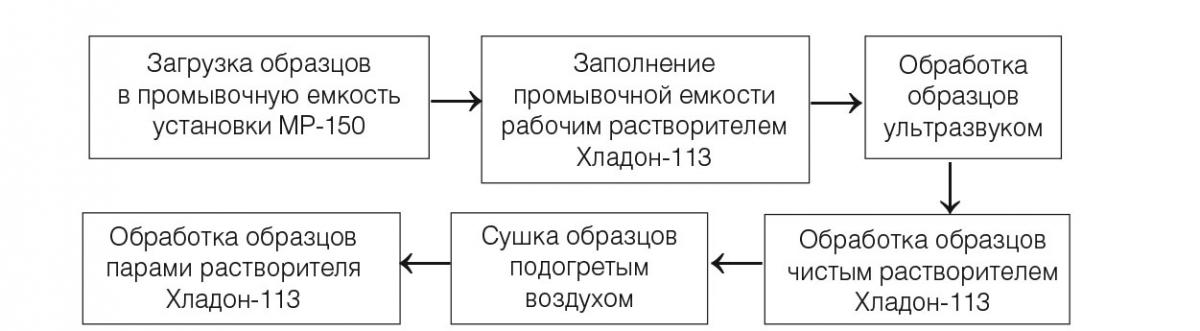
Рис. 15. Технологический цикл очистки экспериментальных образцов на установке МР-150.
По итогам четвертого этапа выявлены визуальные загрязнения в микропорах металла всех представленных образцов.

Рис. 16. Образец № 1 после автоматизированной промывки в установке МР-150.
Результаты испытаний: почему методы работают лишь частично
Проведенные работы показали способность существующей технологии по очистке в среде органического растворителя «Хладон-113» ГОСТ 23844–79 на автоматической промывочной машине МР-150 к удалению представленных типов загрязнений лишь частично.
Результаты проведенных работ на участке финишной очистки показали несущественную разницу в качестве удаления загрязнений в зависимости от применяемой среды.
Это интересно. Оба метода работают примерно одинаково. И оба не дают идеального результата.
Профилактика загрязнений: комплекс мер на стадии производства
Существенное влияние на условия очистки внутренних поверхностей оказало наличие на них микро- и макронеровностей на стадии производства труб.
Основными работами по исключению данных видов загрязнений является комплекс мер по предотвращению образования дефектов как на стадии производства труб, так и на стадии изготовления трубопроводов и трубопроводных систем.
Что конкретно нужно делать?
- использование технологии изготовления труб без применения смазочного материала;
- контроль качества удаления смазочного материала;
- изготовление труб без образования микронеровностей внутренних поверхностей;
- применение технологии по резке труб и подготовки под сварку без образования стружки;
- отработка технологии и режимов сварки без образования окалины.
Вышеперечисленные меры позволят исключить образование загрязнений на внутренних поверхностях труб, а также повысить качество проводимых операций по очистке внутренних поверхностей трубопроводов на стадиях производства.
Профилактика лучше лечения. Это работает и здесь.
Пушкин Кирилл Александрович
Шастин Евгений Александрович
Шачнев Сергей Юрьевич
ЗАО «ЗЭМ» РКК «Энергия» имени С. П. Королева
Литература
- Статья «Промывка гидросистем. Аналитический обзор», http://hydraulicsystem.ru;
- Статья «Очистка трубопроводов гидравлических систем», http://for-engineer.info.

