Классификация технологий микрообработки
Такие технологии можно классифицировать по нескольким основным признакам. Система важна — без нее легко запутаться в многообразии методов.
Одно-, двух- и трехмерная обработка
По количеству размеров изготавливаемого конструктивного элемента различают три типа микрообработки.
Одномерная микрообработка. Характерные объекты:
- ✓ Аэродинамические занижения на деталях авиационной техники глубиной 10–30 мкм
- ✓ Гальванические или иные покрытия
Двухмерная микрообработка. Объекты:
- ★ Глубокие отверстия с характерным размером сечения 10–200 мкм
- ★ Элементы маркировочных рисок и пазов глубиной 2–10 мкм и шириной 10–100 мкм
Трехмерная микрообработка. Сюда относят конструктивные элементы изделий микромашиностроения и элементы микроэлектроники.
Методы воздействия на материал
По применяемому методу выделяют:
| Группа методов | Конкретные технологии | Применение |
|---|---|---|
| Основные | Микрорезание, лазерная, электроэрозионная, электрохимическая, химическая | Универсальное |
| Специальные | Электронно-лучевая, ионное травление, микроплазменная, биохимическая | Специальные задачи |
| По типу процесса | Аддитивная (наращивание), субтрактивная (удаление), комбинированная | Разное |
Несмотря на большое количество опубликованных работ, выбор подходящей технологии затруднен. Главная причина — отсутствие систематизированной справочно-информационной базы.
Что это значит на практике? Технологи вынуждены проводить научно-исследовательские работы на стадии подготовки производства. Цель: выявить наиболее эффективный метод обработки.
Условия электрохимической микрообработки
Электрохимическая микрообработка интенсивно развивается. Такие технологии обеспечивают изготовление миниатюрных деталей с размерами порядка 1–10 мкм, а иногда и меньше.
Для этого необходимо:
- ✔️ Линейный идентифицируемый съем материала 0,1–1 мкм
- ✔️ Высотный параметр шероховатости того же порядка
Научный интерес подтверждается множеством публикаций на Международных симпозиумах по электрообработке (ISEM-11 – ISEM-14).
Удаление малых припусков: формулы точности
Для удаления малых припусков необходимо обеспечить условие:
vср · t ≤ δ
или при vуд = const:
iср · t = Δq ≤ q*
где:
- vср — средняя линейная скорость растворения по нормали к поверхности
- t — время обработки
- Δq — удельное количество пропущенного электричества
- q* — удельное количество электричества, соответствующее линейному съему, равному величине допуска на размер
Эти условия ограничивают минимальный идентифицируемый линейный съем материала анода. Определяют достигаемую точность размера.
Аналогия с точением: достигаемая точность определяется минимальной толщиной снимаемой стружки. Логично?
Поскольку минимальный съем обычно соответствует единичному импульсу, условие ограничивает удельное количество электричества за импульс. При прямоугольной форме импульса тока это связывает амплитуду с длительностью гиперболической зависимостью.
Шероховатость поверхности: критическая плотность тока
Для получения малого параметра шероховатости необходимо выполнить условия:
iкр ≤ i ≤ i*
q ≥ q*
где:
- i* — плотность тока, обеспечивающая шероховатость не ниже заданной
- iкр — критическая плотность тока, обусловленная паро- и газовыделением
- q* — количество электричества для выравнивания исходной шероховатости Ra₀ до требуемой Raк
Первое условие отражает наличие специфической шероховатости Raсп при формировании микрогеометрии. Второе характеризует процесс выравнивания исходной шероховатости.
Локализация процесса: точность копирования
Условие высокой локализации процесса растворения (точность копирования):
∂v/∂a 0 при a → a₁
при a > a₁: v = 0
Первое условие регламентирует крутопадающую зависимость скорости растворения от зазора. Второе ограничивает область рабочих зазоров сверху, обеспечивая высокую локализацию.
Ограничение по току:
I ≤ I*т
где I — сила тока через электрод-инструмент, I*т — критическая сила тока по условию теплового разрушения.
Для прошивки малых отверстий используют инструменты диаметром до 20 мкм и длиной 600–800 мкм. Силу тока необходимо ограничивать. Иначе инструмент разрушится.
Анализ показал: выполнение условий возможно только на сверхмалых зазорах (10–100 мкм) с применением импульсного тока.
Для эффективной эвакуации продуктов электролиза на электрод-инструмент накладывают механические колебания определенной амплитуды и частоты.
| Тип обработки | Длительность импульса | Зазор | Особенности |
|---|---|---|---|
| PECMM (прецизионная) | Нано- и пикосекунды | 1–10 мкм | Ток разряда емкости двойного слоя |
| PECMM (импульсная) | Микросекунды | 10–100 мкм | 3D объекты высокой точности |
Модель импульсной обработки: короткими импульсами
Предложена модель электрохимической обработки короткими импульсами тока.
Суть: за счет малой длительности импульса обеспечивается повышенная локализация процесса анодного растворения. Причина — замедленное нарастание поляризации электрода в области больших зазоров.
Как это работает?
Анодный потенциал возрастает во времени при наложении тока. Чем больше локальный межэлектродный зазор, тем меньше скорость нарастания потенциала.
При достаточно коротком импульсе:
- ✦ Анодный потенциал φ₂ (больший зазор a₁) не превысит потенциала растворения
- ✦ Растворение на данном участке не произойдет
- ✦ В области малых зазоров (a a₁) потенциал φ₁ > φр — растворение будет
Выполняется условие локализации. Растворяется материал только в области малых зазоров. Это обеспечивает высокую точность копирования формы катода-инструмента.
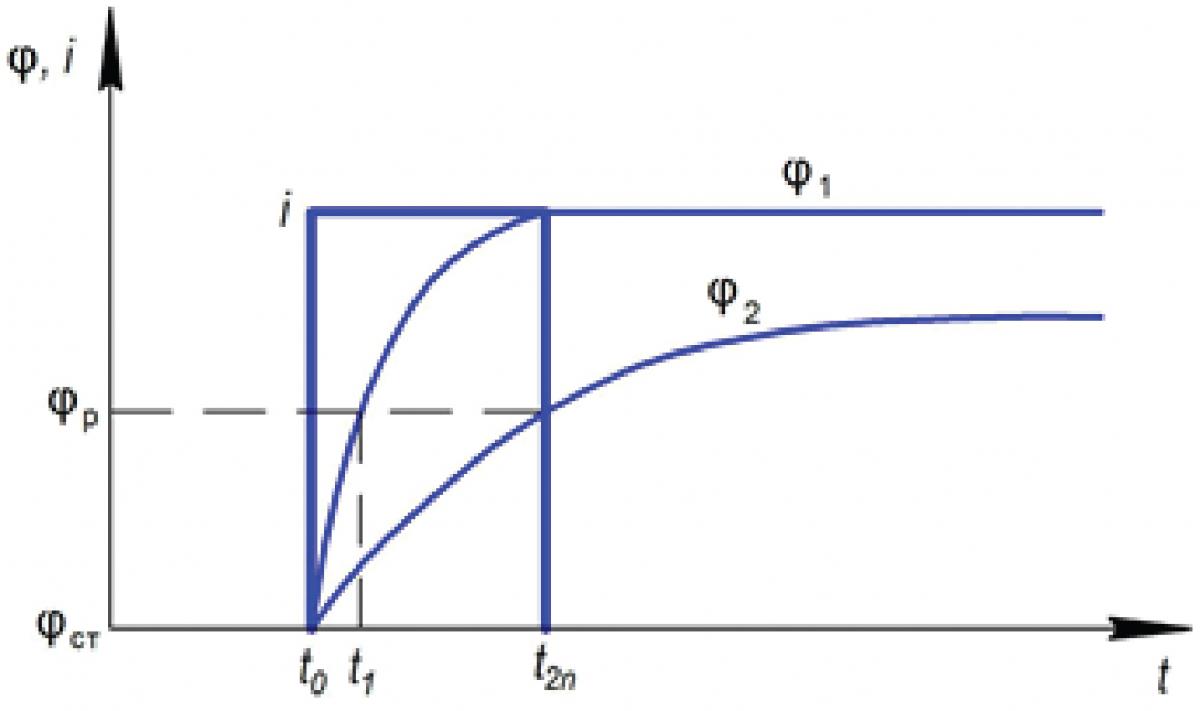
Рис. 1. Схема поляризации анода импульсом тока прямоугольной формы
Разработана математическая модель. Предложено программное обеспечение для моделирования процессов на аноде и катоде.
Расчетным путем показана и экспериментально подтверждена адекватность модели. Зазор a₁, выше которого прекращается растворение, называют ограничивающим зазором.
Экспериментальная проверка: фрезерование электродом 100 мкм
Экспериментальная апробация проводилась по схеме электрохимического фрезерования цилиндрическим электродом-инструментом диаметром 100 мкм.
Параметры обработки:
- ✓ Электролит: 10%-ый раствор NaNO₃
- ✓ Материал: нержавеющая сталь
- ✓ Напряжение: 4–8 В
- ✓ Частота импульсов: 1–5 МГц
- ✓ Начальный зазор: 20 мкм
- ✓ Скорость подачи: 0,008–0,013 мм/с
Обрабатывались пазы длиной 1,5 мм, впадины и микроотверстия.
Экспериментальные данные показали: скорость подачи, напряжение импульса и его длительность оказывают существенное влияние на качество обработки. Остальные параметры заметного влияния не оказывают.
Получено хорошее соответствие теории и эксперимента. Это важно.
Микроканавки: елочный профиль внутри отверстия
Описаны результаты экспериментов по изготовлению микроканавок:
- ★ Ширина: 200 мкм
- ★ Глубина: 10 мкм
- ★ Расположение: внутренняя поверхность отверстия диаметром 1,5 мм
- ★ Материал: коррозионно-стойкая сталь
Канавки елочного типа наносили после ввода специального инструмента в предварительно подготовленное отверстие.
Процесс:
- Цилиндрической частью инструмента — отделочная обработка отверстия до требуемой шероховатости
- Профилированной частью — изготовление елочных канавок
Параметры режима электролиза:
| Параметр | Значение |
|---|---|
| Амплитуда напряжения | 8 В |
| Длительность импульса | 50 мкс |
| Частота следования импульсов | 5 кГц |
| Электролит | 5% NaNO₃ |
| Начальный минимальный зазор | 50 мкм |
| Машинное время обработки | 3 с |
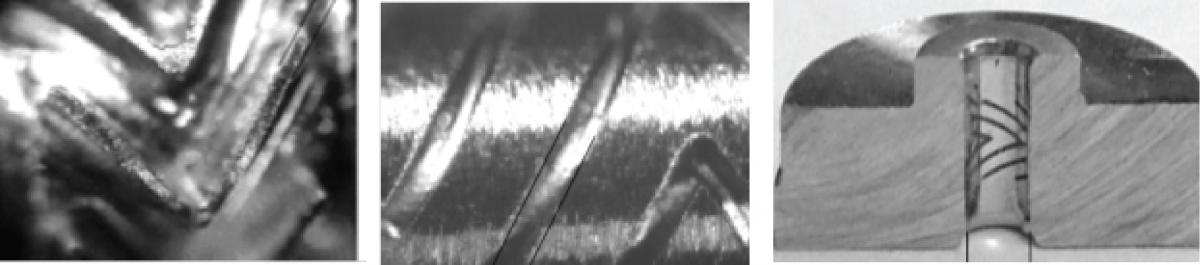
Рис. 2. Электрод-инструмент (а), канавки (б), шевронные занижения на цилиндрической поверхности отверстия (в)
Изолированные электроды: снижение конусности
Использованы микроэлектроды с изоляцией толщиной 5–8 мкм, нанесенной на боковую стенку.
Процесс проводили с вибрацией электрода. Фаза синхронизирована с подачей электрического импульса.
Параметры:
- ✖️ Длительность импульсов напряжения: 20 мкс
- ✖️ Скважность: 2
- ✖️ Напряжение на электродах: 6,4 В
- ✖️ Электролит: водный раствор хлората натрия
Результат: размеры и конусность отверстия, прошитого инструментом с изоляцией боковой стенки, значительно меньше, чем при применении неизолированного инструмента.
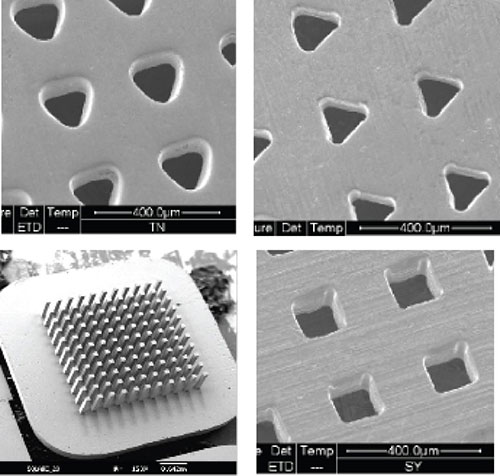
Рис. 3. Отверстия треугольного сечения, полученные неизолированным (а) и изолированным (б) инструментами, инструмент (г) и полученные им отверстия в никелевой фольге
На рисунке показаны отверстия треугольного сечения, прошитые с применением указанных инструментов. Также показан инструмент для одновременной прошивки 121 отверстия квадратного сечения в никелевой фольге толщиной 100 мкм.
Изготовление микроэлектродов: инструмент 11 мкм
Важная проблема в технологии микрообработки — изготовление микроэлектродов.
Предложена технология изготовления путем электрохимического растворения исходной заготовки.
Результат: инструмент диаметром 11 мкм и длиной 600 мкм из никеля. Получен анодным растворением электрода в предварительно изготовленной матрице.
Таким электродом прошили отверстия:
- ☑️ Диаметр: 60 мкм
- ☑️ Длина: 100 мкм
- ☑️ Материал: никелевая фольга
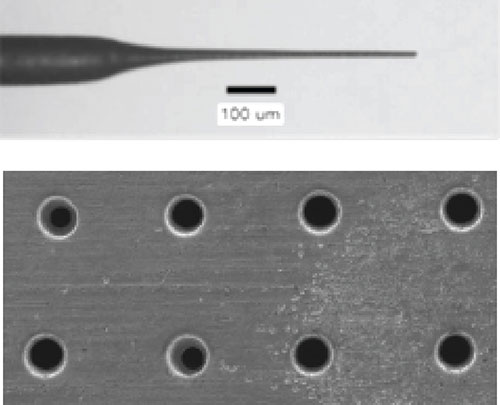
Рис. 4. Микроэлектрод Ø11 мкм (а) и отверстия Ø60 мкм (б)
Проведена биполярная обработка на зазоре 100 мкм с наложением микро- и наносекундных импульсов.
Показана возможность достижения:
- ★ Точности: 300–500 нм
- ★ Шероховатости поверхности: Ra 20 нм
Предложен комбинированный способ ультразвуковой импульсной микрообработки. ЭИ колеблется с частотой 20 кГц. При сближении с заготовкой подается короткий импульс тока.
При величине МЭЗ около 10 мкм влияние добавок и скорости вращения электрода исследовалось экспериментально при получении отверстий диаметром 30 мкм.
Выполняли электрохимическое фрезерование на станке с ЧПУ вращающимся цилиндрическим электродом с целью получения объемных микроструктур.
3D-структуры: от микрон до нанометров
Примеры различных объемных структур, полученных электрохимическим микрофрезерованием, показаны на рисунках.
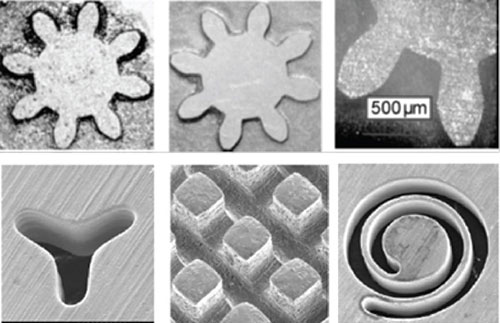
Рис. 5. Детали и элементы деталей, полученные электрохимической микрообработкой
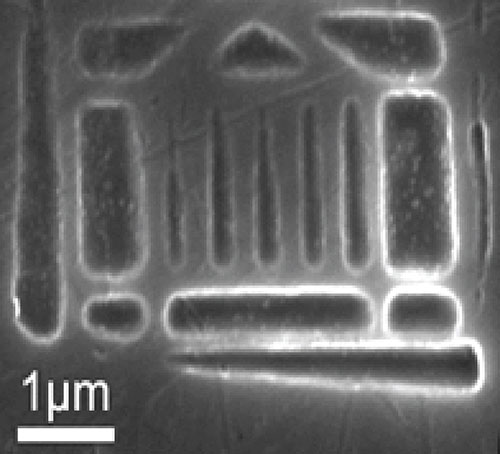
Рис. 6. Микро и наноразмерные объемные элементы
С помощью вольфрамового инструмента получены трехмерные структуры на никелевом образце:
- ✦ Размеры: порядка 10–100 нм
- ✦ Глубина: 400 нм
Это удалось достичь путем применения ультракоротких импульсов тока длительностью около 2 нс.
Показана возможность изготовления микрорельефа поверхности путем электрохимического травления канавок шириной 30 мкм.
Разработана технология импульсной ЭХРО для изготовления режущего клина с радиусом закругления кромки, равным 600 нм.
Электроды-инструменты для технологий электрохимической обработки микрообъектов изготовляют с применением ионно-лучевых технологий и электрохимическим травлением.
Оборудование для электрохимической микрообработки
Представленные технологические результаты получены на опытно-экспериментальном оборудовании.
Установка для микрообработки включает:
- ✔️ Генератор импульсов
- ✔️ Устройство управления
- ✔️ Механическую конструкцию со столиком для установки заготовки
- ✔️ Сервоприводы
- ✔️ Рабочую головку с электродом-инструментом
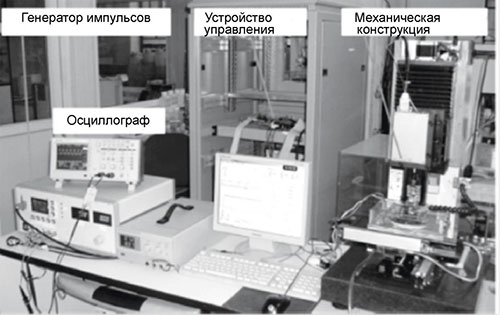
Рис. 7. Опытно-экспериментальная установка для электрохимической микрообработки
Имеющаяся элементная база позволяет создать и серийно выпускать такое оборудование с КЧПУ в обозримом будущем.
Импульсная электрохимическая обработка, зародившаяся в конце 60-х годов прошлого века, стала мощным инструментом.
Результаты:
- ✦ Значительное повышение точности размера и формы макро- и микроразмерных тел
- ✦ Шероховатость поверхности до Ra = 10 нм
Дальнейшее развитие этого перспективного направления позволит выявить, исследовать и практически применить новые физико-химические эффекты.
Электрохимическая микрообработка — это не будущее. Это настоящее высокоточного производства.
Б.П. Саушкин
Литература:
- Наукоемкие технологии машиностроительного производства: Физико-химические методы и технологии / Под ред. Б.П.Саушкина.– М.: Изд-во «Форум». 2013.– 930 с.
- Wu W., Chang CH., Liu Sh. Experimental Study of Hydrodynamic Bearing Groove Machining Using Fixed Position Cathode Pulse / Proceeding of the International Symposium of Electro Machining (ISEM- ).– Shanhau, 2010.– P. 293–297.
- Skoczypiec S., Ruszaj A., Lipiec P. Research on ECD Localization in Case of Micro Machining with Ultra Short Pulses / Proceeding of the 16th International Symposium on Electromachining. Shanghai, China. 2010. – P. 319–322.
- Yong Li, Xiaoyu Ma, Gaihong Liu fnd others. Research of Micro ECM Using Micro Array Electrode/ Proceeding of the International Symposium of Electro Machining (ISEM-13).– Shanhau, 2010.– P. 319–322.
- Ma X., Li Y. Research of Micro Electrode Fabrication Based on ECM / Proceeding of the 16th International Symposium on Electromachining. Shanghai, China. 2010. – P. 331–334.
- Zaitsev A.N., Idrisov T.R. Aspects of Improving of ECM Accuracy/ Proceeding of the International Symposium of Electro Machining (ISEM- ).– Shanhau, 2010 P. 341–345.
- Li Xiaohai, Zhao Lijie, Wang Xinrong. Micro ECM and its Influencing Factors / Proceeding of the 16th International Symposium on Electromachining. Shanghai, China. 2010. – P. 385–388.
- Kozak J., Gulbinowicz Z., Rozenek. Selected Problems of Pulse ECM / Proceeding of the 16th International Symposium on Electromachining. Shanghai, China. 2010. – P. 299–305.
- Электрохимическая обработка изделий авиационно-космической техники/ Под ред. Б.П.Саушкина. – М.: Изд-во «Форум». 2013.– 430 с.

