Применение в авиационном машиностроении
Требования к современному абразивному инструменту
Сейчас наибольший интерес вызывает абразивный инструмент с повышенными номерами структуры 12…16 и более. Содержание зерна в таких кругах составляет 38…30% объема, а пористость достигает 80% объема. Это серьезный шаг вперед по сравнению с традиционными инструментами.Эффективное направление использования высокопористых шлифовальных кругов — операции шлифования сложных фасонных поверхностей ответственных деталей. Речь идет преимущественно об авиационном и энергетическом машиностроении. Эти детали работают в условиях повышенных термодинамических нагрузок и агрессивных сред.К таким деталям относятся, например, элементы газотурбинных двигателей и газоперекачивающих установок. Для их изготовления применяют материалы сложного химического состава — жаропрочные и жаростойкие сплавы и стали. Это существенно затрудняет процесс механической обработки, в том числе шлифованием.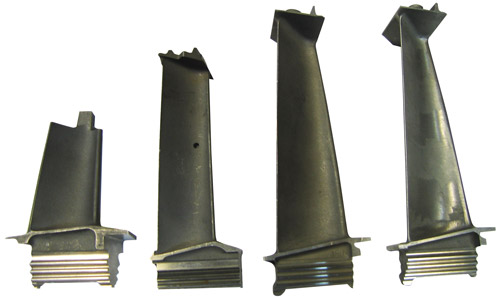
Рис. 1 Турбинные лопатки газотурбинного двигателя
Особенности обработки сложных поверхностей
Обработка фасонных поверхностей, например, замков турбинных лопаток из жаропрочных никелевых сплавов, ведется методом профильного глубинного шлифования. Этим методом обрабатывают елочный профиль, торцы, основание хвостовика.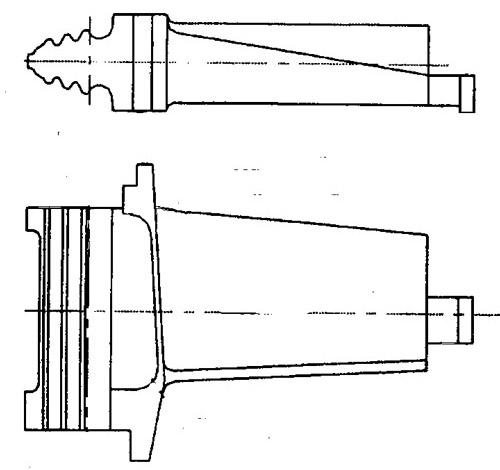
Рис. 2 Фасонные поверхности хвостовика турбинной лопатки, обрабатываемые методом профильного глубинного шлифования: а) елочный профиль б) передний торец в) задний торец г) основаниеОсобо ответственной операцией считается шлифование елочного профиля замка. Он имеет сложную форму и предъявляет жесткие требования к точности и качеству обработки поверхностей. Ошибки здесь недопустимы.
Профильное глубинное шлифование
Характеристики процесса
Процесс глубинного шлифования характеризуется большой площадью контакта круга с заготовкой. Присутствуют вертикальные участки и зоны с затрудненным подводом охлаждающей жидкости. Процесс протекает с повышенной мощностью, затрачиваемой на шлифование, при большом числе одновременно работающих абразивных зерен и сильным тепловыделением в зоне резания.Непростая задача, скажем прямо.
Специализированное оборудование
Для практической реализации метода глубинного шлифования созданы специальные профилешлифовальные станки с большой мощностью привода главного движения. Среди производителей — Blohm, Elb-Schliff, Magerle, СП «Станковендт» и другие.На этих станках используются высокопористые круги с наружным диаметром 400…600 мм прямого или специального профиля с высотой до 200 мм. Изготавливают их из электрокорунда на керамической связке.
Технология изготовления инструмента
Мировые лидеры производства
Лидирующие позиции по производству высокопористых кругов со структурами 16…22 для профильного глубинного шлифования турбинных лопаток занимает австрийская фирма Tyrolit. Их продукция давно зарекомендовала себя на рынке.Среди отечественных производителей известен «Абразивный завод «Ильич» (г. Санкт-Петербург). Завод выпускает инструмент с номерами структуры 10…12 на основе применения выгорающего наполнителя — молотых фруктовых косточек (КФ).
Инновационная российская разработка
В НИЦ «Новые технологии и инструменты» МГТУ «Станкин» (г. Москва) под научным руководством проф. докт. техн. наук В.К. Старкова ведутся работы по созданию и промышленному освоению нового класса высокопористого абразивного инструмента с повышенной структурностью на керамических связках.Оригинальная технология изготовления основана на применении в качестве порообразователей, не выгорающих при обжиге, полых микросфер различного состава. Их используют как отдельно, так и в комбинации с выгорающим наполнителем. Это позволяет получать абразивный инструмент в широком диапазоне характеристик и эксплуатационных свойств.Новая экономичная и экологически безопасная технология изготовления высокоэффективного абразивного инструмента с повышенной структурностью в настоящее время внедрена на ОАО «Волжский абразивный завод» (г. Волжский, Волгоградская обл.). Основными потребителями этого инструмента являются предприятия оборонно-промышленного комплекса и энергомашиностроения.
Производственные испытания
Характеристики опытной партии
Производственные испытания высокопористых шлифовальных кругов новой отечественной разработки были проведены при профильном глубинном шлифовании турбинных лопаток из жаропрочных никелевых сплавов различных марок.С учетом специфики условий обработки были сформулированы требования к абразивному инструменту по зернистости, твердости, номеру структуры и пористости. Разработаны оригинальные рецептурные составы абразивных масс, по которым на ОАО «Волжский абразивный завод» изготовлена опытно-промышленная партия высокопористых шлифовальных кругов прямого профиля трех типоразмеров:
| Типоразмер | Диаметр, мм | Высота, мм | Посадочное отверстие, мм |
|---|---|---|---|
| Тип 1 | 500 | 25 | 127 |
| Тип 2 | 500 | 32 | 203,2 |
| Тип 3 | 500 | 40 | 203,2 |
Круги изготовлены из электрокорунда белого зернистостью F80, твердостью F и G со структурами номер 14 и 16.В ходе производственных испытаний была проверена режущая способность новых шлифовальных кругов в сравнении с применяемыми в настоящее время высокопористыми кругами отечественного и зарубежного производства.
Объекты испытаний
На рабочих лопатках турбины из сплава марки ЖС6У-ВИ обрабатывали двусторонний елочный профиль, а также передний и задний торцы хвостовика лопатки.
Режимы обработки лопаток
Шлифование елочного профиля
Елочный профиль хвостовика лопатки обрабатывали на двухшпиндельном профилешлифовальном станке с ЧПУ мод. MicroCut 4-420-1/2 фирмы Elb-Schliff (Германия) типоразмером 500х25х203,2 за три прохода. Скорость круга на первых двух проходах равнялась 28 м/с, а на окончательном проходе — 30 м/с.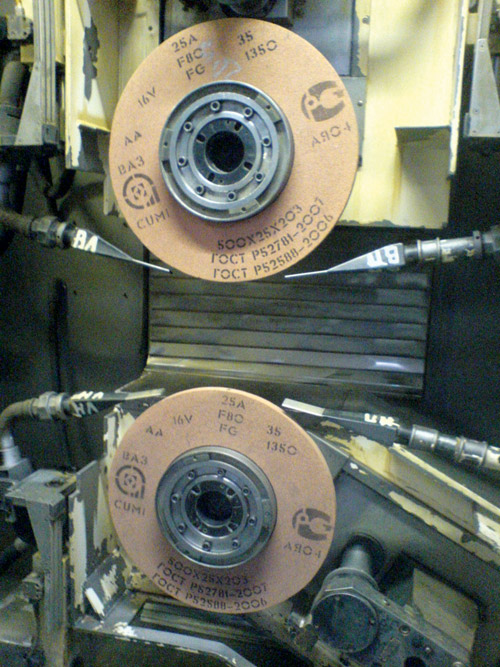
 Схема шлифования на первых двух проходах была принята встречная, на третьем — попутная. При этом величина удаляемого припуска на первом составляла 2,85 мм с продольной подачей детали Vд = 400 мм/мин и подачей на врезание ролика Sр = 0,6 мкм/об.кр. На втором проходе снимали 0,5 мм с продольной подачей детали Vд = 450 мм/мин и подачей на врезание ролика Sр = 0,4 мкм/об.кр. А на окончательном третьем проходе — 0,05 мм с продольной подачей детали Vд = 600 мм/мин без правки шлифовального круга.
Схема шлифования на первых двух проходах была принята встречная, на третьем — попутная. При этом величина удаляемого припуска на первом составляла 2,85 мм с продольной подачей детали Vд = 400 мм/мин и подачей на врезание ролика Sр = 0,6 мкм/об.кр. На втором проходе снимали 0,5 мм с продольной подачей детали Vд = 450 мм/мин и подачей на врезание ролика Sр = 0,4 мкм/об.кр. А на окончательном третьем проходе — 0,05 мм с продольной подачей детали Vд = 600 мм/мин без правки шлифовального круга.
Обработка переднего торца
Обработка переднего и заднего торцов хвостовика выполнялась на плоскошлифовальном станке с числовым программным управлением мод. SLS 221 CNC фирмы СП «Станковендт» кругами типоразмера 500х32х203,2.Передний торец обрабатывался за два прохода:→ на черновом проходе снимался припуск ?max = 12 мм со скоростью круга Vк = 25 м/с, с вертикальной подачей круга Sк = 10 мм/мин, с подачей на правку Sp = 0,3 мкм/об.кр.→ на чистовом проходе снимался припуск ? = 0,4 мм со скоростью круга Vк = 25 м/с, с продольной попутной подачей детали Vд = 80 мм/мин, с подачей на правку Sp = 0,2 мкм/об.кр.
Обработка заднего торца
Задний торец обрабатывался кругами также за два прохода на режимах:→ на черновом проходе снимался припуск ?max = 1,5 мм со скоростью круга Vк = 25 м/с, с вертикальной подачей круга Sк = 10 мм/мин с подачей на правку Sp = 0,3 мкм/об.кр.→ на чистовом проходе снимался припуск ? = 0,1 мм со скоростью круга Vк = 25 м/с, с продольной попутной подачей детали Vд = 100 мм/мин, с подачей на правку Sp = 0,1 мкм/об.кр.
Обработка лопаток из сплава ЖС32-ВИ
На рабочих лопатках турбины из сплава марки ЖС32-ВИ обрабатывали передний торец хвостовика лопатки.Обработка проводилась также на станке мод. SLS 221 CNC кругами типоразмером 500х32х203,2 за четыре прохода со скоростью круга на первых трех проходах равной 25 м/с, а на четвертом — 27 м/с.Величина удаляемого слоя материала:• на первом проходе составляла tмах = 9 мм, с продольной подачей детали Vд = 50 мм/мин и подачей на врезание ролика Sр = 0,5 мкм/об.кр• на втором проходе — 2,9 мм с продольной подачей детали Vд = 70 мм/мин и подачей на врезание ролика Sр = 0,4 мкм/об.кр• на третьем — 1 мм с продольной подачей детали Vд = 90 мм/мин и подачей на врезание ролика Sр = 0,3 мкм/об.кр• а на окончательном четвертом проходе — 0,1 мм с продольной подачей детали Vд = 160 мм/мин и подачей на врезание ролика Sр = 0,2 мкм/об.кр
Обработка лопаток из сплава ЖС26-ВИ
На рабочих лопатках из сплава марки ЖС26-ВИ обрабатывали передний и задний торцы хвостовика лопатки кругами типоразмером 500х32х203,2 за два прохода со скоростью круга Vк = 25 м/с на первом и Vк = 27 м/с на втором проходах.На первом проходе величина снимаемого припуска составила 1,0…1,5 мм, величина продольной подачи детали Vд = 100 мм/мин, а подача на врезание ролика составила Sр = 0,4 мкм/об.кр. На втором окончательном проходе величина снимаемого припуска составила 0,05 мм, а величина продольной подачи детали Vд = 400 мм/мин без правки шлифовального круга.
Результаты и эффективность
Оценка качества обработки
Производственными испытаниями установлено, что новые высокопористые шлифовальные круги, изготовленные на ОАО «Волжский абразивный завод», показали высокую режущую способность. Они обеспечили обработку всех деталей по различным схемам глубинного шлифования в полном соответствии с требованиями принятыми в цехе технологии их шлифования.Замечаний по нагрузке, характеру протекания процесса шлифования, условиям правки инструмента за весь период испытаний не зафиксировано. Это важный показатель.Все обработанные детали прошли послеоперационный контроль на отсутствие дефектов шлифовочного характера, по результатам которого они были признаны годными.
Сравнение с отечественными аналогами
В результате проведенных производственных испытаний при профильном глубинном шлифовании хвостовиков турбинных лопаток из сплавов марок ЖС6У-ВИ, ЖС26-ВИ, ЖС32-ВИ установлено, что новый абразивный инструмент по своей работоспособности существенно превосходит отечественные высокопористые круги со структурой 12:✔️ производительность по скорости съема материала до 2,7 раз выше✔️ по машинному времени обеспечено снижение до 1,6 раз
Сравнение с зарубежными аналогами
В сравнении с лучшими зарубежными аналогами на одинаковых режимах глубинного шлифования хвостовиков турбинных лопаток испытанные высокопористые круги обеспечили до 150% меньшую динамическую напряженность процесса.Это позволило повысить производительность процесса без ущерба для точности и качества обработки новым абразивным инструментом до 40%. При этом затраты на абразив снижаются:✓ до 2,5 раз по сравнению с известными отечественными аналогами✓ более чем в 5 раз относительно шлифования кругами зарубежных фирмВпечатляющие результаты, не правда ли?
Внедрение в производство
Основания для внедрения
Результаты испытаний послужили основанием для внедрения в технологию глубинного шлифования турбинных лопаток нового высокопористого абразивного инструмента с повышенной структурностью, который изготавливается на ОАО «Волжский абразивный завод».Это существенный шаг вперед для отечественного машиностроения. Теперь российские предприятия могут использовать инструмент, который не уступает зарубежным аналогам, а по некоторым параметрам даже превосходит их. При этом стоимость существенно ниже.
Перспективы применения
Новый инструмент находит применение не только в авиационной промышленности. Его используют на предприятиях оборонно-промышленного комплекса и энергомашиностроения. Технология продолжает совершенствоваться, открывая новые возможности для обработки сложных деталей из жаропрочных сплавов.
канд.техн.наук Полканов Е.Г.
канд.техн.наук Рябцев С.А.
инж. Абысов И.А.
инж. Васенко С.М.
Научно-исследовательский центр
«Новые технологии и инструменты»
МГТУ «СТАНКИН» Вадковский пер. 3а, Москва, ГСП-4, 127994
тел. (499) 972-94-51, (499) 973-39-81
e-mail: v.starkov@stankin.ru
Литература:
- Старков В.К. Шлифование высокопористыми кругами. – М.: Машиностроение, 2007. 688с.

