Глубокое сверление — процесс не для слабых нервов. Особенно когда речь идёт о точности до десятых миллиметра на метрах глубины. Технология ВТА (она же STS — Single Tube System) считается золотым стандартом в этой области. Почему? Давайте разбираться без лишней воды.

Рис. 1. Принцип работы ВТА: СОЖ подаётся в зону резания, забирает стружку и транспортирует её через отверстие в стебле
Суть проста: охлаждающая жидкость под давлением поступает к режущим кромкам, захватывает стружку и выводит её через полость инструмента. Наружная подача, внутренний отвод — такая схема минимизирует риск заклинивания и перегрева. Работает? Ещё бы. Но дьявол, как всегда, в деталях.
Как работает система ВТА: схема подачи СОЖ
Принципы движения рабочей жидкости
Давление и расход — два кита, на которых держится стабильность процесса. Если СОЖ подаётся неравномерно, стружка начинает «гулять» по каналу, забивая его. Результат предсказуем: перегрев, вибрации, брак. Поэтому расчёт параметров потока — не формальность, а необходимость.
Маслоприемник герметизирует стык между деталью и направляющей втулкой. Это не просто «защита от брызг» — без герметичности давление падает, эффективность падает, качество падает. Цепочка очевидна.
Механика транспортировки стружки
Стружка должна быть транспортабельной. Слишком длинная — забьёт канал, слишком мелкая — создаст абразивную взвесь. Оптимальная форма достигается за счёт геометрии заточки и режима резания. Кстати, именно поэтому универсальных решений здесь не бывает: под каждый материал — свой подход.
Одностороннее резание: база для отверстий 5–60 мм
Конструктивные особенности
Сверла одностороннего резания — рабочая лошадка глубокого сверления. Диаметр от 5 до 60 мм, глубина до 250D и более. Казалось бы, просто. Но вариантов исполнения — десятки: разные хвостовики, схемы крепления пластин, расположение шпонок. Принципиальная схема едина, но нюансы решают.
| Диаметр, мм | Макс. глубина, D | Тип крепления пластины | Точность, мм/1000 мм |
|---|---|---|---|
| 5–12 | 200–250 | Напайная/механическая | 0,1–0,15 |
| 12–35 | 150–200 | Механическая | 0,08–0,12 |
| 35–60 | 100–150 | Механическая, многогранная | 0,1–0,2 |
Напайные пластины: надёжность до 35 мм
Геометрия, которая работает
Сверло с напайной пластиной (рис. 2) — классика жанра. При качественном изготовлении ресурс впечатляет. Режущее лезвие разделено на кромки N и T разной длины, расположенные под углом. Носик пластины смещён относительно оси на величину b ≈ 0,08d. Зачем? Чтобы обеспечить самоцентрирование и снизить радиальные нагрузки.
Направляющие шпонки — опорная и упорная — фиксируют положение инструмента в отверстии. Сила R, действующая в поперечном направлении, всегда ориентируется примерно посередине угла между шпонками. Это не случайность, а расчёт: минимальные уводы (до 0,1 мм на 1000 мм) достигаются именно так.
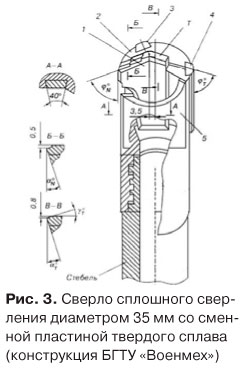
Рис. 2. Сверло с напайной пластиной: 1 — корпус, 3,4 — шпонки, 4 — твердосплавная пластина
Сменные резцы: точность без переточки
Преимущества быстрой замены
Сверло со сменной пластиной (рис. 3) — эволюция подхода. Резец в виде фигурной пластины с конусным хвостовиком вставляется в паз корпуса. Конус с наклонными гранями обеспечивает беззазорное соединение. Точность координации в радиальном направлении? Гарантирована.
Геометрия заточки продумана до мелочей: две режущие кромки с углами 25°, смещение вершины на 0,1d, наклонная фаска для отвода стружки, ступени на кромке N. Каждый параметр — ответ на конкретную задачу: прочность лезвия, устойчивость базирования, форма стружки, уровень вибраций.
Адаптация под разные материалы
Универсальность — не миф. Правильно подобранная геометрия позволяет работать с разными сталями, вязкостью СОЖ, режимами резания. Это серьёзно: один инструмент — несколько задач. Экономия времени и бюджета.
Кольцевое сверление: экономия материала
Принцип получения стержня
Однорезцовая головка кольцевого сверления (рис. 5) — решение для диаметров 45–56 мм. Вместо сплошного удаления материала вырезается кольцо, остаётся стержень. Зачем? Для экономии заготовки, получения двух деталей из одной, снижения нагрузки на инструмент.
Координация резца через шпонку, увеличенная ширина упорной направляющей, упругая направляющая на корпусе — всё это работает на предотвращение огранки. Жёсткость стебля рассчитана так, чтобы потери давления на трение не превышали 75–80% от входного значения.
| Диаметр отверстия, мм | Диаметр стержня, мм | Ширина реза, мм | Производительность, м/ч |
|---|---|---|---|
| 45–56 | 25–35 | 10–12 | 1,5–2,5 |
| 203 | 133 | 35 | 2,0–2,2 |
| 300+ | зависит от головки | до 50 | 1,8–3,0 |
Многолезвийные головки для диаметров 60+ мм
Распределение нагрузки между резцами
Двух- и трёхрезцовые сверла (рис. 6) — ответ на вызов больших диаметров. Разделение режущей кромки на части снижает нагрузку на каждый резец и направляющие. Стружка дробится по ширине, отводится стабильнее. Базирование остаётся определённым — это ключ к точности.
Двухрезцовое сверло с механическим креплением пластин: одна пластина треугольная, вторая — четырёхугольная со спецзаточкой. Три шпонки: две жёсткие, одна на упругом основании. Натяг в посадке обеспечивает устойчивость. Просто? Нет. Эффективно? Да.

Рис. 3. Исполнения сверл с механическим креплением пластин
Симметричная схема для кольцевого сверления
Двухрезцовое сверло неопределённого базирования (рис. 7) работает по методу деления подачи. Резцы симметричны, геометрия идентична. Быстрая замена, совместная заточка в оправке — удобство в эксплуатации. Четыре твёрдосплавные шпонки, центрирующие шейки, ленточная резьба — конструкция продумана до винта.
Результат: отверстия 65–130 мм, производительность по стали до 12–15 м/ч, скорость резания 120–150 м/мин, уводы до 0,5 мм на 1000 мм. Впечатляет? Ещё бы.
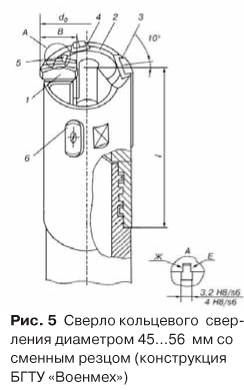
Рис. 4. Головка кольцевого сверления: координация резца, упорная и упругая направляющие
Наружный отвод стружки: когда это выгодно
Особенности работы с большими диаметрами
При диаметрах свыше 100–120 мм отвод стружки по зазору между отверстием и стеблем часто удобнее, чем через полость инструмента. Почему? Стебель делают максимально жёстким, значит, внутренний канал сужается. Логично.
Но есть нюанс: глубокие отверстия большого диаметра сверлят реже. Чаще используют трубы с готовым отверстием и переходят к растачиванию. Технология другая, требования другие. Это важно учитывать на этапе проектирования.
Трёхлезвийная корончатая головка
Головка для кольцевого сверления (рис. 8) делит ширину реза между тремя резцами, расположенными через 45°. Схема с определённым базированием: две жёсткие шпонки, одна подпружиненная. Пазы для отвода стружки в корпусе — внутренняя подача СОЖ, наружный вынос.
Пример: отверстие 203 мм, ширина реза 35 мм, стержень 133 мм. Производительность по сталям при 100–113 м/мин — 2–2,2 м/ч. Не рекорд, но стабильно.

Рис. 5. Двухрезцовое сверло: крепление пластин, система шпонок
Эжекторная технология: две трубы, один результат
Принцип работы системы DTS
Эжекторное сверление (DTS — Double Tube System) использует два стебля. СОЖ подаётся через зазор между трубами, стружка отсасывается по внутренней трубе за счёт струйного эжектора. Косые щели во внутренней трубе создают разрежение. Просто и эффективно.
Новые отечественные разработки предлагают вихревые и многоструйные эжекторы — производительнее классических щелевых. Это не маркетинг, а инженерия: больше поток, лучше отвод, выше стабильность.
Конструкции эжекторных сверл
Сверло с напайными пластинами (рис. 11а): три пластины в торце, несимметричное расположение, деление ширины реза. Две шпонки — опорная и боковая. Диапазон 18–65 мм, глубина до 100D (горизонтально), точность Н9, Ra = 2 мкм.
Сверло со сменными пластинами (рис. 11б): три неперетачиваемые пластины, механическое крепление, диапазон 25–65 мм. Сменность пластин и шпонок позволяет корректировать диаметр без замены корпуса. Удобно? Безусловно.
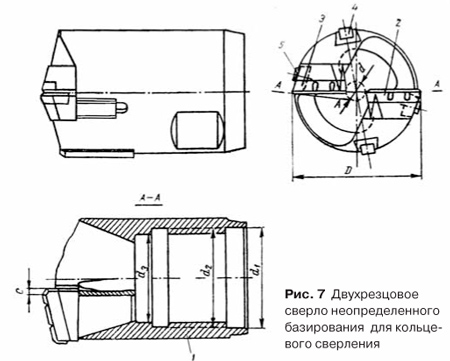
Рис. 6. Симметричная схема: два резца, четыре шпонки, центрирующие шейки
Сравнение типов инструмента ВТА
Критерии выбора под задачу
| Тип инструмента | Диаметр, мм | Глубина, D | Точность | Особенности |
|---|---|---|---|---|
| Одностороннее, напайная пластина | 5–35 | до 250 | H9, Ra 2 мкм | Надёжность, простота |
| Одностороннее, сменная пластина | 5–35 | до 200 | H9, Ra 1,6 мкм | Быстрая замена, универсальность |
| Кольцевое, однорезцовое | 45–56 | до 150 | H10 | Экономия заготовки |
| Многолезвийное, 60+ мм | 60–130 | до 100 | H10–H11 | Распределение нагрузки |
| Эжекторное | 18–65 | до 100 | H9–H10 | Две трубы, высокий отвод |
Практические рекомендации по выбору
Соответствие материалу и режимам
Не гонитесь за универсальностью. Сталь, чугун, нержавейка — у каждого материала свои требования к геометрии, покрытию, режимам. Сверло, которое «работает везде», часто не работает нигде идеально. Лучше подобрать под задачу.
Вязкость СОЖ, давление, расход — параметры, которые нельзя игнорировать. Даже лучший инструмент не спасёт, если рабочая жидкость подобрана неправильно. Это аксиома.
Обслуживание и ресурс
Регулярная проверка шпонок, чистка каналов, контроль износа пластин — залог стабильности. Профилактика дешевле ремонта. Особенно когда речь идёт о глубоких отверстиях, где брак означает потерю всей заготовки.
Сменные пластины экономят время, но требуют точной установки. Напайные — надёжнее, но переточка нужна чаще. Выбор за вами, но делайте его осознанно.
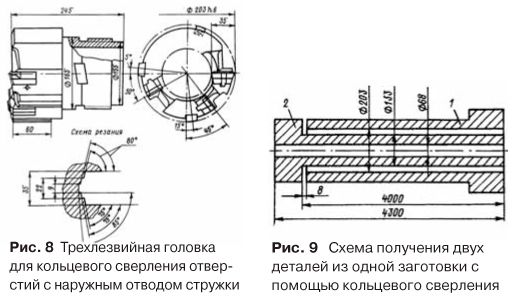
Рис. 7. Корончатая головка: пять резцов, пять шпонок, крепление к стеблю
Глубокое сверление — не магия, а инженерия. Понимание принципов, внимание к деталям, практика — вот что даёт результат. Инструмент ВТА предлагает решения под любые задачи. Главное — выбрать правильное.
П.П. Серебреницкий
Литература:
- Обработка глубоких отверстий/ Н. Ф. Уткин, Ю. И. Кижняев, С. К. Плужников и др.; Под общ. ред. Н. Ф. Уткина. – Л.: ЛО Машиностроение. 1988. – 269 стр.
- Сверление глубоких отверстий. П.П.Серебреницкий, журнал «РИТМ», 2009, № 9, стр.11…14.
- Оршанский инструментальный завод, каталог (www.orshiz.ucoz.ru), 2009 г.
- Н. Д. Троицкий. Глубокое сверление. Л., «Машиностроение», 1971, 178 стр.
- Прогрессивные инструменты для глубокого сверления отверстий диаметром 35...100 мм и результаты их применения в производстве деталей – валов. Б. А. Немцев, Ю. И. Кижняев, С. К. Плужников, «Металлообработка», 2006, № 1, стр. 8 … 11
- Фирма Botek (Германия), Каталог (www.botek.de), 2009
- ЗАО «СТ Групп», Каталог (www.stgroup.com), 2009
- ОАО «Сестрорецкий инструментальный завод», Каталог (www.sizprom.spb.ru ), 2009
- ОАО «Томский инструмент», Каталог (www.tiz.ru), 2009
- Фирма AB Sandvik Coromant, Каталог (www.sandvik.com), 2009.
- Фирма TaeguTeс, Каталог (www.taegutec.com), 2009
- Фирма GHRING, Каталог (www.guhring.com), 2009
- ОАО «Ласта инструмент», Каталог (www.lasta.ru), 2009
- Кирсанов С. В. , Гречишников В. А., Схиртладзе А. Г., Кокарев В. И. Инструменты для обработки отверстий. – : Машиностроение, 2003. 330 стр.

