Почему обработка отверстий — самая трудоемкая операция
Повышение эффективности машиностроительных производств, получение изделий мирового уровня качества и выше невозможно без внедрения новых конструкций инструмента и способов их реализации. Особенно это относится к обработке длинномерных изделий, и в первую очередь — тех, которые имеют прецизионные отверстия.

Рис. 1. Специализированный инструмент для обработки глубоких отверстий
При формообразовании поверхностей изделий машиностроения к ним предъявляются действительно высокие требования:
- ✓ Точность диаметральных размеров — 6…7 квалитет
- ✓ Отклонение геометрической формы — в пределах допуска на размер или его половины
- ✓ Отклонение от прямолинейности — 0,01…0,02 мм на погонный метр (а иногда и в пределах всей длины изделия, которая больше метра!)
- ✓ Шероховатость поверхности — Ra = 0,32…0,1 мкм
Впечатляет, правда? Такие требования заставляют искать принципиально новые подходы к обработке.
Технологические операции получения отверстий являются наиболее трудоемкими. Они основаны на процессах сверления, растачивания, зенкерования, развертывания и раскатывания. Как правило, обработка отверстий в длинномерных деталях ведется специальным инструментом на специальном оборудовании, обязательно снабженным высоконапорными насосными системами подачи смазочно-охлаждающей жидкости (СОЖ) с большими расходами.
Но и при обработке корпусных изделий при использовании многоцелевых станков с числовым программным управлением задача повышения производительности обработки отверстий также остается актуальной. Это факт.
Кольцевое сверление: почему это лучший выбор
Общая оценка схем сверления глубоких отверстий показывает, что во всех случаях использования технологий глубокого сверления предпочтение должно отдаваться схемам и принципам кольцевого сверления.
Ширина реза 15-20 мм: оптимальный параметр
Кольцевое сверление — сложный многофакторный процесс, при котором зависимости параметров не однозначно влияют на производительность и качество обработки. Введение обобщенной функции качества и оценка ее экстремального значения позволили установить величину оптимальной ширины реза при кольцевом сверлении.
Ширина реза — один из важнейших параметров, определяющих работоспособность инструмента, надежность процесса и его технико-экономические показатели. Экстремальная (максимальная) величина функции «желательности» определялась шириной реза 15…20 мм.
| Параметр | Значение | Обоснование |
|---|---|---|
| Ширина реза | 15…20 мм | Оптимальная производительность |
| Диаметр отверстия | 60 мм (пример) | Базовый типоразмер |
| Длина заготовки | 2000 мм | Длинномерная деталь |
| Диапазон унификации | 40…250 мм | Широкая номенклатура |
Правда, эта величина была получена для конкретного случая обработки, а именно, при кольцевом сверлении отверстия диаметром 60 мм в заготовке длиной 2000 мм. В рассматриваемом случае была поставлена задача унификации конструкций кольцевых сверлильных головок, что упрощало их изготовление и широкое использование.
С этой целью рассмотрена возможность принятия ширины реза единой и равной 15…20 мм для широкого диапазона диаметров от 40 мм до 250 мм. Одновременно был разработан вариант принципиально новой схемы базирования кольцевой сверлильной головки в процессе ее работы.
Конструкция сверлильных головок: пять принципов успеха
В разработанных конструкциях был принят вариант двухрезцовой, теоретически уравновешенной сверлильной головки с четырьмя твердосплавными направляющими, расположенными по окружности головки и раздвигаемыми от центрального клина с помощью втулочно-прорезной пружины, с наружным подводом СОЖ и внутренним отводом стружки.
Кроме того, для деления стружки по ширине передняя режущая кромка имела стружкоделительные уступы. В целом, кольцевое сверление выполнялось с распределением нагрузки между режущими кромками как деление толщины и ширины среза.
Основные принципы, положенные в разработку сверлильных головок для кольцевого сверления:
- → Теоретическая уравновешенность
- → Беззазорность при базировании инструмента направляющими элементами
- → Наличие элемента виброгашения колебаний
- → Калибрование обрабатываемой поверхности твердосплавными направляющими
- → Удержание головки на прямолинейной траектории
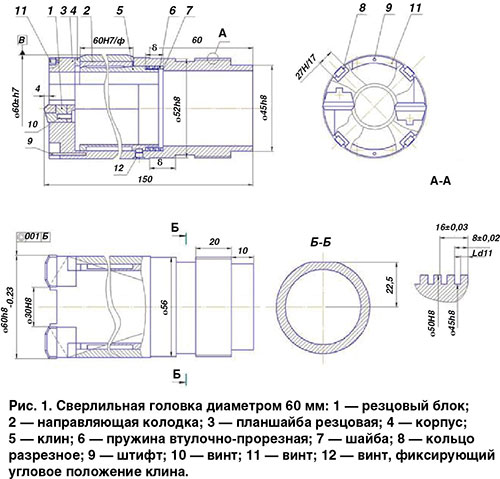
Рис. 2. Конструкция сверлильной головки диаметром 60 мм
Первый опытный вариант сверлильной головки был разработан на диаметр сверления 60 мм с шириной реза 15 мм, полученного как оптимальный.
Сверлильная головка состоит из корпуса, резцовой планшайбы, соединяемой с корпусом винтами и фиксируемой штифтами. В планшайбе крепятся два резцовых бока. Внутри корпуса расположены клин, втулочно-прорезная пружина и компенсирующие шайбы. С помощью сменных шайб производится регулирование усилия натяга на направляющих колодках, а также компенсация износа направляющих колодок по диаметру в процессе эксплуатации.
На правом конце корпуса головки выполнены две цилиндрические ленточки диаметром 52h8 и 45h8. Со стеблем головка соединяется двухзаходной прямоугольной резьбой. Блоки резцовые фиксируются шипами, входящими в пазы резцовой планшайбы.
Величина натяга по направляющим определяется по параметрам модели процесса. В данном случае она определена в среднем как 0,4 мм на диаметр.
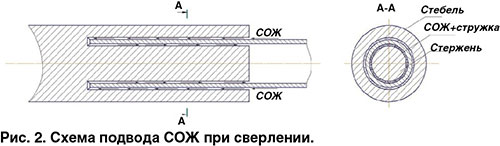
Рис. 3. Схема работы с наружным подводом СОЖ и внутренним отводом стружки
Сверлильная головка работает с наружным подводом СОЖ и внутренним отводом стружки. Предполагается, что образуемая при сверлении стружка является дробленой, хорошо удаляемой.
Широкие отводные каналы, выполненные в резцовой планшайбе, корпусе и клине, способствуют надежному отводу стружки. Ширина реза в головке принята в 15 мм. Диаметр образуемого стержня 30 мм, зазор между стеблем и стержнем — 5 мм. Резцовый блок выполнен напайным. Для смены резцовых блоков необходимо снимать резцовую планшайбу с корпуса головки.
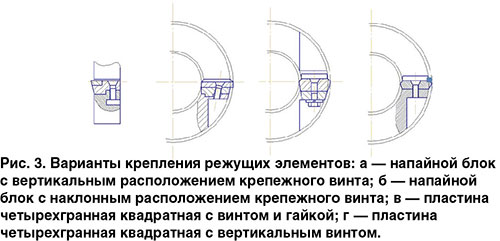
Рис. 4. Варианты установки и крепления режущих элементов
Новое оформление в конструкции и схеме кольцевого сверления (возможно также и сплошное сверление) направлено на снижение увода оси отверстия, повышение диаметральной точности и качества поверхности (снижение величин шероховатости поверхности), а также на повышение производительности обработки.
Расточной инструмент: от предварительной до чистовой обработки
Разработаны и внедрены процессы предварительного и чистового растачивания глубоких отверстий специальными раскатными головками.
Процессы и инструменты опробованы на широкой номенклатуре деталей и полностью обеспечили необходимые качественные характеристики отверстий при хорошей производительности процессов.
| Обрабатываемые диаметры (мм) | Материалы заготовок |
|---|---|
| 35, 38, 44, 57, 63, 80, 90 | Сталь 35, 40Х, 40ХН |
| 100, 125, 130, 140, 150 | 30ХГСА, 38ХМЮА |
| 160, 200, 207, 220 | 32ХН2 МЮА, 38ХН3 МФА, специальные чугуны |
В конструкции расточного инструмента заложен принцип двухрезцовой обработки. Резцовая головка теоретически уравновешенная, распределение нагрузки между резцами — деление толщины среза.
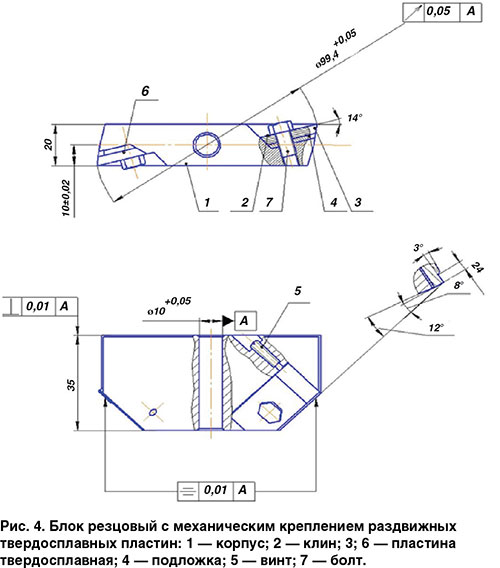
Рис. 5. Резцовый блок для растачивания
Конструкция резцового блока прошла апробацию на автоматических линиях по изготовлению гидроцилиндров диаметром 80| 100| 125 мм. Блок состоит из корпуса (материал сталь 40ХН ГОСТ4543–81, HRC 35..38), двух твердосплавных пластин, подложки, клина, регулировочных винтов и болтов.
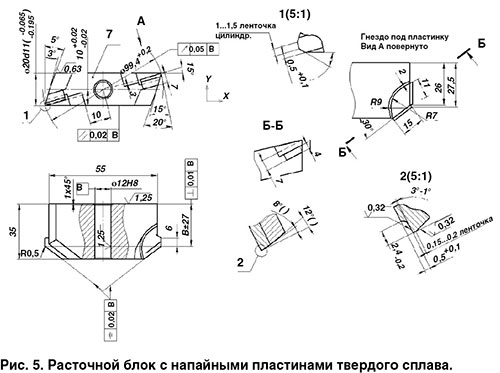
Рис. 6. Блок с напайными пластинами твердого сплава
Возможно использование и блока с напайными пластинами твердого сплава. Такой блок более жесткий и более прост в заточке.
Успешная работа предварительного растачивания зависит от используемой головки. Основными принципами разработки расточных головок были:
- ☑ Теоретически уравновешенная расточная головка (режущие кромки 2х резцов расположены смежно, в горизонтальной плоскости, проходящей через ось шпинделя станка)
- ☑ Беззазорность направляющих элементов (четыре направляющие — твердосплавные, расположены попарно под углом 45 градусов к горизонтальной плоскости)
- ☑ Наличие элемента виброгашения колебаний (собственных, вынужденных и автоколебаний)
- ☑ Исключение снятия металла концами направляющих
- ☑ Калибрование (выглаживание) обрабатываемой поверхности направляющими элементами
- ☑ Удержание головок на прямолинейной траектории в течение всего цикла обработки
- ☑ Исключение высокочастотных колебаний стебля в процессе растачивания
Плавающие пластины для идеальной поверхности
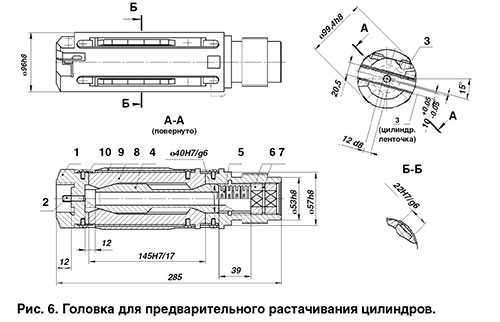
Рис. 7. Расточная головка с регулируемыми направляющими
При отладке процесса необходимо определить минимальное усилие на направляющих, обеспечивающее стабильность обработки и получение соответствующего качества изделий.
В конструкциях расточных головок и параметрах втулочно-прорезных пружин величина натяга по направляющим составляла 0,4…0,45 мм на диаметр, что было оптимально для получения высоких технико-экономических показателей при обработке. Величина натяга рассчитывается по применяемой модели процесса, режимам резания и физико-механическим характеристикам обрабатываемого материала.
Корпус головки включает все ее детали. На правом конце корпуса выполнены две цилиндрические шейки с точностью по h8 и двухзаходная прямоугольная резьба для соединения головки со стеблем. На левом конце корпуса имеется паз и запрессован ромбический палец, используемые для базирования резцового блока, который с помощью винтов неподвижно крепится в корпусе головки.
В центральном отверстии корпуса размещаются клин, силовая пружина, регулировочные винты и стопорная шайба. В четырех пазах корпуса располагаются колодки с направляющими. Величина радиального раздвижения ограничивается планками. Смазочно-охлаждающая жидкость подводится через центральное отверстие в деталях головки и наклонные отверстия в корпусе к режущим кромкам резцового блока, установленного в головке.
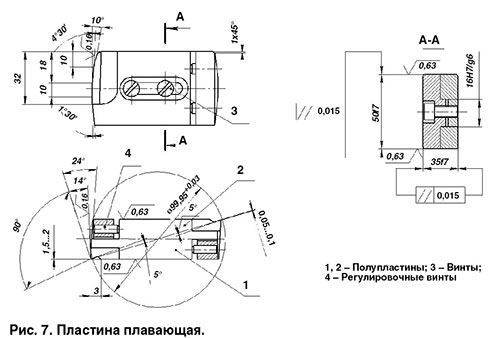
Рис. 8. Плавающая пластина для чистового растачивания
Чистовое растачивание отверстий ведется плавающими пластинами при использовании специальных головок.
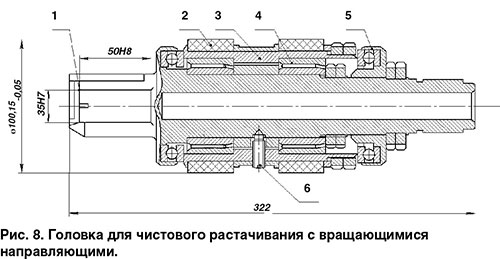
Рис. 9. Головка с вращающимися направляющими для снижения износа
Головка выполнена с вращающимися направляющими для снижения их износа. При этом уменьшается величина перемещения направляющих при обработке до длины отверстия заготовки вместо (lзаг/S0) при невращающихся направляющих.
Направляющие головки выполнены в виде двух колец из полиуретана (допускается изготовление и из маслостойкой мягкой резины). Кольца устанавливаются на обойме, которая базируется на двух радиальных игольчатых подшипниках и фиксируется двумя упорными подшипниками.
Пластина плавающая выполнена в виде двух полупластин, скрепленных винтами. Регулирование (раздвижение) пластин осуществляется винтами при ослабленных (отвернутых) винтах. После регулирования полупластины фиксируются снова винтами. На каждой полупластине припаяна пластина твердого сплава марки T15K6.
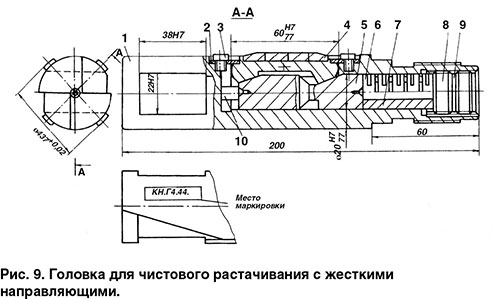
Рис. 10. Головка с жесткими не вращающимися направляющими
Головка расточная с жесткими не вращающимися направляющими целесообразна к использованию при обработке отверстий диаметром менее 80 мм.
Режимы резания: скорость, подача, производительность
Режимы резания, которые могут быть рекомендованы по результатам проведенных работ (при обработке сталей марок 30ХГСА| 38ХМЮА):
| Операция | Скорость резания (м/мин) | Подача (мм/об) | Глубина резания (мм) |
|---|---|---|---|
| Предварительное растачивание | 80…90 | 1…1,5 | 0,5…2 и более |
| Чистовое растачивание | 120 | 2,5…3 | 0,3…0,5 и более |
| Раскатывание | 60 | 0,45…0,5 | Натяг 0,03…0,04 мм |
Материал режущей части резцового блока и плавающей пластины — Т15 К6 или ТТ10 К8 Б. Материал направляющих элементов — ВК8.
Охлаждающая жидкость при всех видах обработки — МР3.
Так, при скорости резания 90 м/мин, при подаче 0,02 мм/об обеспечивается объемная производительность Q, см3/мин:
- ★ При сверлении отверстий диаметром 60 мм — 20 см3/мин
- ★ При сверлении отверстий диаметром 120 мм — 240 см3/мин
- ★ При сверлении отверстий диаметром 200 мм — 260 см3/мин
При этом расход подаваемой СОЖ для указанных диаметров находится в пределах 180…640 л/мин.
Раскатывание отверстий: упрочнение и финишная отделка
Инструмент для раскатывания используется с целью увеличения точности отверстия, уменьшения шероховатости и для определенного упрочнения обработанной поверхности. Для раскатывания могут использоваться жесткие роликовые раскатки.

Рис. 11. Раскатка, работающая на сжатие
У раскатки, работающей на сжатие, на правом конце корпуса имеются две цилиндрические шейки с точностью по h8, и прямоугольная двухзаходная резьба для соединения со стеблем. На левом конце — конусная втулка, термообработанная на HRC 58…63. По ней вращаются ролики, которые размещаются в сепараторе и фиксируются крышкой.
Раскатка сделана регулируемой. Перемещая сепаратор в осевом направлении, можно изменять диаметр по роликам. Это необходимо для настройки раскатки на размер и увеличения диаметра по роликам по мере их износа в процессе обработки.
В раскатке установлены два упорных подшипника. Пружина обеспечивает фиксацию положения сепаратора с роликами в рабочем положении. Усилие пружины регулируется стаканом. Рабочее положение сепаратора обеспечивается втулкой и контргайкой.
Смазочно-охлаждающая жидкость подводится через отверстия в оправке и сепараторе.
При обратном ходе раскатки происходит опускание роликов за счет перемещения их по конусной втулке при воздействии обработанного отверстия на торцы роликов (из-за упругости материала размер обработанного отверстия меньше диаметра раскатки по роликам). При этом дополнительно сжимается пружина.
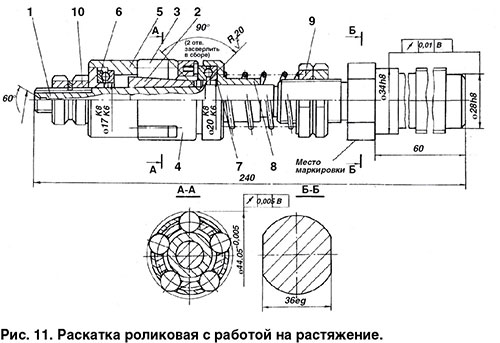
Рис. 12. Раскатка для работы на растяжение
Раскатка для работы на растяжение выполнена жесткой и регулируемой. Она состоит из оправки, на которую напрессована коническая втулка. По этой втулке вращаются ролики, установленные в сепараторе и закрытые крышкой. Сепаратор и крышка опираются на упорные подшипники. Пружина взводит ролики в рабочее положение.
Порядок выполнения операции раскатывания:
- → В стебель, пропущенный через заготовку, вворачивается раскатка
- → Обратным ходом ролики заводятся в отверстие заготовки на величину заборного конуса роликов
- → Включается подача охлаждающей жидкости
- → Включается вращение заготовки и подача (работа стебля на растяжение) головки
- → Движение подачи прекращают после выхода калибрующей части роликов за торец заготовки
Результаты внедрения: качество и конкурентоспособность
Рассмотрен полный спектр инструментов для обработки отверстий в длинномерных деталях: сверла, головки для предварительного и чистового растачивания, раскатки, исполненные на новых подходах к процессам:
- ✔ Обеспечение беззазорности базирования направляющих элементов
- ✔ Создание двухрезцового теоретически уравновешенного инструмента для операций кольцевого сверления отверстий
- ✔ Снижение влияния погрешностей технологического оснащения оборудования и обрабатываемых заготовок на требуемую траекторию движения режущих элементов инструмента
Внедрение инструмента и примененных на их базе технологий позволяет значительно повысить качество изделий, их эксплуатационные характеристики и технико-экономические показатели производства.
Возникает возможность унификации и стандартизации металлообрабатывающего и формообразующего инструмента для обработки глубоких отверстий.
Эксплуатация разработанных конструкций выявила конкурентоспособность инструмента в сравнении с продукцией зарубежных фирм. Это серьезно!
Намечены пути дальнейшего совершенствования конструкций металлообрабатывающего оборудования на базе новых подходов в разработке инструмента.
Скажу прямо: такие разработки — это именно то, что нужно российскому машиностроению для повышения конкурентоспособности на мировом рынке.
И. Ф. Звонцов, П. П. Серебреницкий, А. Ю. Товстыко
Литература:
- И. Ф. Звонцов| П. П. Серебреницкий и др. «Прогрессивная технология растачивания отверстий в трубах из непрецизионных заготовок», Металлобработка 2012 № 1 (67). С. 15–23
- И. Ф. Звонцов| П. П. Серебреницкий| А. Г. Схиртладзе| «Технологии сверления глубоких отверстий», — СПб: Издательство «Лань», 2013. 496 с.
- Н. Ф. Уткин| Ю. И. Кижняев| С. К. Плужников и др. «Обработка глубоких отверстий» Машиностроение. Ленингр. отд-ние, 1988–269 с.

