Современный рынок металлообработки диктует жесткие требования к скорости и точности раскроя листового проката. Выбор промышленного лазера для оптоволоконного лазерного станка сопряжен с риском переплаты за избыточную мощность или покупки оборудования с жесткостью станины ниже требуемой. В данном материале подробно разобраны физические основы работы волоконных излучателей, критерии подбора механики координатных столов и экономические модели внедрения станков в производство.
Физика оптоволоконного излучения и кинематика раскроя
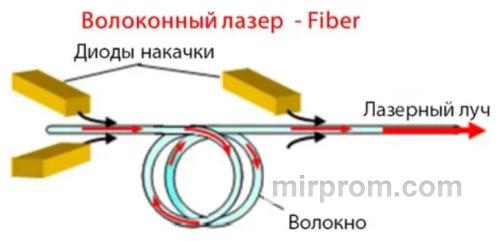
Как генерируется луч в твердотельной среде
Генерация светового потока в active среде современного лазера происходит внутри монолитного контура. Полупроводниковые диоды накачки посылают первичный импульс энергии в гибкий кварцевый световод. Поток света многократно усиливается без использования хрупких отражающих зеркал. Длина волны такого излучения составляет ровно 1,06 мкм. Данный параметр гарантирует идеальное поглощение энергии поверхностью большинства metalлов. Потери мощности при трансляции фотонов по оптоволокну полностью отсутствуют.
Энергетический КПД этой технологии достигает рекордных 30-40 процентов.
Из личной практики: на реальных объектах фиксируются случаи, когда пусконаладчики путают полярность подключения диодных модулей или забывают снять защитную пленку с коллиматора. Это мгновенно выжигает оптический тракт.
Для стабильной передачи сигналов управления в стойку ЧПУ без помех инженеры используют оригинальные, защищенные от наводок силовых трансформаторов. Такая коммутация исключает сбои при позиционировании лазерной головы.
Технические параметры координатных столов и лазерных головок
Выбор приводной механики и систем фокусировки
Линейные направляющие координатного стола станка отвечают за итоговую геометрическую точность деталей. Тяжелая цельносварная станина эффективно гасит возникающие при инерции вибрации портала. Косозубая передача в связке с сервомотором обеспечивает стабильное ускорение рабочих узлов. Для резки тонкого листа критически важна высокая скорость раскроя. Фокусное расстояние на лазерной голове настраивается автоматически под каждый тип проката. Емкостный датчик непрерывно контролирует зазор между соплом и металлом.
Смещение фокуса всего на полмиллиметра приводит к катастрофическому ухудшению геометрии.
Листайте таблицу вправо ↔️
| Марка оборудования | Линейный шаг по осям X/Y, мм | Максимальное ускорение портала, G | Диаметр жилы под микрометр (Контроль ТХ) |
| Модель KLM-1530 | 0,02 | 1,0 | 0,05 |
| Модель LCM-3015 AIO | 0,01 | 1,5 | 0,03 |
Примечание: значения указаны для стандартных условий резки углеродистой стали толщиной до 10 мм с использованием кислорода.

Демонстрация перемещения тяжелого стального портала по линейным направляющим на максимальной скорости холостого хода.
Градации мощностей излучателя RAYCUS под разные толщины
Подбор киловатт под производственные задачи цеха
Подбор параметров тока лазерного диода определяет максимальные технологические возможности оборудования. Заводские источники RAYCUS мощностью 1500W уверенно справляются с нержавеющей сталью до 4-5 мм. Аппараты на 3000W и 6000W предназначены для толстого черного проката. Флагманские блоки на 12000W легко кроят плиты толщиной реза до 40 мм. Тонкий лист углеродистой стали обрабатывают в среде азота под высоким давлением. Кислород используют как катализатор горения при раскрое толстостенных заготовок. Очищенный вспомогательный газ выдувает шлак и исключает нагар.
Регулярное обслуживание оптики продлевает жизненный цикл дорогостоящего оборудования в два раза.

Варианты реализации и финансовый аудит проекта
Самостоятельный монтаж и законная экономия
Сборка промышленного станка своими руками экономит до трети общего бюджета. Инженер может отдельно приобрести координатный стол и волоконный источник. Жесткую раму варят по заводским чертежам из толстостенного швеллера. Самостоятельная юстировка оптических компонентов без опыта часто приводит к фатальным ошибкам. Официальная гарантия производителя при таком подходе аннулируется автоматически.
Кустарный монтаж отнимает слишком много времени у владельца бизнеса.
Привлечение частного мастера и контроль качества
Опытный наладчик со стороны соберет готовый машинокомплект за несколько рабочих смен. Специалист выставит геометрию направляющих по прецизионному лазерному уровню. Настройка параметров ЧПУ под разные типы газов требует специфических профессиональных знаний. Найти толкового фрилансера для оперативного ремонта в период простоя очень сложно. Запчасти для ремонта придется заказывать и ждать самостоятельно.
Частный мастер не несет юридической ответственности за скрытые дефекты.
Делегирование профильной компании под ключ
Покупка готового промышленного комплекса KRASTOOL гарантирует запуск производства за два дня. Сервисная служба бренда выполнит весь комплекс пусконаладочных работ. Операторы пройдут обязательное обучение регламентам ежедневного обслуживания лазерной головы. Полноценная официальная гарантия защищает бизнес от любых технических рисков. Покупатель получает готовые технологические карты под любые сплавы.
Для оперативного подбора расходных материалов используйте онлайн-каталог оборудования KRASTOOL mirprom.com, который оперативно обновляется под текущие запросы цехов.
Часто задаваемые вопросы (FAQ)
Какие параметры резки или методы постобработки устраняют грат на кромке?
Удаление окалины и облоя после лазерного раскроя требует оптимизации давления газа. Снижение скорости прохода луча и точная корректировка положения фокуса убирают наплывы. Готовые детали с дефектами зачищают ручным шлифовальным инструментом.
Почему падает мощность луча при непрерывной работе?
Деградация диодных модулей промышленного лазера происходит из-за хронического перегрева элементов. Загрязнение защитного кварцевого стекла пылью снижает пропускную способность оптической головки. Своевременная замена хладагента в чиллере решает эту проблему.

