Как работает заклепочная гайка: простой принцип
Заклепочная гайка — это не просто «гайка с изюминкой». Тонкостенная резьбовая втулка с головкой, которая превращает обычное отверстие в надёжное резьбовое соединение. Без сварки, без доступа с двух сторон. Просто, эффективно, проверено.
Как это работает? Втулку ставят в отверстие листа, вкручивают хвостовик инструмента, тянут — и под осевым усилием тело втулки деформируется. Формируется замыкающая головка, лист притягивается, стенки втулки расплющиваются до плотного контакта. Инструмент выкручивается — готово. Процесс напоминает клёпку, только быстрее и чище.
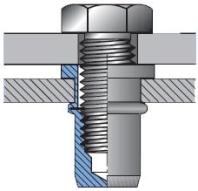 Рис. 1 Заклепочная гайка
Рис. 1 Заклепочная гайка 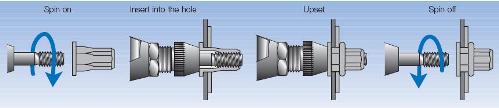 Рис. 2 Установка заклепочной гайки
Рис. 2 Установка заклепочной гайки
А теперь — важный момент. Заклепочные гайки решают задачу, которую не всегда могут приварные или развальцовываемые аналоги: резьбовое соединение при одностороннем подходе. Закрытые профили, квадратные трубы, приварные швеллера — везде, где нет доступа с обратной стороны. Глухие гайки ещё и герметичность обеспечивают.
Но есть нюансы. Головка выступает над поверхностью — это может мешать. Стоимость выше, чем у простых гаек. И отверстие нужно точнее: допуск обычно 0…+0,1 мм. Впрочем, для ответственных узлов это не проблема, а стандарт.
Сравнение с приварными гайками: в чём выгода
Термическое воздействие при сварке — это поводки металла, изменение структуры, риск коррозии в зоне шва. Заклепочные гайки монтируются «на холодную». Плюс — антикоррозионное покрытие уже нанесено (чаще всего цинковое хроматирование). Приварные гайки с покрытием? При сварке выделяются вредные вещества, поэтому их чаще поставляют без защиты.
Вывод простой: если нет жёстких требований к минимальному выступу — заклепочная гайка выигрывает по совокупности факторов.
Головки и стержни: какой вариант выбрать
Головка заклепочной гайки — это не просто «крышка». От её формы зависит, насколько плотно приляжет деталь, нужна ли зенковка, выдержит ли соединение нагрузку.
 а) плоская
а) плоская 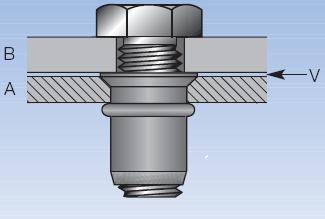 б) потайная
б) потайная 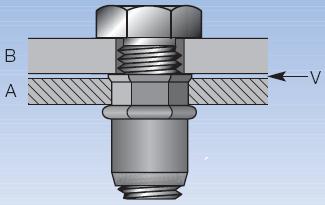 в) потайная уменьшенная
в) потайная уменьшенная 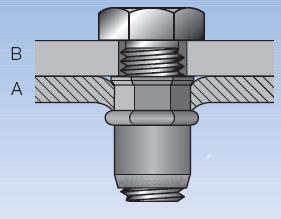 г) податливые листы Рис. 3 Головки заклепочных гаек
г) податливые листы Рис. 3 Головки заклепочных гаек
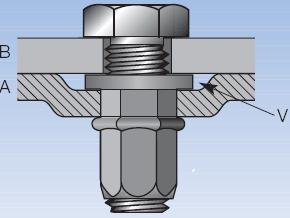
Плоская головка — самый простой и распространённый вариант. Отверстие не требует зенковки. Но полный контакт между деталями возможен только если предусмотреть обход головки (подштамповка листа, например).
Потайная головка уменьшает зазор, но требует зенковки. Производители рекомендуют всё же обеспечить контакт головки с деталью (зазор V>0) — это надёжнее.
Уменьшенная потайная — интересный компромисс: зенковка не обязательна, зазор минимален. Но есть ограничения: неточное отверстие, мягкие материалы, опрокидывающий момент — в этих случаях лучше выбрать другой вариант.
Формы стержней: гладкий, с насечкой, шестигранный
Стержень заклепочной гайки — это то, что держит её в отверстии. И здесь есть выбор.
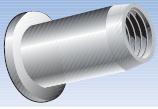 а) гладкий цилиндрический
а) гладкий цилиндрический  б) цилиндрический с насечкой
б) цилиндрический с насечкой  в) шестигранный
в) шестигранный 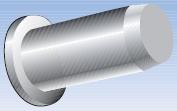 г) глухой Рис. 4 Стержни заклепочных гаек
г) глухой Рис. 4 Стержни заклепочных гаек
Гладкий цилиндрический — самый простой в монтаже: отверстие сделать легко. Но производители рекомендуют насечку: при осадке рифли врезаются в стенки, крутящий момент срыва растёт. Для мягких материалов (пластик, алюминий) насечка — обязательна.
Шестигранный стержень — для особо ответственных узлов. Устойчив к провороту на 100%. Но отверстие под него — шестигранное — сделать сложнее. Тут нужен баланс между надёжностью и технологичностью.
Глухой конец (рис. 4, г) — для герметичных сосудов: баки, ресиверы. Важно: винт не должен упираться в дно гайки.
Нагрузки и моменты: цифры, которые важны
Заклепочные гайки выпускают из стали, нержавейки, алюминия, латуни. Размеры — от М4 до М14. Резьба — поле допуска 6H. Толщина листа — 0,5…11 мм. Но главное — допускаемые нагрузки.
Для стальных и нержавеющих гаек момент затяжки соответствует болтам класса 8.8. Алюминиевые и латунные — слабее. При осевой нагрузке нужно проверять усилие отрыва.
| Диаметр | Крутящий момент, Нм | Усилие отрыва, Н | Усилие сдвига, Н | |||
| резьбы | Сталь | Алюминий | Сталь | Алюминий | Сталь | Алюминий |
| М3 | 1,2 | 0,7 | 4000 | 2500 | 1500 | 800 |
| М4 | 3 | 2 | 6800 | 4000 | 2200 | 1000 |
| М5 | 6 | 4 | 10000 | 5500 | 3300 | 1300 |
| М6 | 10 | 6 | 15000 | 8300 | 4400 | 2000 |
| М8 | 25 | 15 | 27000 | 13000 | 5200 | 3600 |
| М10 | 48 | 27 | 37000 | 20000 | 7000 | 5000 |
| М12 | 81 | 45 | 54000 | 28000 | 11000 | 9000 |
Таблица 1 Допускаемые нагрузки на заклепочные гайки
Точность отверстия — критична. Допуск 0…+0,1 мм (11–12 квалитет). При больших допусках — консультируйтесь с производителем. Увеличенный диаметр можно скомпенсировать большей осадкой стержня — инструмент позволяет регулировать этот параметр.
Клепальные гайки: когда головка не нужна
Клепальная гайка — это резьбовая втулка с головкой и клепальным стержнем. Зубчатая насечка на торце, обратный конус на стержне. Гайку ставят в отверстие, прикладывают осевое усилие пуансоном — зубья врезаются в металл, лист затекает под конус. Неразъёмное соединение готово.
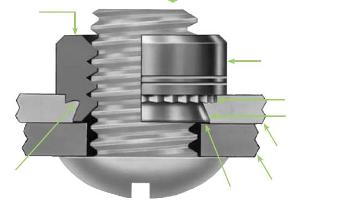 а) конструкция гайки
а) конструкция гайки 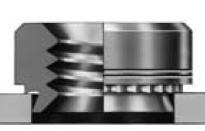 б) исходная установка
б) исходная установка  в) расклепывание Рис. 6 Клепальная гайка
в) расклепывание Рис. 6 Клепальная гайка
Преимущества? Головка не выступает — конструкция компактнее. Производительность монтажа выше, чем у заклепочных и приварных гаек. Но есть и ограничения: усилие отрыва меньше, требования к отверстию жёстче, нужен пресс, доступ с двух сторон. И минимальная толщина листа — для каждого размера своя.
Разновидности клепальных гаек
Производители предлагают варианты под разные задачи.
 а) цилиндрическая
а) цилиндрическая  б) уменьшенная самоконтрящаяся
б) уменьшенная самоконтрящаяся 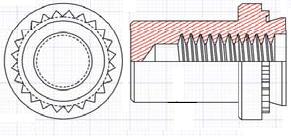 в) глухая
в) глухая 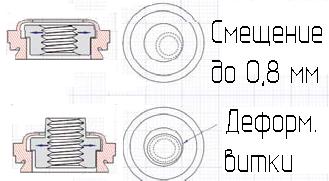 г) плавающая
г) плавающая 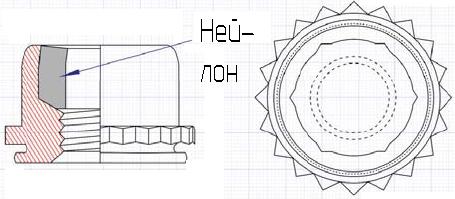 д) самоконтрящаяся Рис. 7 Виды клепальных гаек
д) самоконтрящаяся Рис. 7 Виды клепальных гаек
Цилиндрическая — база. Уменьшенная с функцией стопорения — для вибрационных нагрузок. Глухая — для герметичных узлов. Плавающая — когда позиционные допуски отверстий «гуляют» (смещение до 0,8 мм). С нейлоновой вставкой — самоконтрящаяся, не требует дополнительного фиксатора.
| Диаметр | Крутящий момент, Нм | Усилие отрыва, Н | Усилие клепания, кН | |||
| резьбы | Сталь | Алюминий | Сталь | Алюминий | Сталь | Алюминий |
| М2 | 1,7 | 1,13 | 550 | 400 | 11,2…15,6 | 6,7…8,9 |
| М3 | 1,7 | 1,13 | 550 | 400 | 11,2…15,6 | 6,7…8,9 |
| М3,5 | 2,3 | 1,92 | 570 | 400 | 13,4…26,7 | 11,2…13,5 |
| М4 | 4 | 2,6 | 645 | 470 | 18…27 | 11,2…13,4 |
| М5 | 4,5 | 3,6 | 800 | 480 | 18…38 | 11,2…15,6 |
| М6 | 17 | 10,2 | 1760 | 1580 | 27…36 | 18-32 |
| М8 | 18,7 | 13,6 | 1870 | 1570 | 27…36 | 18-32 |
| М10 | 36,2 | 32,7 | 2020 | 1760 | 32…50 | 22…36 |
Таблица 2 Допускаемые нагрузки на клепальные гайки
Точность отверстия — ещё жёстче: 0…+0,08 мм (~11 квалитет). После выбора производителя — обязательно проверяйте конструкцию на прочность. Цифры в таблице — ориентир, а не догма.
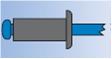
Стержневые заклепки: монтаж с одной стороны
Стержневая заклепка — это полая втулка с закладной головкой и вытяжным стержнем внутри. На стержне — концентратор напряжений. Принцип работы: вставили в отверстие, захватили хвостовик инструментом, потянули — втулка деформируется, стержень формирует замыкающую головку и отрывается по тонкому месту. Готово.
 Рис. 9 Стержневая заклепка
Рис. 9 Стержневая заклепка  а) исходное состояние
а) исходное состояние  б) осадка стержня
б) осадка стержня  в) формирование головки Рис. 10 Установка стержневой заклепки
в) формирование головки Рис. 10 Установка стержневой заклепки
Главное преимущество — монтаж с одной стороны. Замкнутые полости, сложные узлы — там, где обычную заклепку не поставить. Один типоразмер — разные толщины листов. Производительность выше. Но: нужен специнструмент, стоимость выше, остаются отходы (оборванные стержни).
Стандарты и типоразмеры
Стержневые заклепки стандартизованы. Раньше — DIN 7337, сейчас — комплекс EN ISO: 14588, 14589, 15975–15984, 16582, 16583. Производители иногда расширяют ряд: нестандартные длины, например.
 а) плоская
а) плоская  б) плоская увеличенная
б) плоская увеличенная  в) плоская большая
в) плоская большая  г) потайная Рис. 11 Головки стержневых заклепок
г) потайная Рис. 11 Головки стержневых заклепок
Формы головок: плоская круглая (форма A), увеличенная, большая, потайная (форма B). Выбор зависит от требований к внешнему виду и нагрузке.
 а) с закрытым концом
а) с закрытым концом 
 б) для глухих отверстий Рис. 12 Стержневые заклепки специальных конструкций
б) для глухих отверстий Рис. 12 Стержневые заклепки специальных конструкций
Открытый и закрытый конец — для герметичных сосудов. Рифленый стержень — для мягких материалов (дерево, пластик): при вытяжке головка врезается в стенки отверстия.
| Диаметр заклепки d, мм | Диаметр отверстия d1, мм | Длины заклепок l, мм |
| 2,4 | 2,5…2,6 | 4; 6; 8; 10; 12 |
| 3,0 | 3,1…3,2 | 4; 6; 8; 10; 12; 16; 20; 25 |
| 3,2 | 3,3…3,4 | 4; 6; 8; 10; 12; 16; 20; 25 |
| 4,0 | 4,1…4,2 | 6; 8; 10; 12; 16; 20; 25 |
| 4,8 | 4,9…5,0 | 6; 8; 10; 12; 16; 20; 25; 30 |
| 5,0 | 5,1…5,2 | 6; 8; 10; 12; 16; 20; 25; 30 |
| 6,0 | 6,1…6,2 | 8; 10; 12; 16; 20; 25; 30 |
| 6,4 | 6,5…6,6 | 12; 16; 20; 25; 30 |
Таблица 3 Геометрические размеры стержневых заклепок
Материалы и защита от коррозии
Материалы: алюминиевые сплавы (классы L и H по прочности), углеродистая сталь с цинком, нержавейка, медь, бронза, медно-никелевый сплав. Тело и стержень могут быть из одного материала или разных.
Популярные комбинации: алюминий/сталь, алюминий/нержавейка, сталь/сталь, нержавейка/нержавейка, медь/сталь. Выбор — по прочности и коррозионной стойкости.
| d, мм | На срез, Н (не менее) | На разрыв, Н (не менее) | Разрыв стержня, Н (не более) | ||||||
| Al/Сталь | Сталь/Сталь | Нерж/Нерж | Al/Сталь | Сталь/Сталь | Нерж | Al/Сталь | Сталь/Сталь | Нерж/Нерж | |
| 2,4 | 350 | 650 | - | 550 | 700 | - | 2000 | 2000 | - |
| 3,0 | 550 | 950 | 1800 | 850 | 1100 | 2200 | 3000 | 3200 | 4100 |
| 3,2 | 750 | 1100 | 1900 | 1100 | 1200 | 2500 | 3500 | 4000 | 4500 |
| 4,0 | 1250 | 1700 | 2700 | 1800 | 2200 | 3500 | 5000 | 5800 | 6500 |
| 4,8 | 1850 | 2900 | 4000 | 2600 | 3100 | 5000 | 6500 | 7500 | 8500 |
| 5,0 | 2150 | 3100 | 4700 | 3100 | 4000 | 5800 | 6500 | 8000 | 9500 |
| 6,0 | 3200 | 4300 | - | 4600 | 4800 | - | 9000 | 12500 | - |
| 6,4 | 3400 | 4900 | - | 4850 | 5700 | - | 11000 | 13000 | - |
Таблица 4 Прочностные свойства стержневых заклепок
Защита от коррозии: стальные заклепки — гальваническое цинковое покрытие (≥5 мкм). Для агрессивных сред — медь, алюминий, нержавейка. Важно: проверяйте данные производителя, короткие заклепки могут соответствовать стандарту, а длинные — нет.
Инструменты: от ручных до стационарных
Все производители клепального крепежа предлагают и инструмент. Выбор — по объёму и месту работ.
 а) ручной
а) ручной  б) механизированный
б) механизированный 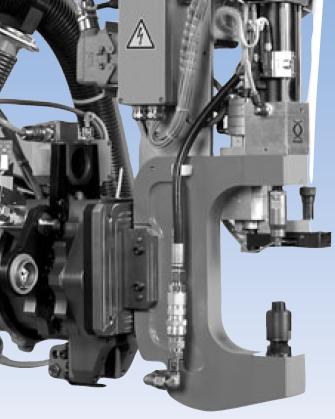 в) стационарная установка Рис. 13 Клепальный инструмент
в) стационарная установка Рис. 13 Клепальный инструмент
Ручной — для мелких работ, выездного обслуживания. Механизированный — баланс скорости и мобильности. Стационарный — для конвейера, больших серий. Инструмент регулирует осадку — это важно для компенсации допусков отверстия.
Клёпка когда-то была основным способом соединения листов. Сварка вытеснила её — быстрее, прочнее. Но новые виды крепежа — заклепочные и клепальные гайки, стержневые заклепки — возвращают клёпку в игру. Точные технологии позволили создать то, чего не было раньше. И вспоминаются слова Лампедузы: «Всё должно измениться, чтобы всё осталось по-старому». Только теперь — с новыми возможностями.

