Проблемы традиционных методов упрочнения в транспортном машиностроении
К деталям транспортного машиностроения предъявляются высокие требования по эксплуатационному ресурсу, снижению веса и утонению стенок. Детали подвергаются большим контактным нагрузкам, механическому и циклическому воздействию.
Традиционно для обеспечения их работоспособности применяются технологии ТВЧ (токи высокой частоты), химико-термическая обработка покрытия. Однако современные требования к эксплуатационной надежности и технологичности операций изготовления деталей и их упрочнение диктуют необходимость применения новых технологий.
Одна из них – лазерное упрочнение с получением в поверхностном слое необходимых структур при неизменности свойств основного материала. Преимуществами лазерного метода является:
- Возможность регламентирования толщины и свойств упрочненного слоя
- Минимальные поводки (деформации)
- Возможность обработки тонкостенных и труднодоступных участков
- Возможность упрочнения практически готовых деталей
До недавнего времени внедрение лазерного упрочнения тормозилось из-за отсутствия надежной лазерной техники. Сейчас – из-за нерешенности целого ряда вопросов.
Например:
- Какой должна быть глубина упрочнения поверхностей трения для достижения необходимой работоспособности деталей?
- Какая должна быть глубина упрочнения, чтобы не было охрупчивания рабочей стенки?
- Какова должна быть структура зоны упрочнения, чтобы на поверхности появился однородный упрочненный слой с предсказуемыми свойствами?
Решению этих вопросов и посвящена данная работа. Целью ее является регламентация не только режимов, но и толщины упрочненного слоя в зависимости от нагрузки на трущиеся пары трения, от механических нагрузок на рабочую стенку детали.
Оборудование и методика лазерной обработки
Для получения поверхностных мелкодисперсных слоев использовали лазеры МТЛ-2,5, Комета-2, ЛТ-1-2, волоконный лазер ЛС-2.
Вариооптические системы для обработки внутренних поверхностей
Фокусирование на мишени для газовых лазеров производилось с помощью медных зеркал и линзы из селенида цинка. Для волоконного лазера производилось с помощью вариооптической головки VF-002, позволяющей регулировать оптическую систему за счет изменения взаимных расстояний оптических элементов.
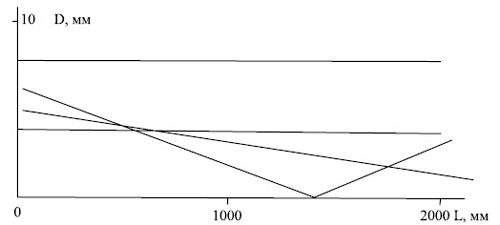
Рис. 1. Изменение пятна лазера в зависимости от расстояния до мишени. Возможны варианты упрочнения пучком различного диаметра луча лазера
На рисунке представлено изменение пятна луча лазера в зависимости от расстояния до мишени. Видно, что, меняя расстояния с помощью вариоголовки, можно добиться большой глубины фокуса. Становится возможным обработка внутренних поверхностей деталей на глубине до 450 мм.
Новая головка существенно расширяет возможности и применение лазерного упрочнения. Это серьезно.
В качестве материала основы использовали углеродистые, низколегированные, хромистые стали.
Исследование металлографии производилось на приборе Неофот 21 при увеличении 1000х, электронной микроскопии при увеличении ×3000-10000. Рентгеноструктурный анализ проводился на установке ДРОН-3. Механические свойства испытывались на растяжение, изгиб. Исследования антифрикционных свойств осуществлялись на стендах и в производственных условиях при различных условиях работы в сравнении со штатными.
Определение оптимальной глубины упрочненного слоя
Часто при замене ТВЧ на лазерное упрочнение сталкиваемся с требованиями чертежа, позволяющими упрочнять на толщину 3-8 мм. Насколько они объективны?
Дело в том, что для многих деталей, подвергаемых упрочнению, его глубина не регламентируется условиями работы деталей, их механическими нагрузками, характером трения. Она продиктована самой возможностью провести упрочнение на данную глубину. Токами высокой частоты невозможно получить упрочненный слой 1 мм или менее.
Поэтому встает первоочередной вопрос: какую глубину упрочнения необходимо реализовать для получения высоких триботехнических свойств.
Модель трения и расчет напряжений
Для определения необходимой глубины лазерного упрочнения рассмотрена и создана своя модель трения, которая позволяет определить напряжения в поверхностном слое. Они в свою очередь влияют на работоспособность пар трения с поверхностным модифицированием.
Напряженное состояние – важный фактор, определяющий работоспособность материала. Поэтому целесообразна расчетная оценка напряжений в приповерхностных слоях, определение глубины залегания высоких контактных напряжений и их сопоставление с экспериментальными данными по работоспособности пар трения.
За основу модели был принят принцип Белидора при условии, что поверхности касания прилегают друг к другу лишь в точках касания. Касание предлагаемой модели считается как моментальное дискретное, но непрерывно заполняющее весь промежуток времени. Обе соприкасающиеся поверхности контакта представлены в виде совокупности полусфер. При этом все сферы равновеликие и имеют радиус, соответствующий шероховатости Rz.
Расчет напряжений производился с использованием теории Герца для стационарного нагружения. При этом определяется степенная зависимость напряжений от z и линейная зависимость радиуса упругого контакта от Rz.
Как видно из формулы, глубина напряженного состояния вблизи контакта зависит от нагрузок и шероховатости поверхности трения. Сопоставляя напряжения и глубину их залегания с распределением микротвердости данного упрочнения, можно определить, будут ли при данной нагрузке работать пары трения.
Если область высоких контактных нагрузок попадает в область снижения микротвердости, то пары работать не будут. Если область контактных нагрузок полностью и с запасом перекрыта упрочненным слоем, то такие пары будут работоспособны.
Проверка многих упрочненных пар трения показала жизненность данного подхода для определения их работоспособности не только с лазерным упрочнением, но и с химико-термической обработкой, покрытиями и т.д.
Как показали расчеты, подтвержденные практикой, глубина залегания невысока и не превышает 1 мм для очень многих случаев реальных поверхностей и условий трения деталей машиностроения.
Ограничения по охрупчиванию деталей
Но глубина упрочнения деталей ограничена не только снизу. Важно, чтобы упрочнение не привело к охрупчиванию всей детали в целом.
Для большинства сталей соотношение глубины упрочнения к толщине рабочей стенки не должно превышать 0,3. Иначе потеря деформационной способности может обернуться хрупким разрушением всей детали при нагрузке ее высокими механическими напряжениями.
| Параметр | Рекомендуемое значение | Обоснование |
|---|---|---|
| Минимальная глубина упрочнения | До 1 мм | Достаточна для большинства пар трения |
| Максимальное соотношение глубины к толщине стенки | 0,3 | Предотвращение охрупчивания |
| Глубина залегания контактных напряжений | Не более 1 мм | Подтверждено практикой |
Требования к структуре поверхностного слоя
Способность выдерживать высокие циклические нагрузки предъявляет к структуре поверхностного слоя особые требования. Структура должна обладать однородностью.
В противном случае в зонах с пониженной твердостью и при увеличенном содержании остаточного аустенита в результате термических напряжений могут образовываться зоны с растягивающими напряжениями. Что приводит к снижению, как показали исследования, предела выносливости на 80 МПа.
Получение таких структур возможно только при выравнивании в аустенитном состоянии химического состава упрочненного слоя за счет термодиффузионных процессов, растворения карбидов металлов в аустенитном состоянии.
В противном случае поверхностный слой будет изобиловать как колебанием содержания углерода по телу зерна, так и колебанием микротвердости поверхностного слоя. Что также негативно сказывается на усталостных характеристиках материала с лазерным упрочнением.
Исследование комплекса таких параметров, как химический состав, исходная структура и размер зерна в зависимости от кинетики неизотермических диффузионных процессов лазерного воздействия без оплавления позволило определить условия получения поверхностного слоя с высокой твердостью и гомогенизированной структурой заданной глубины.
Проведенные исследования показали, что для получения однородной мартенситной структуры поверхностного слоя время модифицирования может быть определено по соответствующему соотношению.
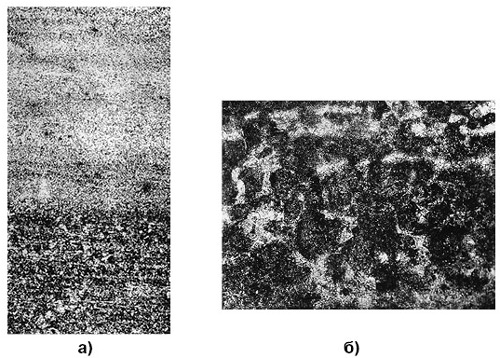
Рис. 2. Микроструктура стали 40Х, обработанная с учетом диффузионного выравнивания (а) и без последнего (б)
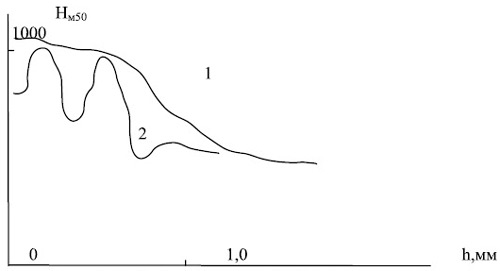
Рис. 3. Распределение микротвердости для выровненного (1) и не выровненного (2) по химическому составу упрочненного слоя
На рисунках приведена микроструктура поверхностного слоя стали 40Х после лазерного упрочнения на различных режимах. Видна существенная разница и в структуре, и в твердости поверхностного слоя.
Сравнение различных типов лазеров для упрочнения
Для упрочнения без оплавления поверхности необходимо получить пологое распределение плотности мощности в пятне. Как уже сообщалось, для волоконных лазеров такое распределение можно получить за счет применения специальных линз.
Последние исследования показали, что при длительной работе оптическая сила элементов может увеличиваться в связи с термонагревом линз. Что может ухудшить распределение плотности мощности излучения. Поэтому особое внимание стоит обращать на качество применяемых оптических элементов и проверять их перед обработкой на стабильность характеристик.
Для многомодового излучателя СО₂-лазера МТЛ-2 проблем с распределением меньше. Но, к сожалению, возникает много других чисто эксплуатационных проблем.
Сравнивая различные типы лазеров, с которыми приходилось иметь дело при лазерной закалке, можно поделиться опытом по достижению максимальной глубины упрочненного слоя при мощности излучения до 2 кВт.
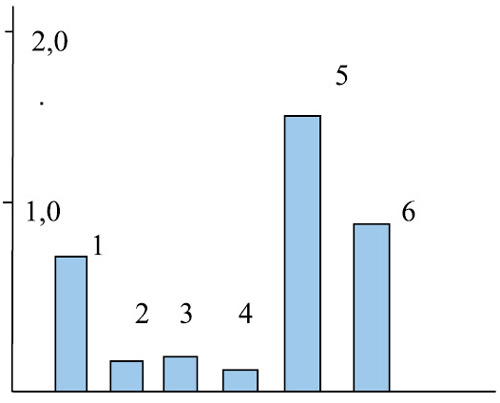
Рис. 4. Максимальные глубины лазерного термического упрочнения различными типами лазеров
Из диаграммы видно, что газовые лазеры с поперечной или продольной накачкой не могут достичь значений более 700 мкм. В отличие от диффузионного лазера МТЛ-2, глубина упрочнения которого достигает 1,3 мм на мощности 1,6 кВт.
На этом фоне применение волоконных лазеров выглядит достойно. Но только после обработки излучения в вариоголовке, снабженной аберационной линзой, которая снижает степень неоднородности распределения лазерного излучения в несколько раз до уровня, приемлемого для поверхностной обработки деталей.
| Тип лазера | Максимальная глубина упрочнения | Мощность | Особенности |
|---|---|---|---|
| Комета-2 (газовый) | До 700 мкм | До 2 кВт | Поперечная накачка |
| ЛТ-1-2, ЛТ-1-3 | До 700 мкм | До 2 кВт | Продольная накачка |
| МТЛ-2 (диффузионный) | 1,3 мм | 1,6 кВт | Наилучшие показатели |
| ЛС-2 (волоконный с вариосистемой) | Конкурентоспособно | До 2 кВт | Требует специальной линзы |
Практическое применение: упрочнение втулок трактора
В результате проведенных стендовых испытаний были выбраны режимы обработки втулок трактора Кировец.
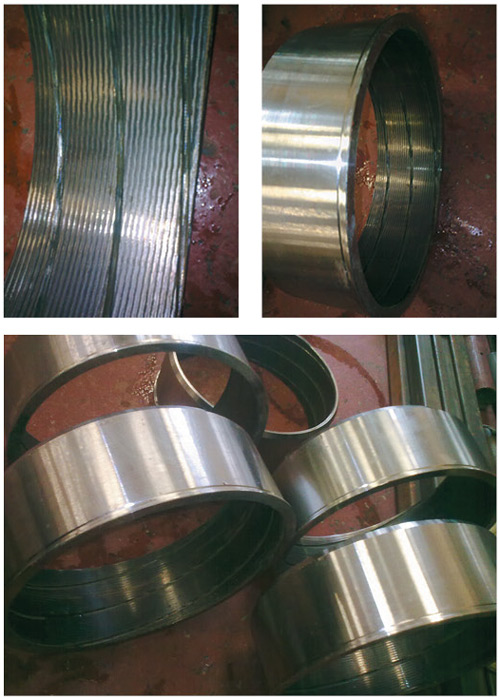
Рис. 5. Детали Петербургского тракторного завода, упрочненные с помощью волоконного лазера ЛС-2
На рисунке виден процесс лазерного упрочнения на волоконном лазере ЛС-2 экспериментальных втулок ходовой части трактора.
Упрочнение с помощью ТВЧ технологии приводило к браку из-за поводок. При лазерном упрочнении поводки практически отсутствуют, твердость поверхности составляет 64 HRC.
Это серьезное преимущество. Минимальные деформации позволяют упрочнять практически готовые детали без риска брака.
Таким образом, для разработки технологии лазерного упрочнения деталей необходимо:
- Определить в каждом конкретном случае глубину упрочнения, продиктованную условиями трения и механическими нагрузками
- Обеспечить получение однородной структуры и высокой твердости поверхностного слоя
- Полностью исключить оплавление поверхности
Технология лазерного термического упрочнения должна приводить к получению именно таких характеристик.
А.И. Скрипченко
В.О. Попов, С.Ю. Кондратьев
Санкт-Петербургский филиал
НПФ «Электроресурс»
Тел. (812) 499-80-11, 987-00-62
E-mail: aislaser@gmail.com
E-mail: popov_vo_spb_ru@mail.ru
Литература:
- А.И. Скрипченко, В.О. Попов, В.М. Попков, Д.Э. Сайфулин, Е.В. Скрадоль, А.И. Утехин. Волоконные лазеры в производстве медицинских инструментов и имплантатов. РИТМ №2'2011, стр. 32-35.
- В.О. Попов, А.А. Живушкин, И.П. Попова. Модель и напряженное состояние приповерхностного слоя при трении. Вопросы материаловедения 2001, №2 (26), стр. 174-177.
- С.Ю. Кондратьев, В.И. Горынин, В.О. Попов. Оценка максимально допустимой глубины упрочненного слоя при лазерной обработке. Технология машиностроения 2010, №10, стр. 35-38.
- А.И. Скрипченко, В.О. Попов, С.Ю. Кондратьев, А.Е. Вайнерман, Д.Н. Плавский. Лазерное упрочнение деталей бурового оборудования и инструмента. РИТМ №9'2010, стр. 26-29.
- В.И. Горынин, В.О. Попов. Влияние неизотермических диффузионных процессов на свойства и структуру при лазерном упрочнении без оплавления поверхности. Вопросы материаловедения 2008, №6, стр. 12-16.
__________________________________________________________
Статья написана в рамках Комплексной программы исследовательских работ по технологии обработки волоконными лазерами.
ПРИГЛАШЕНИЕ
Участники Комплексной программы приглашают все заинтересованные организации к присоединению к Программе в статусе «ассоциированных участников».
Ассоциированные участники регистрируются после заполнения Заявления на сайте www.elres.ru/fiberlaser-tr и подтверждения членства на очередном заседании Координационного совета. Список Ассоциированных участников публикуется на сайте Программы.
Ассоциированные участники имеют право:
- Получать регулярные информационные рассылки о деятельности в рамках Программы, включая результаты научно-технологических исследований
- Участвовать с совещательным голосом в заседаниях Координационного совета и иных рабочих совещаниях, формируемых в рамках программы
- Подавать свои предложения об участии в исследовательских программах, в том числе и предложения по финансированию работ, представляющих для них коммерческий или научный интерес

