Лазерное упрочнение резьбовых соединений бурового оборудования — технология, которая прошла путь от экспериментальных разработок до промышленного применения. Скажу прямо: не каждый метод поверхностной обработки способен увеличить ресурс деталей в несколько раз. А лазерная обработка — способна.
Возьмём ситуацию с корпусами кернобуровых инструментов. Эти детали работают в экстремальных условиях: постоянные циклы скручивания-раскручивания, абразивный износ, знакопеременные нагрузки. Обычная термообработка здесь часто не справляется. Что делать?
| Тип лазера | Мощность | Применение | Особенности |
|---|---|---|---|
| ЛС-2 (волоконный) | До 2 кВт | Упрочнение резьб | Стабильная плотность мощности |
| Комета-2 (СО2) | До 2 кВт | Внутренние поверхности | Требует прокачки газа |
| МТЛ-2 (многоканальный) | До 3 кВт | Крупные детали | Пятно более 2 мм |
| МЛ-2 (СО2) | До 2 кВт | Эксперименты | Хорошие результаты, ограничения |
Оборудование для лазерной обработки: от СО2 до волоконных лазеров
Эволюция лазерных систем
Для упрочнения использовались лазеры волоконного типа ЛС-2, а также углекислотные лазеры Комета-2, МТЛ-2 и другие установки. Интересно, что переход от СО2-лазеров к волоконным кардинально изменил ситуацию с качеством обработки.
Исследование металлографии проводилось на приборе «Неофот-2», микротвердость измерялась прибором ПМТ-3 при нагрузке 0,5 Н. Механические испытания выполнялись на разрывных машинах по ГОСТ 1497-73. Остаточные напряжения определялись по методу Давиденкова. Абразивная стойкость проверялась на машинах лоткового типа в пульпе, приближенной к условиям буровой.
А теперь — важный момент. Окончательное решение о перспективности метода лазерной обработки принималось только по результатам натурных промышленных испытаний. Лабораторные данные — это одно, а реальная эксплуатация — совсем другое.
Методология испытаний
Проверка абразивной стойкости проводилась в условиях, максимально приближенных к реальным. Пульпа, лотковые машины, циклические нагрузки — всё как в настоящей скважине. Почему это важно? Потому что лабораторный образец и деталь, работающая в скважине на глубине нескольких километров, — это две большие разницы.
Возможно, вы зададитесь вопросом: зачем столько испытаний? Ответ прост. Лазерное упрочнение — процесс тонкий. Неправильно подобранный режим может не просто не помочь, а навредить. Охрупчивание поверхности, остаточный аустенит, зоны подплавления — всё это реальные риски.
Оснастка для труднодоступных зон: решение проблемы внутренних поверхностей
Разработка специализированной оснастки
Для обработки труднодоступных мест деталей была изготовлена оснастка для упрочнения внутренних поверхностей труб с поворотом лазерного потока. Одна из первых таких оснасток представлена на рис. 1. Видно, как на ней происходит упрочнение корпуса кернобурового инструмента ещё на лазере Комета-2.
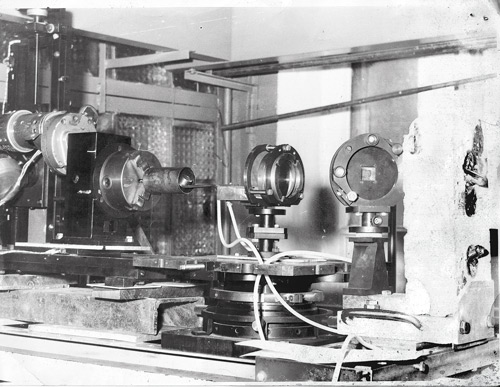
Рис.1 Оснастка на лазере Комета-2 при упрочнении корпусов кернобуровых инструментов внутренних поверхностей
Проблемы ранних установок
К сожалению, непостоянство плотности мощности на этой установке не позволяло внедрить этот процесс в 1988 году. Дело в том, что даже продольная прокачка газа в контуре углекислотного лазера могла изменить распределение плотности излучения во время процесса упрочнения. Что приводило к неминуемому браку и ставило лазерную технологию в разряд экспериментальных.
Хорошие результаты были достигнуты на многоканальном СО2-лазере МЛ-2. Но невозможность получить равномерное пятно менее 2 мм не позволяла упрочнять мелкие резьбы. Это серьёзное ограничение, согласитесь.
Ситуация изменилась с появлением надёжных волоконных лазеров и новых выравнивающих оптических систем. Стабильность параметров излучения, возможность фокусировки в пятно малого диаметра, воспроизводимость результатов — всё это сделало лазерное упрочнение промышленной технологией.
Исключение охрупчивания резьбы: комплекс мер защиты
Основная проблема разработчиков
Основная проблема, которая стоит перед разработчиком, — это исключение возможного охрупчивания резьбы. Учитывая, что многие резьбовые соединения подвергаются циклическому воздействию, а некоторые ещё и существенному изгибу, это требование существенно возрастает.
Представьте себе: резьбовое соединение алмазного расширителя работает в условиях постоянного скручивания. Если поверхность станет хрупкой, трещина пойдёт мгновенно. А стоимость такой детали, содержащей природные алмазы, на много порядков превышает стоимость самой лазерной обработки. Риск недопустим.
Комплексный подход к исследованиям
При разработке таких технологий всегда закладываются циклические испытания. Комплекс мер по исследованию влияния лазерного упрочнения на возможное изменение механических свойств поверхностного слоя описан в работе [2].
Что включает этот комплекс? Во-первых, металлографический анализ структуры. Во-вторых, измерение микротвердости по глубине упрочнённого слоя. В-третьих, определение остаточных напряжений. В-четвёртых, циклические испытания на усталость. И только после этого — промышленные тесты.
Не всё так просто, как кажется. Нужно найти баланс между твёрдостью поверхности и вязкостью основы. Слишком твёрдый слой — риск трещин. Слишком мягкий — нет эффекта упрочнения.
Циклические испытания: увеличение ресурса в 4-5 раз
Методика испытаний
Исследования лазерного упрочнения на циклические свойства резьбовых соединений проводились по специально разработанной методике. Она включала испытания имитационных муфтовых соединений на циклический изгиб с кручением.
Почему именно изгиб с кручением? Потому что в реальных условиях бурения резьбовые соединения испытывают именно такую комбинированную нагрузку. Простое растяжение или сжатие — это идеализация, которая далека от практики.
Результаты испытаний
Результаты показали следующее: с помощью выбора мест упрочнения поверхности резьбовых соединений, правильного выбора глубины упрочнения и его режимов возможно не только сохранение механических свойств резьбового соединения, но и существенное его увеличение.
Так, например, стойкость резьбового соединения алмазного расширителя увеличилась в 4-5 раз. И это только за счёт увеличения сопротивления циклическому изгибу с кручением.
| Параметр | До упрочнения | После упрочнения | Рост |
|---|---|---|---|
| Стойкость к циклическому изгибу | Базовая | Увеличена в 4-5 раз | 400-500% |
| Микротвердость поверхности | 260-320 HV50 | 600-750 HV50 | 230-250% |
| Глубина упрочнённого слоя | - | 80 мкм | Оптимальная |
| Остаточные напряжения | Растягивающие | Сжимающие | Улучшение |
Стоимость такой детали, содержащей природные алмазы, на много порядков превышала стоимость самой лазерной обработки. И она с успехом была внедрена на одном геологоразведывательном предприятии Северо-Запада.
Звучит убедительно, правда? Но есть нюанс: такой результат достигается только при правильном подборе режимов. Автоматизм здесь не работает.
Упрочнение тонкостенных труб: рост стойкости до 500%
Проблема периодического скручивания
Часто трубы выходят из строя в результате периодического скручивания-раскручивания. При этом в само соединение нередко попадает абразив, ускоряющий его износ. Примером внедрения лазерной обработки для таких соединений было упрочнение тонкостенных внутренних труб (рис. 2).


Рис. 2 Упрочненные внутренние трубы длиной 4 м
Производственные испытания
Испытания в производственных условиях показали увеличение их ресурса в 1,7 раза по сравнению с необработанными трубами. Это хороший результат, но не предел.
Если скручивание происходит без абразива, то цифры увеличения стойкости труб повышаются до 4-5 раз. Почему такая разница? Абразив — это дополнительный фактор износа, который работает независимо от упрочнения поверхности.
Упрочнённые поверхности лучше сопротивляются образованию задира [3]. Это связано с повышением предела текучести поверхностного слоя. Для образования задира на упрочнённой поверхности необходимы большие нагрузки, чем для неупрочнённого материала.
Логично? Вполне. Более твёрдая поверхность лучше сопротивляется пластической деформации, которая и приводит к образованию задиров.
Контроль качества: структура поверхностного слоя
Критерии качества упрочнения
Процесс внедрения технологий зависит от того, какого качества лазерное упрочнение может быть воспроизведено. Необдуманное, непроверенное, неотработанное упрочнение может навредить резьбовому соединению.
Поэтому при применении лазерного упрочнения необходимо быть уверенным в структуре поверхностного слоя, в котором не должно быть:
✔️ большого количества остаточного аустенита
✔️ зон подплавления
✔️ проплавления резьбы
Кроме перечисленных требований к резьбовым соединениям, особое внимание необходимо обращать на распределение остаточных напряжений. Это критически важный параметр, который часто упускают из виду.
Микроструктура как индикатор качества
Правильная лазерная обработка приводит к образованию мелкодисперсного мартенсита в поверхностном слое. Именно такая структура обеспечивает высокую твёрдость при сохранении достаточной вязкости.
А что происходит при неправильной обработке? Появляется большое количество остаточного аустенита. Эта фаза мягче мартенсита, но главное — она нестабильна. Под нагрузкой может происходить превращение аустенита в мартенсит, что ведёт к изменению размеров и появлению внутренних напряжений.
Неоднозначный момент, согласитесь. С одной стороны, аустенит пластичен. С другой — его наличие свидетельствует о нарушении технологии.
Распределение остаточных напряжений: правильный и неправильный режимы
Сжимающие напряжения — ключ к долговечности
Лазерная обработка позволяет получать в поверхностном слое сжимающие напряжения, которые также способствуют увеличению стойкости резьбового соединения. Почему это так важно?
Дело в физике разрушения. Трещины зарождаются и развиваются в зонах растягивающих напряжений. Если на поверхности создать сжимающие напряжения, то для зарождения трещины потребуется дополнительная внешняя нагрузка, которая должна сначала скомпенсировать эти сжимающие напряжения.
Это серьёзный аргумент в пользу лазерного упрочнения.
Анализ распределения напряжений
Результаты исследования распределения остаточных напряжений приведены на рис. 3. Из рисунка видно, что поверхностный слой находится под действием сжимающих напряжений, образованных правильной лазерной обработкой.
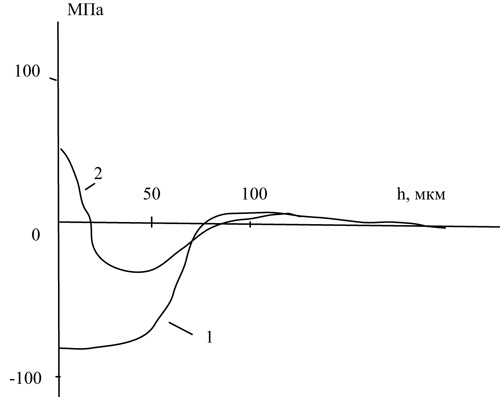
Рис. 3 Характерное распределение остаточных напряжений по глубине обработанной зоны:
1 — правильный режим лазерной обработки
2 — неверный режим обработки с большим количеством остаточного аустенита
Рядом даны исследования остаточных напряжений, образованных неправильной поверхностной обработкой с наличием большого количества аустенита. Как раз на поверхности такой обработки наблюдается обратный знак остаточных напряжений — растягивающие напряжения. Что неприемлемо для резьбовых соединений.
Почему так происходит? При наличии аустенита и неправильных режимах охлаждения возникают структурные напряжения, которые суммируются с термическими. Результат — растягивающие напряжения на поверхности, которые только ускоряют разрушение.
Вывод очевиден: контроль структуры не менее важен, чем контроль твёрдости.
Микроструктура и микротвердость: результаты металлографии
Анализ насосно-компрессорных труб
На рис. 4 приведены результаты металлографического анализа резьбового соединения насосно-компрессорной трубы из стали 32ХС группы прочности Е.

Рис. 4 Микроструктура поверхностного слоя резьбы после лазерной обработки
Количественные характеристики
Микротвердость зоны упрочнения находится в пределах 600-750 HV50. Микротвердость основы — 260-320 HV50. Глубина зоны упрочнения — 80 мкм.
| Параметр | Значение | Метод измерения |
|---|---|---|
| Микротвердость упрочнённого слоя | 600-750 HV50 | ПМТ-3, нагрузка 0,5 Н |
| Микротвердость основы | 260-320 HV50 | ПМТ-3, нагрузка 0,5 Н |
| Глубина упрочнённого слоя | 80 мкм | Металлография, Нефот-2 |
| Структура | Мелкодисперсный мартенсит | Металлография |
| Остаточные напряжения | Сжимающие | Метод Давиденкова |
Обратите внимание: прирост твёрдости составляет более 200%. При этом глубина упрочнённого слоя оптимальна — 80 мкм достаточно для повышения износостойкости, но не настолько много, чтобы создать риск отслаивания.
Сталь 32ХС группы прочности Е — это материал, который широко применяется в нефтегазовой отрасли. Его упрочнение лазером открывает новые возможности для повышения ресурса оборудования.
Внедрение технологии: практические рекомендации
Сложности и решения
Лазерное упрочнение резьбовых поверхностей — достаточно сложная, но решаемая задача. В каждом случае надо исследовать и материал, и влияние на него самой лазерной обработки.
Необдуманное применение лазерного упрочнения может не увеличить стойкость резьбового соединения. Более того, может даже уменьшить. Поэтому подход должен быть системным.
Что это значит на практике? Во-первых, предварительные исследования материала. Во-вторых, подбор режимов обработки. В-третьих, контроль качества после обработки. В-четвёртых, испытания в условиях, приближенных к эксплуатационным. И только потом — внедрение.
Экономическая целесообразность
Стоимость лазерной обработки несоизмеримо ниже стоимости деталей, которые она защищает. Особенно это касается инструмента с алмазным вооружением, бурового оборудования, прецизионных узлов.
Увеличение ресурса в 1,7-5 раз при стоимости обработки в доли процента от стоимости детали — это экономически более чем оправданно.
Есть ещё один аспект: снижение простоев оборудования. Замена резьбового соединения в процессе бурения — это время, деньги, риск осложнений. Если лазерное упрочнение позволяет увеличить интервал между заменами, это дополнительная выгода.
Перспективы развития
С появлением волоконных лазеров и современных оптических систем лазерное упрочнение вышло на новый уровень. Стабильность параметров, возможность автоматизации, воспроизводимость результатов — всё это делает технологию привлекательной для массового применения.
Особенно перспективно применение лазерного упрочнения для восстановления изношенных резьбовых соединений. Вместо замены дорогостоящей детали можно восстановить её ресурс, что ещё более экономично.
При правильном подходе успех гарантирован. Это не просто слова — это подтверждено практикой внедрения на геологоразведочных и нефтегазовых предприятиях.
В.М. Медвецкий, В.О. Попов, С.Ю. Кондратьев
ООО «НТЦ Электроресурс»
Литература:
- А.И. Скрипченко, В.О. Попов, С.Ю. Кондратьев, А.Е. Вайнерман, Д.Н. Плавский. Лазерное упрочнение деталей бурового оборудования и инструмента. РИТМ №9'2010, стр. 26-29.
- А.И. Скрипченко, В.О. Попов, В.М. Попков, Д.Э. Сайфулин, Е.В. Скрадоль, А.И. Утехин. Волоконные лазеры в производстве медицинских инструментов и имплантатов. РИТМ № 2'2011, стр. 32-35.
- В.О. Попов, А.А. Живушкин, И.П. Попова. Модель и напряженное состояние приповерхностного слоя при трении. Вопросы материаловедения 2001, №2 (26), стр. 174-177.

