Мировой опыт применения лазерного наклепа
Технология лазерного наклепа успешно применяется за рубежом с 2002 года. Пионерами внедрения стали американские компании — в частности, фирма P&W использует метод для обработки двигателей F119 и F136. Британская Rolls-Royce также освоила эту технологию. С недавнего времени к числу передовых стран присоединился Китай.
Ситуация осложняется тем, что оборудование и технологии лазерного наклепа не продаются. Западные компании предлагают только услуги по обработке. Это создает объективную необходимость разработки отечественных решений.
Почему технология так востребована? Ответ прост — она кардинально повышает усталостную прочность критически важных деталей авиационных двигателей. Лопатки компрессоров, диски турбин, другие нагруженные элементы работают в экстремальных условиях. Любое повышение ресурса — это безопасность и экономия.
Физические основы технологии
Суть метода заключается в создании мощной ударной волны, которая формирует в поверхностном слое металла сжимающие остаточные напряжения. Именно они препятствуют зарождению и развитию усталостных трещин.
Три этапа процесса
- ✓ На обрабатываемую поверхность наносят поглощающий материал — краску, лак или пленку
- ✓ Через слой воды на деталь воздействуют сверхмощным кратковременным лазерным импульсом с плотностью мощности около 10 ГВт/см²
- ✓ Под воздействием излучения испаряемая краска превращается в плазму, вызывающую ударную волну
Вода играет критически важную роль. Она служит опорной инерционной средой и многократно увеличивает эффективность воздействия. Без воды технология просто не работает.
Создаваемые сжимающие напряжения достигают сотен мегапаскалей как на поверхности, так и в объеме образца. Это серьезный барьер для усталостных трещин.
Преимущества перед дробеструйной обработкой
Традиционная дробеструйная обработка представляет собой совокупность точечных ударных воздействий с малой зоной контакта (примерно 0,01–0,15 мм). Результат — сферические затухающие ударные волны с остаточными сжимающими напряжениями по нормали и растягивающими напряжениями в тангенциальном направлении.
Лазерное излучение работает иначе. Оно вызывает ударную волну давлением до 100 кбар на большой площади (до 11 мм) с высокой направленностью и сравнительно слабым затуханием. Волна проходит на глубину несколько миллиметров в металл.
| Параметр | Дробеструйная обработка | Лазерный наклеп |
|---|---|---|
| Зона контакта | 0,01–0,15 мм | до 11 мм |
| Давление | Локальное | до 100 кбар |
| Глубина воздействия | Доли миллиметра | Несколько миллиметров |
| Характер волны | Сферическая, быстро затухает | Направленная, слабое затухание |
| Напряжения | Сжимающие + растягивающие | Преимущественно сжимающие |
Ударная волна по мере прохождения внутрь объема создает зоны пластической деформации, постепенно теряя энергию. Происходят фазовые изменения обрабатываемого материала, связанные с компактизацией кристаллической решетки, изменения в структуре электронных уровней и зон.
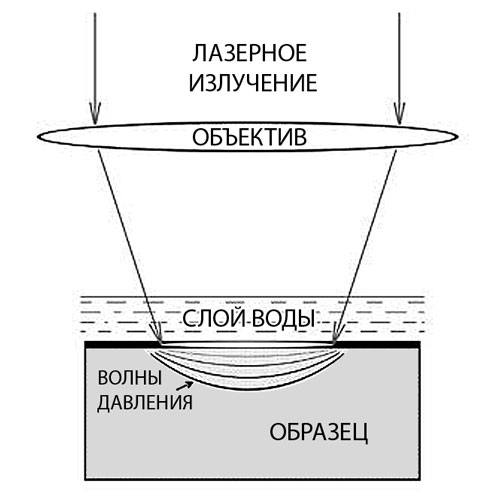
Рис. 1 Принципиальная схема эксперимента
Экспериментальная установка и параметры
Эксперименты проводились на установке, представляющей собой лазер на неодимовом стекле. Система основана на генерации и усилении излучения с управляемой когерентностью. Это позволяет получать заданное распределение интенсивности в поперечном сечении пучка.
Какие параметры лазерного излучения использовались?
| Параметр | Значение |
|---|---|
| Длина волны | ~1060 нм |
| Ширина линии излучения | 42 Å |
| Энергия излучения | 1–100 Дж |
| Расходимость излучения | ~10⁻³ рад |
| Плотность потока мощности | 10⁸–10¹² Вт/см² |
Для оптимизации воздействия варьировались следующие параметры: плотность мощности излучения, материал покрытия, метод нанесения покрытия, толщина покрытия, толщина слоя воды.
Не все так просто. Нестабильность энергии импульса, наличие «горячих точек» в поле излучения и существенная неоднородность нанесения поглощающего покрытия приводят к разбросу параметров воздействия.
Эти факторы накладываются на разброс механических характеристик исходных образцов, затрудняя анализ полученных результатов. Более того, возможен прорыв излучения непосредственно на поверхность металла. Это ведет к лучевому повреждению поверхности образца и появлению мест зарождения трещин — потенциальному разрушению материала.
Важный момент: при полном соблюдении технологии поверхность образца, подвергнутого лазерному наклепу, визуально ничем не отличается от поверхности необработанной детали. Это существенное преимущество метода.

Рис. 4 Общий вид экспериментальной лазерной установки
Исследуемый материал ВТ6
Лазерной обработке подвергались образцы из стандартного конструкционного материала для компрессорных лопаток — сплава ВТ6. Это двухфазный α + β сплав, западный аналог Ti-6Al-4V.
В экспериментах использовались 2 типа образцов: пластины для поиска вариантов технологии и образцы для усталостных испытаний.
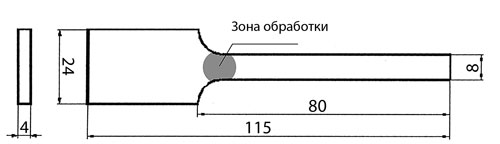
Рис. 2 Характерный вид и размеры образца для усталостных испытаний. Зона воздействия излучения выделена
Методы исследований и измерений
На образцах, подвергнутых лазерному наклепу, были произведены комплексные исследования:
- ☑ Измерение уровня и знака остаточных напряжений на поверхности образцов и зависимости их от плотности мощности
- ☑ Создание металлографических шлифов в поперечном сечении через зону наклепа
- ☑ Измерение микротвердости по сечению образца через зону обработки
- ☑ Проведение капиллярной дефектоскопии обработанной поверхности
Измерение остаточных напряжений
Измерения остаточных напряжений в поверхностном слое производились методом sin²ψ на аппарате ДРОН 3М. Использовалось облучение участка поверхности пучком характеристического рентгеновского излучения размером 5×8 мм с применением графитового монохроматора.
Источник излучения — трубка с медным анодом (длина волны 0,17 нм). Съемка линий рентгеновских интерференций производилась по точкам в диапазоне углов 2θ = 138°–145°, с интервалом 0,1°, экспозицией 10 с, при углах ψ, равных 0°, 30°, 50°.
Погрешность измерения составляет от 30 до 60 МПа в зависимости от состояния обработанной поверхности. Расстояние от края 2–10 мм, усреднение измеренной величины по глубине составляет 10 мкм от поверхности.
Результаты экспериментов
В результате измерений получены сжимающие напряжения, величина которых на обработанной поверхности доходила до 565 МПа. Впечатляющий результат!
Ударная волна проходила через весь образец. Величина сжимающих напряжений на противоположной стороне одного из образцов доходила до 320 МПа.
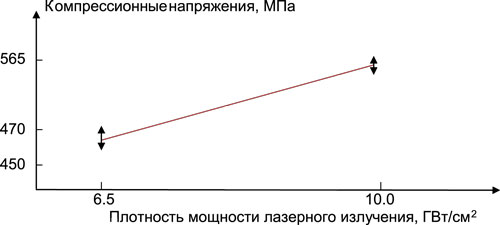
Рис. 3 Зависимость компрессионных напряжений на поверхности образца от плотности мощности лазерного излучения
Металлографические исследования микрошлифов поперечных сечений образцов в зоне обработки на оптическом микроскопе МИМ-8 при увеличении до 500× изменений структуры не выявили. При контроле обработанной поверхности методом люминесцентной дефектоскопии (ЛЮМ 1-ОВ) микротрещин и других дефектов не обнаружено.
Микротвердость зоны обработки измеряли на микротвердомере ПМТ-3 по методу Виккерса при нагрузке 50 г. Измерения проводились на глубине 30 мкм от поверхности.
| № образца | Плотность мощности, ГВт/см² | Микротвердость, HV | Прирост твердости, % |
|---|---|---|---|
| 1 | 5 | 380 | 8 |
| 2 | 7 | 395 | 12 |
| 3 | 10 | 410 | 16 |
| 4 (контроль) | 0 | 352 | — |
Испытания на усталостную прочность
Для оценки эффекта лазерного наклепа была произведена серия сравнительных испытаний образцов, подвергнутых лазерному наклепу и без такового. Всего изготовлено 40 образцов.
Усталостные испытания проводились на базе 2·10⁷ циклов (средняя частота ~460 Гц) с приложением различной нагрузки. Прошедшим испытание считался образец, выдержавший 2·10⁷ циклов при данной нагрузке.
Результаты превзошли ожидания:
| Группа образцов | Количество | Максимальная нагрузка без разрушения | Типичная нагрузка |
|---|---|---|---|
| Контрольные (без обработки) | 10 | 30 кгс/мм² | 28 кгс/мм² |
| С лазерным наклепом | 30 | 36 кгс/мм² | 34 кгс/мм² |
| Прирост прочности | — | 20% | 21% |
На 10 контрольных образцах, не подвергнутых лазерной обработке, максимальная нагрузка, при которой не происходило разрушение, составила 30 кгс/мм², причем на большей части образцов эта величина составила 28 кгс/мм².
Максимальная величина нагрузки, при которой прошли испытания образцы с лазерным наклепом, составила 36 кгс/мм². Это на 20% выше контрольных значений.
Практическая значимость разработки
Обнаружено появление компрессионных напряжений на стороне, противоположной наклепу. Это интересное явление требует проведения дальнейших исследований.
Что имеем в итоге?
Показана возможность проведения лазерного наклепа на отечественном оборудовании. Технология позволила получить превышение усталостной прочности на 20% по сравнению с образцами, не подвергнутыми обработке.
Это серьезный результат для авиационной промышленности. Компрессорные лопатки из сплава ВТ6 — критически важные элементы газотурбинных двигателей. Повышение их усталостной прочности напрямую влияет на ресурс и безопасность.
Технология не требует модификации поверхности — обработанная деталь визуально неотличима от необработанной. Это важно для ответственных применений, где недопустимы изменения геометрии.
Разработка отечественного оборудования для лазерного наклепа — вопрос не только технологической независимости, но и экономической целесообразности. Услуги зарубежных компаний дороги, а собственное производство позволяет контролировать все параметры процесса.
Перспективы?
Технология применима не только к авиационным двигателям. Любые нагруженные детали, работающие в условиях циклических нагрузок, могут выиграть от лазерного наклепа. Турбины электростанций, элементы шасси, критические узлы оборудование — список обширен.
Ю.Ж. Исаенко, М.В. Осипов
В.Н. Пузырев, М.А. Розанов
В.А. Соломонов, А.Н. Стародуб
Лыткаринский машиностроительный завод
Литература:
- S.N. Atluri, C.E. Harris, A. Hoggard, N.G. Miller, S.G. Sampass. Durability of metal aircraft structures. Proceedings of the International Workshop on Structural Integrity of Aging Airplanes, March 31 – April 2, 1992, Atlanta
- David W. Sokol, Allan H. Clauer, Ravi Ravindranath. Application of laser peening to titanium alloys. ASME/JSME 2004 Pressure Vessels and Piping Division Conference, San Diego, CA, July 25–29, 2004
- Craig T. Walters. Laser generation of 100-kbar shock waves in solids. Shock compression of condensed matter 1991. S.C. Schmidt, R.D. Dick, J.D. Forbes, D.G. Tasker (editors). Copyright 1992 Elseiver Science Publishers B.V. All rights reserved.
- C.T. Walters, A. H. Clauer, B.E. Campbell. Laser shock effects on stressed structural material – experimental results. Proceedings of the Sixth DOD Conference on DEW Vulnerability, Survivability and Effects, Gaithersburg MD (May 12–15, 1987).
- Справочник «Авиационные материалы» под общ. ред. чл.-корр. АН СССР А.Т. Туманова т.5. Магниевые и титановые сплавы, М. ОНТИ, 1973, 585 с.

