Прогнозирование производственной программы: точность до 70%
Неопределенность как основа планирования
Проектирование производств — процесс поэтапный, скажу прямо. Нужно спрогнозировать программу на несколько лет вперед, определить состав и количество оборудования, оптимизировать партии запуска деталей. Всё это — ради минимальной себестоимости.
Методика, разработанная Группой компаний «Вебер Комеханикс», обеспечивает минимально возможную себестоимость нового или модернизированного производства. Плюс — снижение издержек незавершенного производства и приемлемый срок окупаемости затрат на технологическое оснащение. Звучит убедительно, правда?
Основой успешного проекта становится обоснованный выбор технологического оборудования и расчет его оптимального количества. Возьмём ситуацию: в условиях единичного и мелкосерийного производства деталей из листовых материалов (листовая штамповка) выполняется огромное количество переналадок оборудования.
Дилемма: одна наладка или много?
Общее время переналадок на годовую программу деталей становится соизмеримым со станкоемкостью. И именно оно определяет расчетное количество оборудования. Если изготавливать годовую программу каждой детали за одну наладку, подготовительно-заключительное время уменьшится. Однако при этом значительно возрастают затраты на хранение деталей — площадь складов, автоматизация учета производственных заделов, транспортирование партий деталей от склада на другие операции технологического процесса и так далее.
Не всё так просто. Когда назначены наиболее технологичные способы изготовления деталей, но количества оборудования недостаточно для работы в одну смену, вводят вторую и третью смены. Это увеличивает затраты на оплату труда рабочих, электроэнергию и другие статьи расходов. С другой стороны, избыточное количество оборудования увеличивает себестоимость производства.
В обоих случаях издержки выше, чем объективно необходимые. Поэтому при проектировании производства важно выполнить следующее:
- Определить перспективную программу производства деталей;
- Рассчитать подготовительно-заключительное время и технологическую станкоемкость;
- Рассчитать оптимальное количество оборудования и коэффициенты его загрузки.
Методы статистического прогнозирования: Excel против генетических алгоритмов
Вероятностный подход к планированию
Прогноз — это расчет неизвестных показателей перспективной производственной программы по заданным показателям на основании модели. Исходя из статистических, вероятностных и эмпирических принципов, прогнозирование с вероятностью 100% невозможно. Точность прогноза обусловлена истинными (верифицированными) значениями производственной программы за прошлый период, ее неверифицированными плановыми значениями на текущий год, направлением тренда производственной программы каждой детали и методиками прогнозирования.
Для статистического прогнозирования производственной программы может быть использован Microsoft Excel, который содержит следующие методы: «Прогнозирование линейной зависимостью», «Прогнозирование экспоненциальной зависимостью» и «Предсказание». Стандартный набор, в общем.
ГК «Вебер Комеханикс» для решения задач прогнозирования разработан метод аппроксимации данных дробно-степенным рядом на основе комбинированных генетических алгоритмов при минимизации степенной функции. Это уже интереснее.
Расчет погрешности прогноза
Погрешность прогнозирования рассчитывается по формуле:
δ = (Прасчет — Пфакт) / Пфакт,
где Прасчет и Пфакт — рассчитанные и фактические значения производственной программы за прошлые годы или плановые значения на текущий год.
Аргументами модели статистического прогнозирования (Хi, j) принята производственная программа каждой из n деталей (i = 0, …, n) за m прошедших лет (j = 0, …, m). Исследуемый отклик модели (УТ) — проект производственной программы на текущий год УТ = У (Хi, j). В качестве целевой функции принята разность фактического и расчетного значений производственной программы УТрасчет — УТфакт > min.
Сравнение методов: результаты испытаний
Результаты расчета погрешности методов статистического прогнозирования показывают, что минимальная погрешность прогнозирования получена методом, разработанным ГК «Вебер Комеханикс»: погрешность прогноза производственной программы 45 из 46 рассмотренных деталей не превышает 70%.
Для сравнения: погрешность прогноза меньше 70% методом прогнозирования линейной и экспоненциальной зависимостями получена для 5 из 46 деталей, предсказанием — для 7 из 46 деталей. Разница ощутимая.
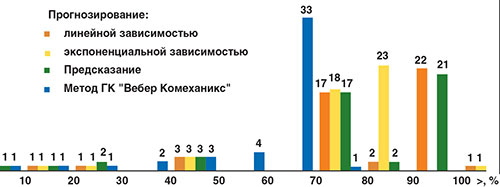
Рис. 1. Распределение погрешности прогнозирования производственной программы 46 деталей одного изделия, полученной различными методами.
Традиционная методика: детали-представители и коэффициенты приведения
Группировка деталей как основа расчета
Наиболее распространенная методика проектирования производства основана на формировании из всей номенклатуры деталей отдельных групп деталей-представителей, для которых выполняется предварительное нормирование. Затем, через коэффициенты приведения проводится пересчет норм времени на всю номенклатуру и программу деталей и выполняется расчет количества оборудования.
В дальнейшем, на этапе опытной эксплуатации спроектированного производства результаты нормирования могут уточняться. Что логично.
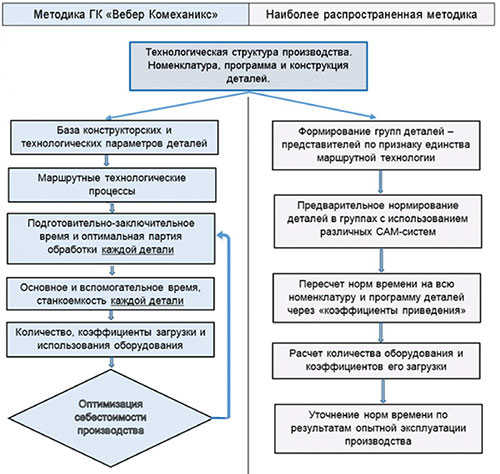
Рис. 2. Методика проектирования производств ГК «Вебер Комеханикс» и наиболее распространенная методика, используемая большинством инжиниринговых компаний.
Индивидуальное нормирование: база параметров для каждой детали
Точность вместо усреднения
Основное отличие методики проектирования производств, используемой ГК «Вебер Комеханикс», заключается в том, что расчет основного, вспомогательного и подготовительно-заключительного времени выполняется для всех деталей заданной номенклатуры. Для этого формируют специальную Базу конструкторских и технологических параметров деталей.
Используя разработанные компанией методики, для каждой детали рассчитывают подготовительно-заключительное, основное и вспомогательное время выполнения технологических операций. Без усреднений и допущений.
Высокая точность нормирования и оценка себестоимости производства обеспечивают выбор наиболее рационального способа изготовления деталей и расчет оптимального количества оборудования. Это факт.
Расчет станкоемкости: формулы и коэффициенты загрузки
Показатели эффективности использования оборудования
По каждой модели оборудования рассчитываются показатели, характеризующие эффективность использования оборудования в сложившихся производственных условиях:
Годовая общая станкоемкость, станко-часы:
T = Σ(toi + tвi) Пi + kп tп
Годовая технологическая (расчетная) станкоемкость, станко-часы:
Tтехн = Σ (toi + tвi) Пi
Количество оборудования (детальный расчет):
Ст = T / Фоб
Коэффициент переналадки оборудования в рабочие смены:
Kп = (kп tп) / (СФоб)
Коэффициент загрузки оборудования:
Кз = Ттехн / (СФоб)
Коэффициент использования оборудования:
Ки = Т / (СФоб)
Расшифровка обозначений
to — основное время, tв — вспомогательное время и tп — время переналадки оборудования, час; n — номенклатура; Пi — годовая программа производства каждой детали из закрепленной за оборудованием номенклатуры; kп — количество переналадок на годовую программу деталей; Фоб — эффективный годовой фонд времени единицы оборудования при принятой сменности работы; С — принятое количество оборудования (количество оборудования, полученное из детального расчета Ст и округленное до ближайшего большего целого значения).
Влияние переналадок: от 4 до 6 прессов при одной программе
Порядок расчета количества оборудования
При расчете количества оборудования необходимо различать годовую общую и годовую расчетную станкоемкость, чтобы исключить ситуацию, когда рассчитанное на основе годовой общей станкоемкости количество оборудования превышает оптимально необходимое и приводит к завышенным инвестициям.
Порядок расчета должен быть следующий:
- Рассчитать количество оборудования с использованием годовой расчетной станкоемкости, то есть без учета подготовительно-заключительного времени, затрачиваемого на изготовление годовой программы деталей (как правило, в результате расчета получается дробное число);
- Округлить расчетное количество оборудования до ближайшего большего значения;
- Используя годовую общую станкоемкость, учитывающую подготовительно-заключительное время, рассчитать коэффициент использования оборудования;
- Если коэффициент использования оборудования больше 0,85 — увеличить количество оборудования, в противном случае принять расчетное количество оборудования.
Количество переналадок как критический фактор
Количество переналадок оборудования, выполняемое для изготовления годовой программы деталей, определяет расчетное количество оборудования и коэффициенты его загрузки. В условиях массового производства (10 переналадок в год) достаточно 4 прессов, тогда как в условиях мелкосерийного и единичного производства (3790 переналадок в год) для изготовления этой же программы деталей требуется 6 прессов.
Разница в 50% оборудования при одной и той же программе! Есть над чем подумать.
| Количество переналадок на годовую программу деталей, kП | Расчетное количество прессов, усилием до 25 тонн при односменной работе, С | Коэффициент использования прессов, Ки (%) | Коэффициент переналадки прессов в рабочие смены, Кп (%) |
|---|---|---|---|
| 10 | 4 | 71,0 | 0,1 |
| 1630 | 5 | 69,0 | 12,6 |
| 3790 | 6 | 72,0 | 24,4 |
Проект цеха листовой штамповки: пять технологических пролетов
Комплексное решение для разных типов производства
Пример проекта цеха для изготовления деталей из листа, в котором реализованы процессы единичного, мелкосерийного и массового производства, содержит пять технологических пролетов. Материал, из которого изготавливаются детали, поставляется в рулонах ленты и листах стандартных размеров и помещается на хранение на автоматизированный склад.
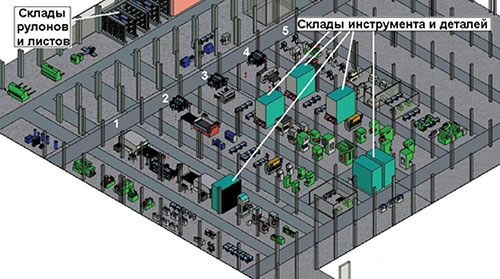
Рис. 3. Эскизная планировка цеха изготовления деталей единичного, мелкосерийного и массового производства из листа.
Распределение операций по пролетам
В пролетах № 1 и № 2 изготовление заготовок из листа выполняется на машинах для лазерной резки, в пролете № 3 — на гильотинных ножницах, в пролете № 4 — на координатно-револьверном прессе.
Заготовки, которые требуют дальнейшей обработки, подаются на прессы для свободной гибки листа, кривошипные прессы, гидравлические прессы (вытяжка, формовка), механическую обработку (сверление отверстий, нарезание резьбы, фрезерование пазов и так далее), очистку от заусенцев.
Такое построение производственного процесса, когда в одном технологическом пролете сосредоточено оборудование, позволяющее изготовить деталь в практически законченном виде (остаются, при необходимости операции термообработки и нанесения покрытий), позволяет значительно сократить перемещения заготовок, уменьшает складские заделы и тем самым обеспечивает снижение незавершенного производства. Работает.
Автоматизированные склады: оперативный поиск оснастки
Гибкость производства через автоматизацию
Размещение автоматизированных складов в пролетах по ходу технологического процесса позволяет оперативно найти и доставить к оборудованию штампы, металлорежущий инструмент, приспособления и другую оснастку. При необходимости на складах осуществляется межоперационное хранение деталей.
Автоматизация процесса поиска на складе увеличивает гибкость производства. И это нормально.
Массовое производство в одном цехе: пластины роторов и статоров
Совмещение разных объемов производства
Наряду с деталями, величина производственной программы которых требует построения технологических процессов, реализующих единичное и мелкосерийное производство, цехом могут изготавливаться детали массового производства, например пластины роторов и статоров электродвигателей, трансформаторов, наконечники, клеммы и так далее.
Детали массового производства изготавливаются из ленты на прессах, установленных в пролете № 5. Прессы оснащены механизмами, подающими ленту на шаг штамповки, устройствами для размотки рулонов ленты и правки остаточной кривизны ленты.
Экономический эффект методики
Использованная в ряде проектов методика проектирования производств обеспечивает расчет оптимального количества машин для лазерной резки листа и координатно-револьверных прессов. Это оборудование позволяет производить обработку листа в состоянии поставки, с наиболее оптимальным раскроем, без разрезки на полосы и без использования штампов.
В результате достигается минимально возможная себестоимость производства. Оперативный поиск нужного штампа, инструмента или заготовок на автоматизированных складах позволяет снизить размеры незавершенного производства и обеспечивает приемлемый срок окупаемости затрат на приобретение технологического оснащения. В конечном счёте, это и есть цель.
А. Х. Тлибеков
главный инженер проектов, ООО «Вебер Инжиниринг»
tlibekov@weber.ru , www.weber-engineering.ru
Литература
- Тлибеков А. Х. Моделирование времени обработки деталей из листа с использованием дробно-степенных рядов и генетического алгоритма.//Металлообработка. 2013 № 1. С. 27–32.
- Тлибеков А. Х. Выбор оборудования и расчет его количества для производства деталей из листа.//РИТМ (Ремонт. Инновации. Технологии. Модернизация)/февраль, 2014. С. 10–15.

