Физика кавитации: как работают ударные волны
Механизм образования кавитационных пузырьков
Современное машиностроение и смежные отрасли давно используют специальные установки для очистки деталей. Скажу прямо — без качественной мойки невозможно обеспечить ни производительность, ни точность сборки. Среди множества технологий особое место занимает ультразвук частотой 20–40 кГц. Он создаёт в моющей жидкости пульсации давления, ударные волны, локальные скачки температур и давлений.
Что происходит внутри жидкости? При деформации образующихся пузырьков возникают кумулятивные струи. Вместе с ударными волнами они обладают колоссальной разрушительной силой — именно это и нужно для удаления стойких загрязнений.
В фазе разрежения акустической волны в жидкости появляются разрывы — полости, заполняющиеся насыщенным паром. Дальше начинается самое интересное. В фазе сжатия под действием повышенного давления и сил поверхностного натяжения эти полости схлопываются. Пар конденсируется на границе раздела фаз, а растворённый газ диффундирует через стенки и подвергается сильному адиабатическому сжатию.
Представьте себе: в момент схлопывания давление и температура газа достигают фантастических величин — по некоторым данным до 100 МПа и 10 000°С. После этого в окружающей жидкости распространяется сферическая ударная волна, которая быстро затухает в пространстве.
Пороговое давление и частота волны
Чтобы в жидкости образовалась полость, нужно раздвинуть соседние молекулы на расстояние не менее удвоенной длины промежутка между ними. Максимальное напряжение Р определяется двумя факторами:
Р ≈ 2σ/R, (1)
где σ — поверхностное натяжение, R — радиус пузырька.
Для воды R~2·10⁻¹⁰ м, Р~1000 МПа, а кавитационная прочность не превышает нескольких десятков мегапаскалей. Зависимость между частотой акустической волны и пороговым давлением — нелинейная. Чем ниже частота, тем ниже пороговое давление. Например, для частоты 1 кГц пороговое давление не превышает 10⁵ Па.
При достижении порогового давления зародыш пузырька расширяется до критического размера, после чего начинает расти взрывообразно. Это факт.
Ультразвуковые ванны: технические характеристики
Погружные моечные установки с вибрирующей платформой
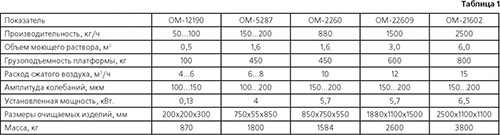
Для промывки деталей в промышленности наиболее широкое распространение получили ультразвуковые ванны. Технические характеристики погружных моечных установок с вибрирующей платформой представлены ниже.
| Параметр | Значение |
|---|---|
| Частота ультразвука | 20–40 кГц |
| Мощность | varies |
| Тип платформы | вибрирующая |
Гидроструйные системы: схемы и параметры
Туннельные установки с мониторной схемой мойки
В установке c мониторной схемой мойки очистка поверхностей производится действием распыляемых струй. Кроме того, предусмотрен блок сушки, после чего промытые детали подаются на сборку. Всё логично.
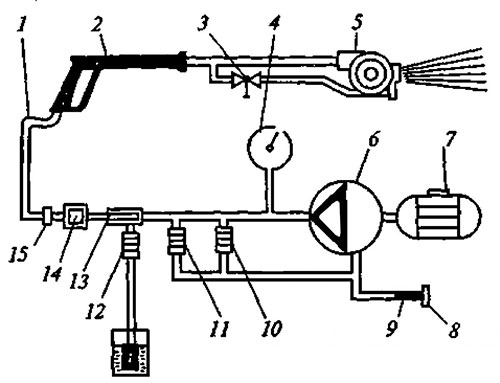
Рис. 1. Гидравлическая схема туннельной установки: 1 — шланг высокого давления; 2 — пистолет-распылитель; 3 — рукоятка регулятора давления; 4 — манометр; 5 — турболизер; 6 — насос; 7 — электродвигатель; 8 — разъем для подсоединения шланга подачи воды; 9 — водяной фильтр; 10 — предохранительный клапан; 11 — перепускной клапан; 12 — шаровой клапан подачи моющего средства; 13 — инжектор; 14 — смеситель; 15 — перепускной клапан.
Струйные конвейеры: технические параметры
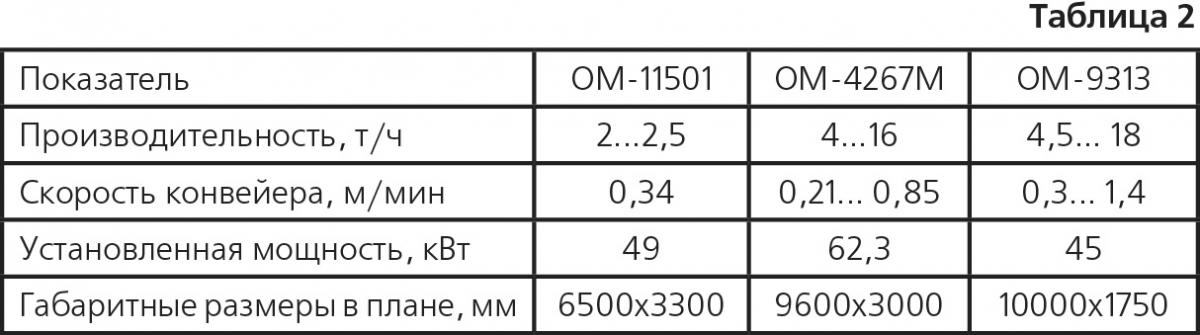
Примеры технических характеристик струйных конвейеров моечных установок приведены ниже.
| Параметр | Значение |
|---|---|
| Тип конвейера | струйный |
| Давление | varies |
Схемы гидроструйной мойки
Наиболее распространенные схемы гидроструйной мойки показаны на следующем изображении.
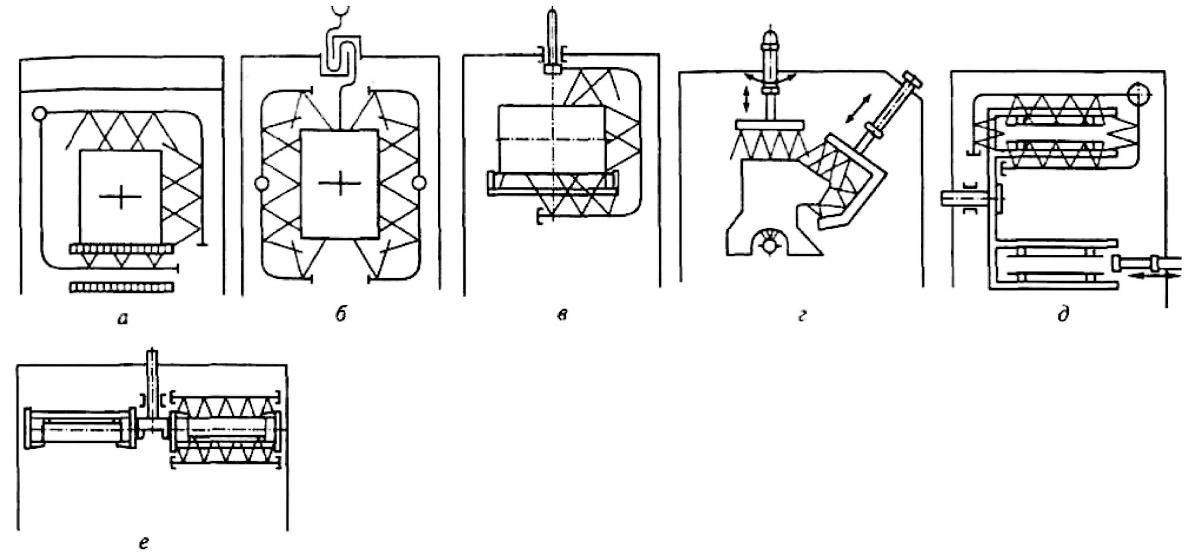
Рис. 2. Схемы гидрантов струйных моечных машин с пассивным (а — в) и активным (г — е) воздействием струи.
В ряде моделей, работающих при погружении деталей в моющую жидкость, и в струйных установках используют косточковую крошку. Это необходимо при удалении загрязнений с особо высокими адгезионными свойствами. Бывает и так.
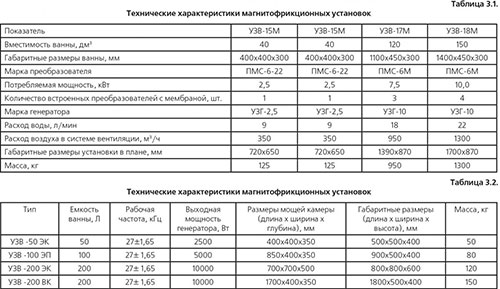
Магнитофрикционные установки: когда ультразвук бессилен
Характеристики магнитофрикционных систем
Наряду с ультразвуковым возбуждением моющей жидкости используются магнитофрикционные установки. Их характеристики приведены ниже.
| Параметр | Значение |
|---|---|
| Тип возбуждения | магнитофрикционный |
| Частота | varies |
Однако использование высокочастотных способов возбуждения (ультразвук, магнитострикция и др.) не обеспечивает необходимого уровня интенсивности кавитации, желаемую производительность и качество мойки. Тут есть над чем подумать.
Механизм кавитации
Механизм кавитации иллюстрирует следующее изображение.
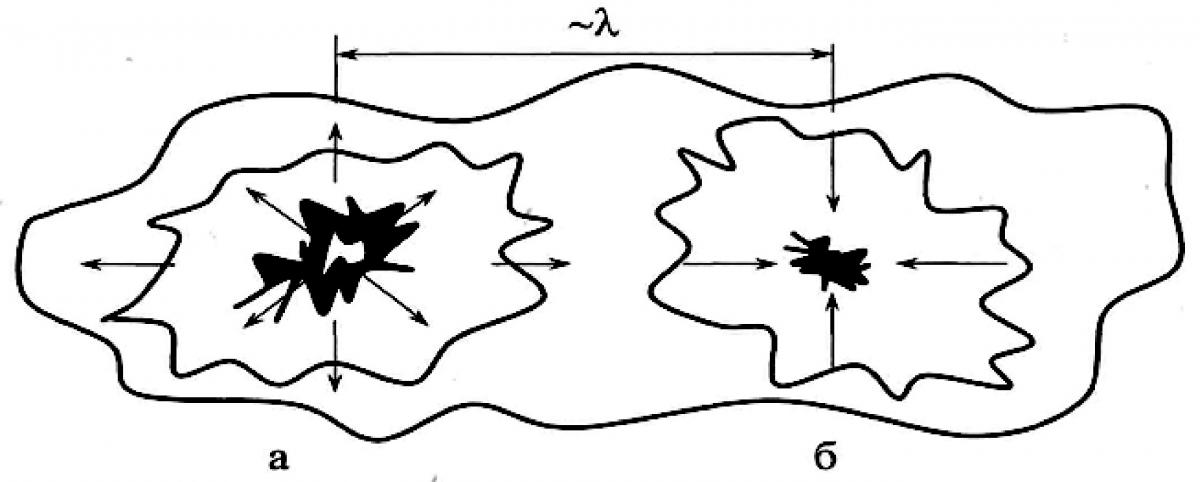
Рис. 3. Интерпретация низкочастотной кавитации.
Низкочастотная кавитация 10-100 Гц: прорыв СамГТУ
Преимущества низких частот
В СамГТУ разработан ряд вариантов кавитационных моечных установок, работающих в низкочастотном диапазоне 10–100 Гц. При оптимальной амплитуде возмущающего воздействия, наряду с кавитацией, здесь создаются мощные кумулятивно направленные струи макроскопических размеров, имеющие микроскопический масштаб.
Не всё так просто. Наряду с контактным взаимодействием здесь проявляются так называемые силы Бьеркенса, возникающие между телами, если хотя бы одно из них пульсирует. Это серьёзно.
Частотный мультипликатор: патентованная разработка
Конструкция и патенты
Для привода пульсации давления в установках СамГТУ разработан частотный мультипликатор, отвечающий требованиям акустических технологий. Он позволяет создавать промышленные установки различного назначения.
На конструкцию этого механизма получены патенты РФ № 1734886 от 27.06.88 г. и № 2024336 от 24.06.91 г. и др. Однозначно стоит внимания.
Семейство «Кавитон»: промышленное применение
Варианты установок
На базе мультипликатора создано семейство гидроволновых установок «Кавитон», предназначенных для промывки деталей машин перед сборкой, при ремонте и т. п. Иллюстрация установки и режимы пульсации показаны ниже.
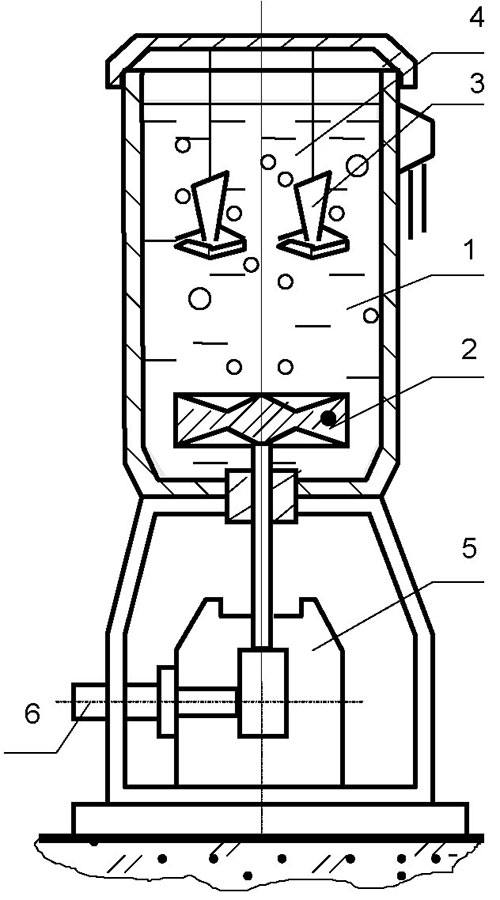
Схема установки для промывки деталей при погружении в кавитирующую жидкость.
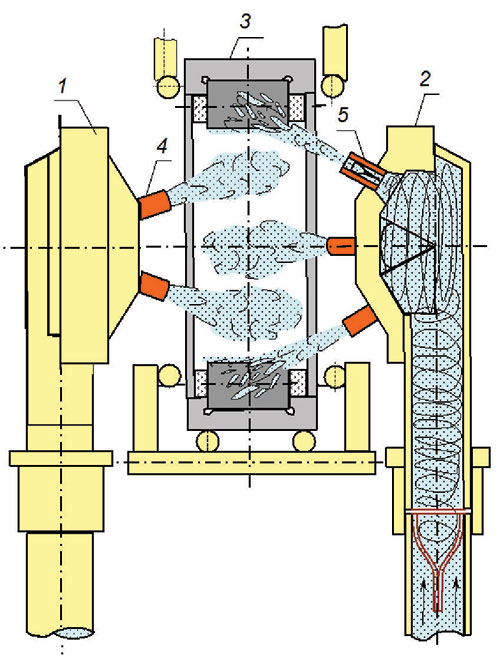
Схема устройства для промывки крупногабаритных подшипников: 1, 2 – струйно-кавитационные головки; 3 – промываемый подшипник; 4 – сопла; 5 – кавитатор.
Рис. 4. Варианты разработанных установок.
Спектрограммы пульсаций давления
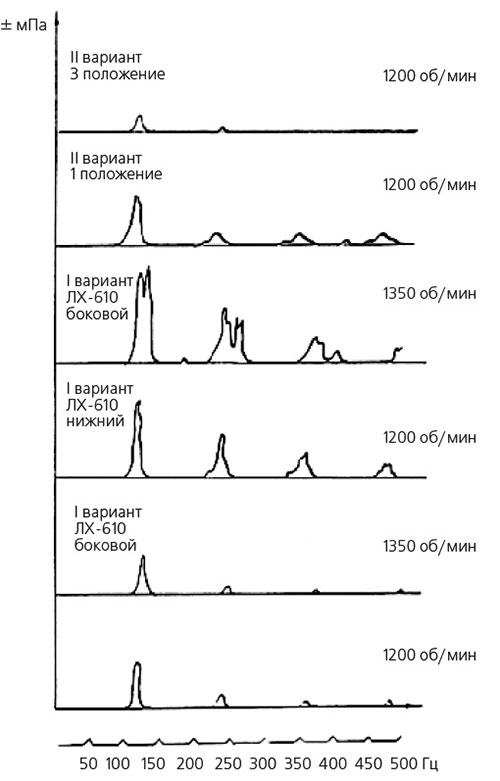
Рис. 5. Спектрограммы пульсаций давления при различных вариантах испытаний.
Кавитационные форсунки
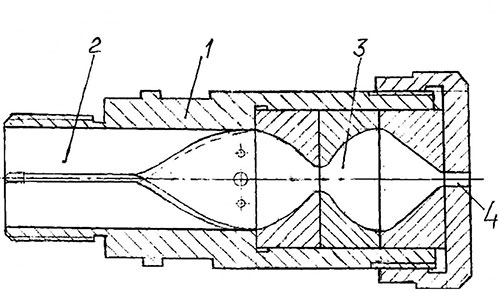
Рис. 6. Схема и фотография опытной (прозрачной) форсунки: 1 – корпус; 2 – камера завихрения струи; 3 – камера Лаваля; 4 – сопло.
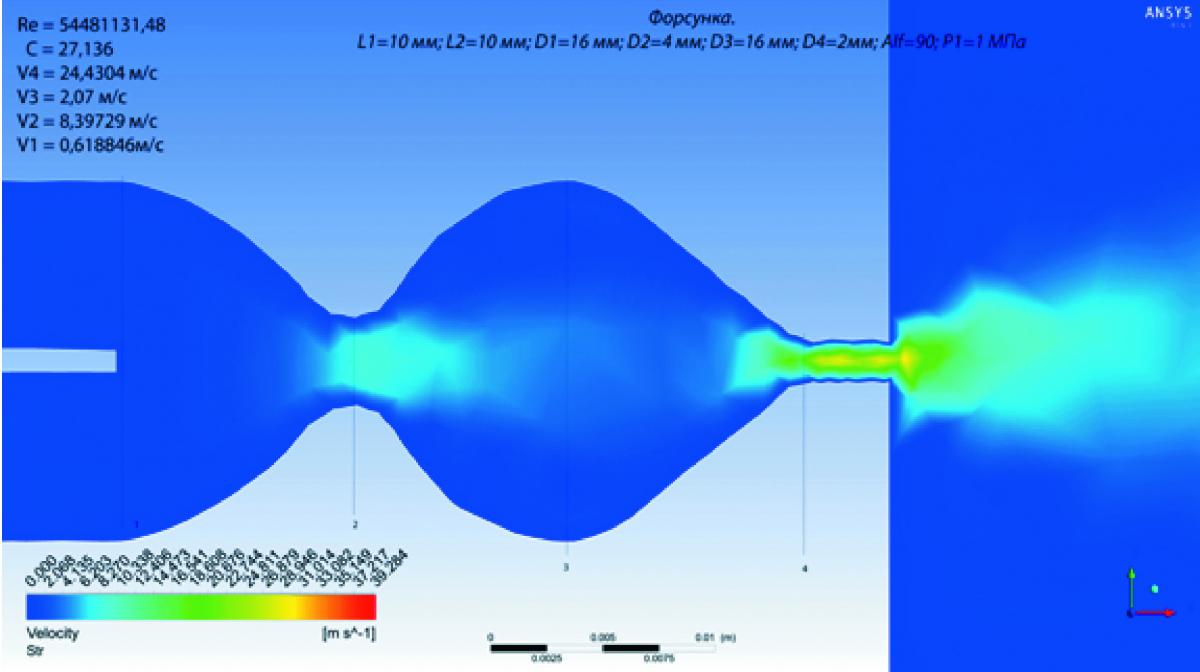
Рис. 7. Фотография и устройство опытной форсунки.
На рис. 5 приведена спектрограмма пульсации давления в установке для мойки при погружении деталей в моющую жидкость. На рис. 6 показана принципиальная схема кавитационной форсунки. На рис. 7 — фотография струи кавитирующей жидкости.
Блок форсунок для мойки баков ракет-носителей
Компоновка блока форсунок для мойки баков ракет-носителей показана ниже.
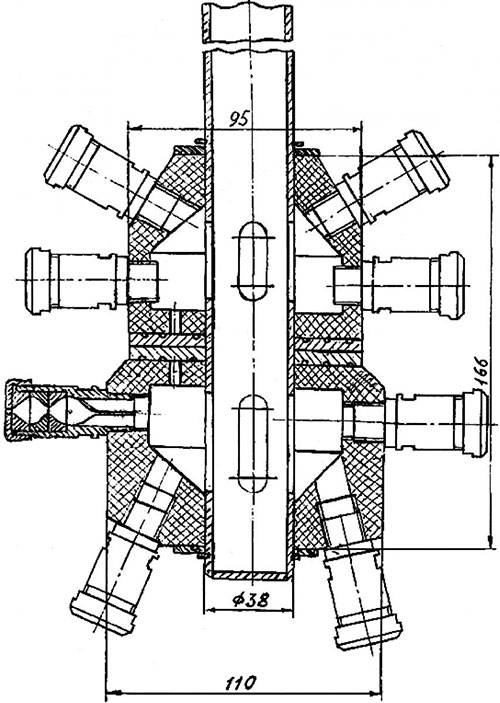
Рис. 8. Блок струйно-кавитационных форсунок для мойки баков ракет-носителей.
Мойка труб: резонансные колебания вместо химии
Конструкция установки для труб диаметром 80 мм
Разработку установки для кавитационной мойки внутренних поверхностей труб (Ø=80 мм, L=1500 мм) проводили на основе результатов вибрационных испытаний. При испытаниях трубы устанавливали на вибростоле стенда ВЭДС-200, заполняли (до 60–80%) моющей жидкостью, герметизировали и приводили моющую жидкость в состояние резонансных колебаний.
Было установлено: высокоинтенсивный резонанс наступает при амплитуде возмущающих колебаний привода выше 5 мм. Это факт.
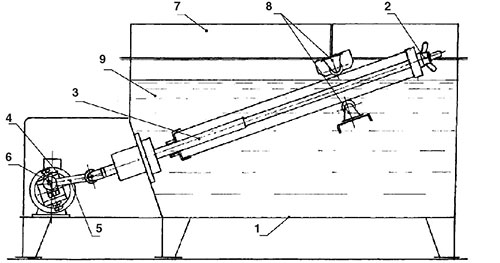
Рис. 9. Установка для кавитационной мойки внутренних поверхностей труб: 1 – корпус ванны; 2 – блок установки промываемой трубы; 3 – шток вибропривода; 4 – вибропривод; 5 – кривошипно-шатунный механизм; 6 – ось кривошипа; 7 – крышка ванны; 8 – направляющие; 9 – моечная жидкость.
Резонансные параметры мойки
Оценивалась необходимость применения моющих присадок, нагрева, времени мойки и значения динамических параметров резонанса.
Результаты показали: наилучшее качество отмывки внутренних поверхностей труб имеет место при резонансных колебаниях (частота порядка 20 Гц, амплитуда возмущения порядка 5 мм). Также было установлено, что в нагреве моющей жидкости и использовании моющих добавок нет необходимости.
Понимаете? Без химии и нагрева — только физика процесса. Качество нанесённых электролитических покрытий после кавитационной мойки отвечало установленным критериям.
Практические результаты: 600 труб в месяц
Производительность и время обработки
Конструкция установки рассчитана на промывку порядка 600 труб в месяц (24 трубы в сутки). Заполнение промываемой трубы водой производится при её установке в ванне, которая имеет постоянный уровень заполнения.
Кривошипный привод пульсации промываемой трубы установлен вне ванны и содержит кривошипно-шатунный механизм, который позволяет регулировать амплитуду перемещения промываемой трубы путём перестановки оси кривошипа на направляющих ползуна диска кривошипного механизма.
Частота пульсации регулируется изменением частоты вращения двигателя постоянного тока (регулировкой постоянного напряжения на обмотке возбуждения).
Блок сушки и итоговое время
Дополнительно к моющему блоку был спроектирован блок сушки промытых труб. Суммарное время на промывку и сушку одной трубы составило порядка 5–7 минут. Достигнутое качество промывки обеспечивается настройкой на резонансный режим пульсации давления, вызывающий кавитацию высокой интенсивности.
Установка успешно апробирована в производстве деталей шасси самолётов на ОАО «Авиаагрегат». Работает. И это главное.
Д. Г. Громаковский, А. А. Коптев
Е. В. Крышень, С. В. Шигин
Самарский Государственный технический университет
тел./факс +7-846-332-19-31
E-mail: pnms3@mail.ru, www.ntcnad.samgtu.ru
Литература
- Шутилов В. А. Основы физики ультразвука. — Ленинград: Изд. Ленинградского университета, 1980. — 280 с.
- Neppiras E. A. Acoustic cavitation//Phys. Repts. — 1980. V.61, N 3. — C. 129–166.
- Филин Г. Физика акустической кавитации в жидкостях//Физическая акустика. Под редакцией У. Мезона. — М.: Мир, 1967. Т. 1. — С. 7–138.
- Перник А. Д. Проблемы кавитации. — Ленинград: Судостроение. 1966. — 439 с.
- Сиротюк М. Г. Экспериментальные исследования ультразвуковой кавитации//Мощные ультразвуковые колебания. Под ред. Л. Д. Розенберга. — М.: Наука, 1968. Ч. 5. — С. 118–220.
- Патент РФ № 1734886. Фролов К. В., Кузнецов Н. Д., Ганиев Р. Ф., Громаковский Д. Г., Паламарчук Э. М., Борткевич Св.
- Устройство для очистки деталей. 23.05.1992. № 19. Зарегистрирован в ГРИ 27.01.1993. Патент РФ № 2287739. Гонченко Б. В., Громаковский Д. Г., Ковшов А. Г., Меньшов А.П., Мохонько В. П., Приказчиков В. А., Шгин С. В. Форсунка. 20.11.06. № 32.

