Особенности глубокого сверления отверстий
Что такое глубокое сверление
Сверление по праву считается основной операцией внутренней обработки деталей. А глубокое сверление — это вообще отдельная история. Традиционно его рассматривают как специальный вид обработки металла резанием. Особенно когда требуются особое оснащение, специализированный инструмент и даже специальные станки.
Обычно под глубоким сверлением понимают выполнение отверстий диаметром от 0,2 до 500 мм. При этом глубина отверстия, как правило, превышает диаметр, умноженный на три. Звучит просто? Не совсем.
Если говорить о малых диаметрах, то соотношение длины к диаметру (L/D) может достигать 100 и даже 400 — в зависимости от технологии и материала детали. При больших диаметрах всё упирается в диапазоны перемещения станка и длину его станины.
| Параметр | Значение |
|---|---|
| Диаметр отверстий | 0,2–500 мм |
| Минимальное соотношение L/D | >3 |
| Максимальное соотношение L/D (малые диаметры) | до 400 |
| Типичное соотношение L/D | ≤100 |
Специальные инструменты и требования к обработке
Конструкция сверлильных головок
К глубокому сверлению предъявляют особые требования. Постоянный подвод СОЖ на режущую кромку. Равномерный отвод стружки. Максимально прямое отверстие. Без этого никуда.
Рынок предлагает массу разнообразных инструментов для разных задач. Сверлильная головка для глубокого сверления — это целая система. Главная режущая кромка (чаще всего одна или образуемая сменными лезвиями). Вспомогательная режущая кромка. Дополнительные направляющие планки.
Такая конструкция позволяет сверлу опираться на стенку отверстия. Что даёт? Более высокую точность. Лучшее центрирование по ходу обработки. Выравнивание поверхности. И, как результат, улучшенное качество всей поверхности отверстия.

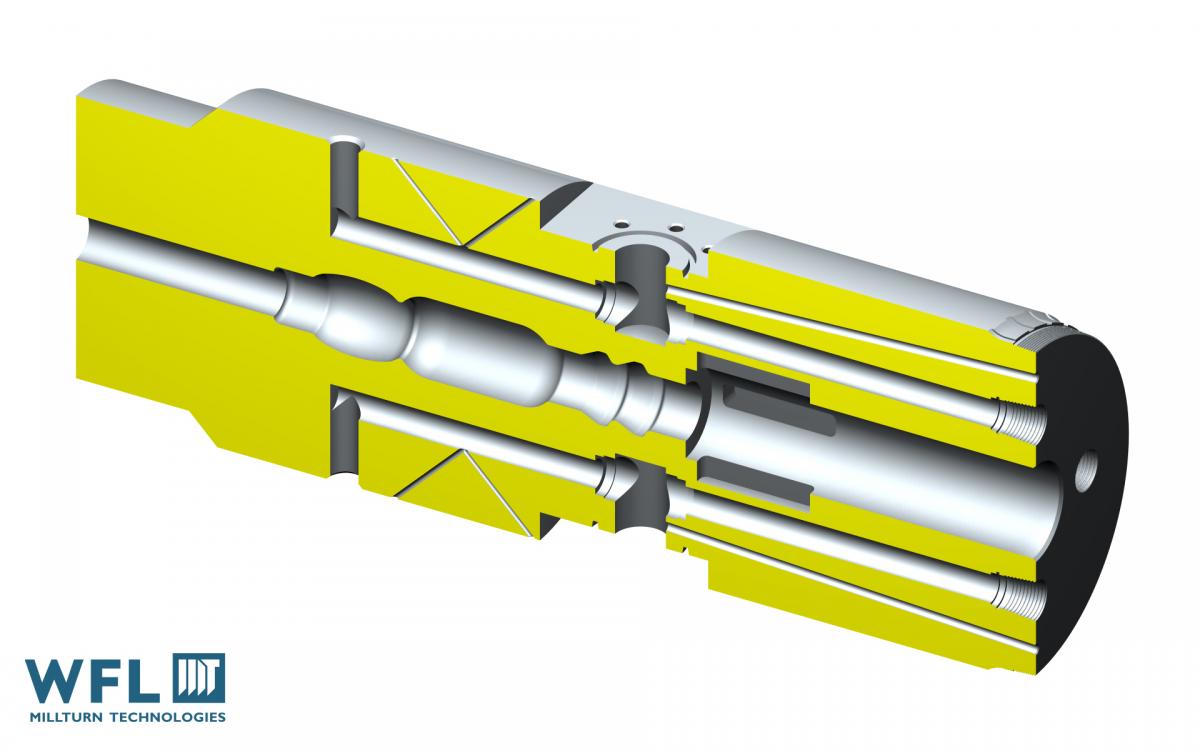
Комплексные разработки WFL для операций внутренней обработки. Интегрированное глубокое сверление на комплексном обрабатывающем центре Millturn. На фото однолезвийное сверло.
Методы удаления стружки: от однолезвийных сверл до BTA
Наружное удаление стружки
Глубокое сверление делят на два основных метода: с наружным и внутренним удалением стружки. При наружном удалении чаще всего применяют однолезвийное сверло, реже — двухлезвийное.
Как это работает? СОЖ подаётся на режущую кромку через питающие отверстия в сверле. А смесь стружки и СОЖ удаляется через V-образный продольный паз на инструменте. Обычно такой метод используют для диаметров от 0,5 до 40 мм.
Для больших диаметров берут центровое сверло с плоской головкой. Такой инструмент с поворотными режущими пластинами в области торца образует сплошную кромку среза. Длина сверла при этом обычно ограничена соотношением 12×диаметр.
Метод BTA и эжекторные сверла
Начиная с диаметра 16 мм, можно применять метод BTA (Boring and Trepanning Association). Его преимущество — внутренний (внутрисистемный) отвод смеси стружки и СОЖ. Стружка не соприкасается с поверхностью отверстия и не повреждает её. Это серьёзно.
При диаметре около 25 мм применяют эжекторные сверла на основе двухтрубной системы. Это особая форма инструмента BTA. Такие сверла оснащены дополнительными выпускными отверстиями для СОЖ по диаметру сверлильной головки. Часть СОЖ отводится через кольцевую форсунку напрямую во внутреннюю трубку.
В передней части сверла возникает вакуум. Это обеспечивает ускоренный отвод смеси СОЖ и металлической стружки. Эффективно.
Операции сверления в любом количестве и в любом положении выполняются в течение кратчайшего времени, что даёт возможность гибкого последовательного выстраивания различных этапов обработки.
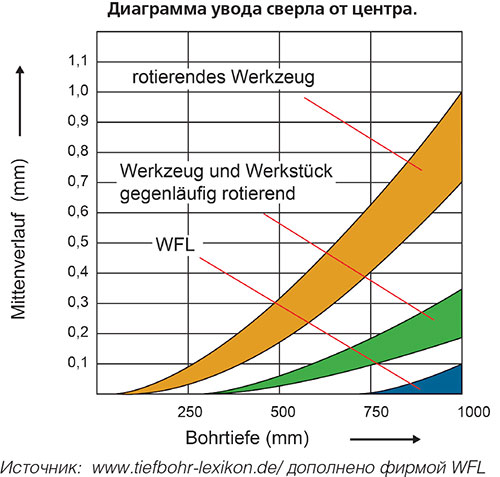
Вследствие того, что обрабатываемая деталь и применяемое сверло вращаются в противоположных направлениях, происходит дополнительное центрирование инструмента, что обуславливает особо точное сверление с минимальным уходом от центра даже при большой глубине сверления.
Экономический анализ и объединение операций
Проблемы аутсорсинга глубокого сверления
Для большинства деталей, обрабатываемых на комплексных обрабатывающих центрах WFL Millturn Technologies GmbH & Co. KG, глубокое сверление — важная составляющая. И внимания этой теме уделяют немало.
«Из всего объёма выполняемых обработок глубокое сверление зачастую вызывает затруднения. Многие предприятия не располагают специальным технологическим оборудованием и вынуждены отдавать заказы партнёрам», — рассказывает Райнхард Коль, руководитель отдела технологий WFL.
Вариант аутсорсинга сложно назвать оптимальным. Причин несколько. Долгое ожидание возврата детали. Дополнительное время на переналадку станка. Неточности из-за дополнительных установов. Всё это накладывает отпечаток.
«Легко понять, что такая ситуация превращается в очень важный экономический фактор, если на одной детали необходимо выполнить несколько глубоких сверленых отверстий», — дополняет Дитер Шатцль, руководитель отдела маркетинга WFL. «Такие отверстия встречаются часто, но в сумме требуют не так уж много времени. Поэтому многие предприятия даже не рассматривают покупку специального станка. И именно здесь в игру вступают наши станки со встроенной функцией глубокого сверления».
Преимущества комплексной обработки
Если речь об особо глубоких отверстиях или обработке материалов, тяжело поддающихся резанию, износ инструмента вынуждает выполнять поэтапное сверление. Используют инструменты разной длины с одинаковым диаметром.
Преимущества выполнения таких обработок на станках MILLTURN очевидны. Время переналадки сокращается колоссально. Заключительную обработку (которую часто приходится выполнять из-за деформаций) можно осуществлять на том же станке. Последовательность операций — произвольная. Без негативного воздействия на точность.
| Параметр | Традиционный подход | Комплексная обработка WFL |
|---|---|---|
| Переналадка | Длительная, несколько установов | Минимальная, один установ |
| Точность | Снижается из-за переустановов | Максимальная |
| Время ожидания | Долгое (аутсорсинг) | Минимальное |
| Заключительная обработка | Отдельная операция | На том же станке |
Системы контроля технологического процесса
Интегрированный контроль в реальном времени
Компания WFL интегрировала в систему управления станка специальную систему контроля технологического процесса. Она позволяет определять мощности процесса уже на ранней стадии сверления.
Эти технологические данные используют для контроля оставшейся глубины высверливаемого отверстия. Особенно важно это при значительном диапазоне обрабатываемых материалов — от простой стали до особых сверхпрочных сплавов.
Такая методика даже при выполнении отдельных отверстий обеспечивает оптимальный результат при ресурсосберегающей обработке. Практично.

Эжекторные сверла — особая форма сверла для глубокого сверления, применяются в станках WFL, начиная с диаметра 25 мм.
Выбор СОЖ и рабочего давления
Влияние смазочно-охлаждающих жидкостей
Большое значение при глубоком сверлении имеет выбор смазочно-охлаждающей жидкости и рабочее давление на каждой стадии обработки. Эти факторы вносят существенный вклад в надёжность процесса и влияют на чистоту обработанной поверхности.
«Наши станки рассчитываются по индивидуальным техническим заданиям — независимо от того, ведётся ли обработка с применением эмульсии, масла или с обеими СОЖ. Мы можем обеспечить диапазон рабочего давления от 10 до 350 атмосфер и подачу СОЖ объёмом от 10 до 800 литров», — характеризует г-н Коль особенность станков WFL.

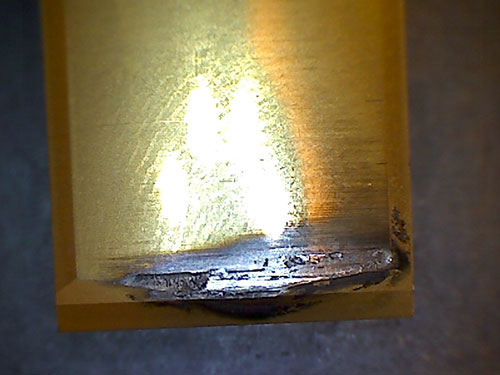
Направляющие планки, которые поддерживают сверло в высверливаемом отверстии (здесь — при сверлении в материале инконель при одинаковой производительности сверления) подвергаются нагрузке по-разному, в зависимости от СОЖ, рабочего давления и параметров резания. Правильная комбинация (рис. справа) поможет существенно снизить нагрузку.

Применение ступенчатых сверлильных инструментов для исключительно глубоких сверленых отверстий возможно без больших затрат. Инструмент забирается из инструментального магазина обрабатывающего центра.
Комплексные решения WFL для внутренней обработки
Поддержка клиентов и стратегии обработки
Наряду с техническими предпосылками для выполнения глубокого сверления (как совместно перемещающиеся люнеты, которые зачастую уже имеются в станке) WFL предлагает клиентам поддержку в определении стратегии обработки.
Масштабный процесс. Ноу-хау. Адаптированные механизмы контроля. Всё это обеспечивает постоянно высокое качество сверления.
WFL приглашает клиентов и заинтересованных лиц подробно ознакомиться с разработками в области внутренних обработок на выставке АМБ. Для этой цели в зале № 5, стенд C32 представлены высокопроизводительные инструменты для внутренней обработки с соответствующими стратегиями.
Вот так современные технологии глубокого сверления решают реальные производственные задачи. Без компромиссов.
Контакты:
Компания WFL Millturn Technologies GmbH & Co. KG с местонахождением в г. Линц является изготовителем многофункциональных токарно-сверлильно-фрезерных центров. Наряду со станками компания занимается поставками нужных программных решений с адаптированными стратегиями обработки, разработками процесса и программированием.
WFL Millturn Technologies GmbH & Co. KG
Варингерштрассе 36, A-4030 Линц
тел. +43 732-6913-0
www.wfl.at
"

