Преимущества токарно-карусельного оборудования
Токарно-карусельные станки занимают особое место в металлообработке. И это не случайно. Они позволяют обрабатывать негабаритные заготовки внушительной массы — задача, с которой справится далеко не каждое оборудование.
Простота установки и закрепления крупных деталей — еще один весомый аргумент в пользу таких станков. Представьте: массивная заготовка, а установить ее нужно точно и надежно. На карусельном станке это делается без лишних сложностей.
Возможность одновременного использования нескольких инструментов существенно расширяет технологические возможности. Один станок выполняет целый спектр операций — от точения до нарезания резьб. Универсальность, проверенная десятилетиями.
Необходимость модернизации устаревших станков
Станкостроительные заводы СССР активно производили токарно-карусельные станки. Но времена изменились. Большинство предприятий прекратили или значительно сократили выпуск такой техники.
Что делать производствам, которым нужно оборудование? Покупать новый станок — вариант не всегда доступный. Да и сроки подводят: ремонт занимает 3-5 месяцев, а изготовление нового станка растягивается более чем на год.
Вот и получается: старое оборудование изнашивается, а заменить его нечем. Выход один — модернизация имеющихся станков.
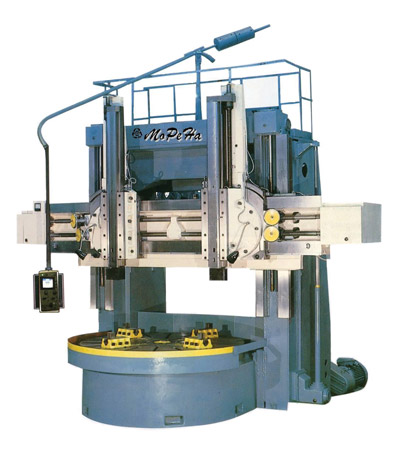
Токарно-карусельный станок модели 1525Ф2
Комплексный подход к восстановлению и усовершенствованию
ООО «МоРеНа» из Коломны совместно с ООО «КоСПА» из Москвы в октябре 2010 года успешно завершили ремонт с модернизацией токарно-карусельного станка модели 1525Ф2 производства ЗАО «Краснодарский станкостроительный завод Седин».
Задача стояла не из простых. Нужно было не просто восстановить базовые узлы и заменить изношенные детали. Требовалось улучшить точность и качество обработки, расширить функциональные возможности, повысить производительность и надежность, снизить энергопотребление.
Амбициозно? Безусловно. Но результат превзошел ожидания.
Замена механических систем на мехатронные
Традиционные механические кинематические цепи полностью заменили на мехатронные устройства. Их спроектировали и изготовили специалисты ООО «МоРеНа».
Коробки подач продольных перемещений салазок и вертикальных перемещений ползунов — сложные механизмы с множеством электромагнитных муфт — ушли в прошлое. Вместо них установили высокоточные планетарные редукторы. Они не требуют обслуживания, работают надежно и точно.
Современные электроприводы с управлением по цифровой шине дополнили картину. Получилась система, которая и работает лучше, и обслуживается проще.
| Элемент конструкции | До модернизации | После модернизации |
|---|---|---|
| Коробка подач | Сложная кинематика, электромагнитные муфты | Планетарные редукторы |
| Винты перемещения | Винты скольжения | Шарико-винтовые передачи (ШВП) |
| Привод планшайбы | 18 ступеней, 7 муфт | 2 ступени, электропривод с регулированием |
| Направляющие | Металл по металлу | Антифрикционные пластиковые покрытия |
Технические решения для повышения точности
Для повышения точностных характеристик и надежности винты скольжения заменили на передачи ШВП. Одновременно применили раздельные горизонтальные перемещения салазок и вертикальные перемещения ползунов.
Коробку привода вращения планшайбы серьезно упростили. Вместо восемнадцати ступеней осталось две. Упрощение кинематики позволило аннулировать семь электромагнитных муфт. Меньше деталей — меньше вероятность отказа. Логично.
Плавность и точность линейных перемещений повысили за счет армирования направляющих салазок и суппортов антифрикционными пластиковыми покрытиями. Ввели импульсную систему смазки направляющих.
В центр стола установили круговой фотоэлектрический датчик с разрешением 2500 импульсов на оборот. Это позволило добиться требуемой точности при нарезании различных резьб, включая многозаходные.
При модернизации механической части токарно-карусельного станка модели 1525 выполнили следующие работы:
- восстановление геометрической точности базовых узлов (направляющих стоек, поперечины, круговых направляющих основания стола);
- замена антифрикционных накладок планшайбы;
- замена изношенных деталей новыми;
- замена всех подшипников качения, элементов гидроаппаратуры, резинотехнических изделий.
Цифровая система управления нового поколения
Основой и важнейшей составляющей модернизации электрической части стала разработка и внедрение цифровой оперативной системы управления (ОСУ).
Что такое ОСУ? Это совокупность технических, программных и технологических решений, базирующихся на возможностях современной промышленной электроники и приводной техники. Направлена она на увеличение точности и улучшение качества обработки, повышение производительности, снижение нагрузки на оператора.
Основное требование к ОСУ токарно-карусельного станка модели 1525 — обеспечение возможности задания и выполнения технологических операций как автоматически по выбранному циклу, так и с помощью ручных органов управления на станочном пульте.
Для реализации этой задачи пригласили компанию «КоСПА», имеющую практический опыт разработки подобных систем управления для станков токарной группы.
Специалисты применили интегрированный контроллер управления движением (Motion Control) с возможностью синхронизации главного привода планшайбы и приводов подач посредством высокопроизводительной цифровой шины Mechatrolink-II. В качестве приводов подач выбрали новейшие комплектные сервоприводы YASKAWA.
В качестве основного органа управления использовали 8-дюймовый программируемый сенсорный терминал OMRON. Разработчики создали наглядный, интуитивно понятный интерфейс с детально проработанным и эргономичным графическим представлением данных.
Такое решение гарантирует: освоить навыки работы на токарно-карусельном станке 1525Ф2 сможет любой оператор с минимальным опытом. Выпускники школ и колледжей, работники механических цехов, токари низкой квалификации — всем под силу.
Функциональные возможности операторской системы
Разработанная цифровая ОСУ для двухсуппортного токарно-карусельного станка 1525Ф2 обеспечивает широкий спектр возможностей.
1. Точение в ручном режиме
Оператор может работать с помощью электронных маховичков или с заданными подачами при работе с крестовиком. Для расширения возможностей ввели функцию мерных перемещений с заданными подачами.
При работе с крестовиком или при использовании мерных перемещений можно нарезать резьбы за один проход. Предусмотрели электронные упоры для повышения безопасности работы в ручном режиме.
2. Глубокая диагностика работы станка
Система отслеживает действия оператора с целью повышения безопасности. При работе всегда можно оценить степень загруженности приводов подачи и главного привода.
Это помогает оптимизировать режимы обработки и повысить производительность, а также не допустить долговременной перегрузки приводов и их аварийного отключения.

Рис. 1 Мониторинг загруженности приводов
Операторский интерфейс с помощью вспомогательных сообщений указывает на ошибки оператора, тем самым не позволяя совершать заведомо неверные действия.
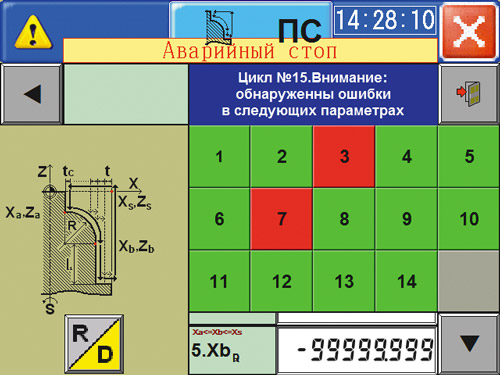
Рис. 2 Интерфейс с подсказками для оператора
3. Программирование последовательности обработки
Система позволяет задавать последовательность обработки детали как для левого, так и для правого суппорта на основе типовых технологических циклов в пошаговом диалоговом режиме с последующей автоматической реализацией.
В настоящее время система содержит 16 базовых циклов обработки, которые можно расширить технологическими циклами, необходимыми заказчику:
- циклы продольного точения;
- циклы торцевого точения с постоянной скоростью резания;
- циклы нарезания резьб (в том числе многозаходных) с выходом в канавку и со сбегом;
- циклы точения конических поверхностей с коррекцией на радиус резца;
- циклы точения сферических поверхностей с коррекцией на радиус резца.
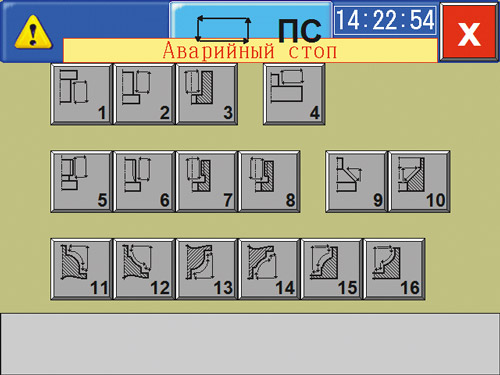
Рис. 3 Меню выбора технологических циклов
4. Интуитивно понятный диалоговый режим
Для облегчения восприятия информации токарем при разработке операторского интерфейса упор сделали на графическое представление данных.
Описание каждого цикла представлено в виде эскиза с указанием всех параметров и действий при обработке. При выполнении цикла на экране отображается последовательность действий.
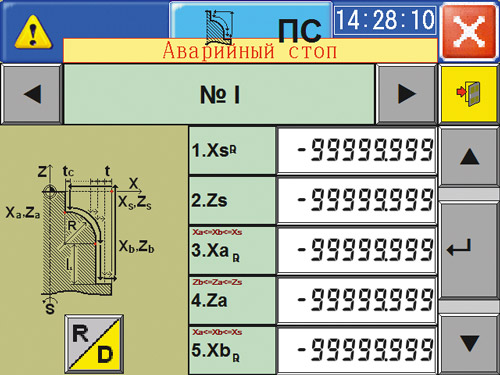
Рис. 4 Графическое отображение цикла обработки
5. Хранение программ обработки
В памяти контроллера можно хранить до 5 последовательностей обработки детали, каждая из которых может состоять из 25 циклов.
Для изготовления детали нет необходимости отлаживать программу. Достаточно подойти к станку с чертежом или эскизом детали, выбрать базовые циклы обработки в нужной последовательности и задать минимальное количество понятных параметров для каждого цикла.
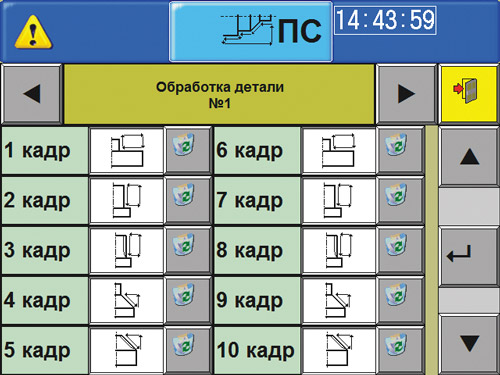
Рис. 5 Хранение программ обработки
При этом операторский интерфейс станка легко воспринимается оператором и не утомляет его при работе.
В случае необходимости хранения большего количества данных или их переноса на другой станок, оснащенный ОСУ, предусмотрена возможность сохранения параметров и последовательностей циклов на карту памяти Compact Flash.
Результаты модернизации и экономический эффект
Оснащение станка современной цифровой ОСУ позволило повысить функциональные возможности и сделать шаг от универсального станка с УЦИ на более высокий уровень — ближе к станкам с ЧПУ.
При этом требования к оператору станка практически не изменились. Но появилась возможность качественно обрабатывать как простые детали, так и детали со сложным профилем без специальных приспособлений и дополнительных операций по смене инструмента.
Результат модернизации токарно-карусельного станка модели 1525Ф2 производства ЗАО «Краснодарский станкостроительный завод Седин», проведенной совместно специалистами ООО «МоРеНа» и ООО «КоСПА», показал реальную возможность не только восстановить базовые технические характеристики станка, но и добиться его точности, сравнимой с точностью нового станка.
Значительно расширились функциональные показатели станка, увеличилась производительность, повысилась надежность и снизились эксплуатационные расходы.
Всего этого специалистам компаний-разработчиков удалось достичь за счет серьезной и качественной работы по упрощению кинематики, применению мехатронных устройств, а также внедрению на станке цифровой ОСУ.
Это факт.
![]()
ООО «КоСПА»
Тел./факс +7 (495) 916-53-98 (многоканальный)
e-mail: cospa.office@cospa.ru
www.cospa.ru
![]()
ООО «МоРеНа»
Тел. +7 (496) 613-62-80
Факс +7 (496) 613-62-83
e-mail: morena92@mail.ru
Список литературы:
1. Бушуев В.В., Молодцов В.В. «Роль кинематической структуры станка в обеспечении требуемой точности обработки изделия». «СТИН» №6 2010 г.
2. ООО «КоСПА» «Современные оперативные системы управления станками: простое решение сложных проблем». «ИТО» №6 2008 г.

