Ролики машин непрерывного литья заготовок: конструкция и применение
Технические характеристики и габариты
Машины непрерывного литья заготовок (МНЛЗ) оснащены большим количеством водоохлаждаемых роликов с глубокими базовыми отверстиями. Изготавливают их из стали 40Х1МФА. Это проверенный материал для таких условий.
Габаритные размеры роликов:
→ Наружный диаметр: от 250 до 400 мм
→ Длина вдоль оси: от 350 до 800 мм
→ Диаметр базового отверстия: от 101 до 143 мм
Ролики МНЛЗ — унифицированные изделия крупносерийного производства. Они входят в роликовые секции и подлежат трехкратному ремонту. Имеют несколько межремонтных циклов работы.
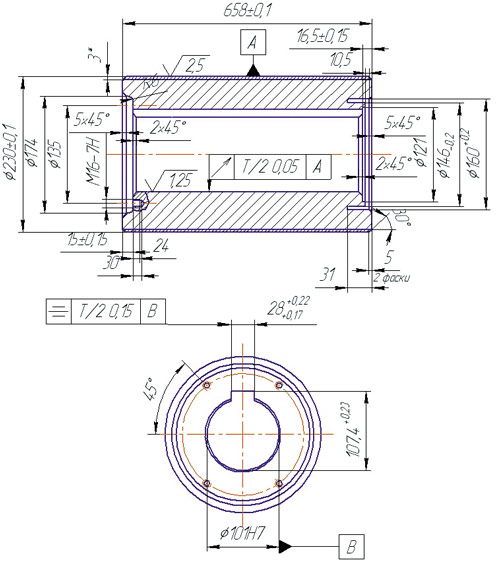
Рис. 1. Эскиз ролика машины непрерывного литья заготовок

Рис. 2. Роликовая секция в сборе
Роль в технологическом процессе
Эти ролики работают в роликовых секциях. От их состояния зависит непрерывность всего процесса литья. Качество поверхности и точность размеров критичны.
Дефекты роликов и экономические потери
Причины возникновения дефектов
Отказы роликов МНЛЗ приводят к серьезным проблемам:
✖️ Нарушение непрерывности рабочего цикла
✖️ Возникновение неустранимого брака
✖️ Усложнение процесса ремонта роликов
✖️ Повышение трудозатрат на настройку МНЛЗ
Простои машин из-за отказов роликов — это крупные экономические потери. В металлургии время — деньги. Большие деньги.
Типы дефектов в базовых отверстиях
Наблюдения за работоспособностью показывают: условия эксплуатации жесткие. Высокие силовые нагрузки. Тепловые нагрузки. Резкая охлаждающая среда.
В сопряжении «базовое отверстие ролика — водоохлаждаемый вал» возникают дефекты:
⚠️ Коррозия
⚠️ Микротрещины
⚠️ Продольные риски
⚠️ Задиры
⚠️ Другие повреждения поверхности
Накопление дефектов приводит к потере посадки. Возникает подвижность ролика МНЛЗ. Увеличивается зазор между внутренним диаметром ролика и наружным диаметром водоохлаждаемого вала.
Что имеем в результате?
Погрешность формы. Неравномерное изнашивание наружной поверхности. Отказ ролика. Ухудшение ремонтопригодности. Неоднозначная ситуация.
Комбинированный инструмент: совмещение методов обработки
Анализ существующих решений
Для устранения дефектов провели анализ типов комбинированных инструментов. Они совмещают методы резания и холодного пластического деформирования.
Используют особенности и достоинства различных схем обработки. Цель — высокое качество поверхностного слоя и точные размеры обрабатываемой детали [3, 5].
Анализ позволил определить тип комбинированного инструмента. Предложили методику его проектирования.

Рис. 3. Комбинированный инструмент для обработки глубоких отверстий

Рис. 4. Конструкция инструмента
Принцип работы инструмента
Инструмент совмещает две операции:
1. Чистовое растачивание
2. Поверхностное пластическое деформирование (раскатка)
Это серьезно сокращает время обработки. Повышает точность. Улучшает качество поверхности.
Требования к параметрам обработки
Задачи расточной части
Определили основные задачи для переходов чистового растачивания и поверхностного пластического деформирования.
Расточная часть должна обеспечивать:
→ Уменьшение конусности
→ Уменьшение овальности (более равномерное распределение припуска под раскатку)
→ Шероховатость в пределах Ra 1,6...2,5 мкм
Логично, правда?
Требования к раскатной части
Раскатная часть отвечает за основные выходные параметры обрабатываемого отверстия ролика МНЛЗ:
✓ Точность отверстия в пределах допуска на диаметр до 0,035 мм
✓ Шероховатость поверхности в пределе Ra 0,4...0,8 мкм
✓ Повышение твердости поверхности на 7–10%
Учитывая крупносерийное производство роликов МНЛЗ, существенное влияние их качества на производительность МНЛЗ, был разработан и изготовлен комбинированный инструмент для чистовой обработки базовых отверстий.
Испытания на НЛМК: условия и параметры
Организация производственных испытаний
Оценку работоспособности комбинированного инструмента выполнили на базе действующего производства — ОАО «НЛМК». Это серьезная проверка.
Для сравнительной оценки различными методами чистовой обработки разнотипным инструментом провели испытания при идентичных режимах.
Режимы обработки
| Параметр | Значение |
|---|---|
| Глубина резания t | 0,22...0,24 мм |
| Натяг на деформирующие ролики i | 0,3...0,8 мм |
| Подача S | 0,05...0,15 мм/об |
| Скорость обработки V | 50...90 м/мин |
Глубина резания превышала максимальную величину конусности от предшествующего перехода — растачивания [1, 2, 4].
Результаты сравнительных испытаний
Три метода обработки: сравнение
В таблице представлены сравнительные результаты измерений средних значений отклонений от круглости при трех различных методах обработки базовых отверстий роликов МНЛЗ.

Таблица 1. Результаты сравнительных испытаний (часть 1)
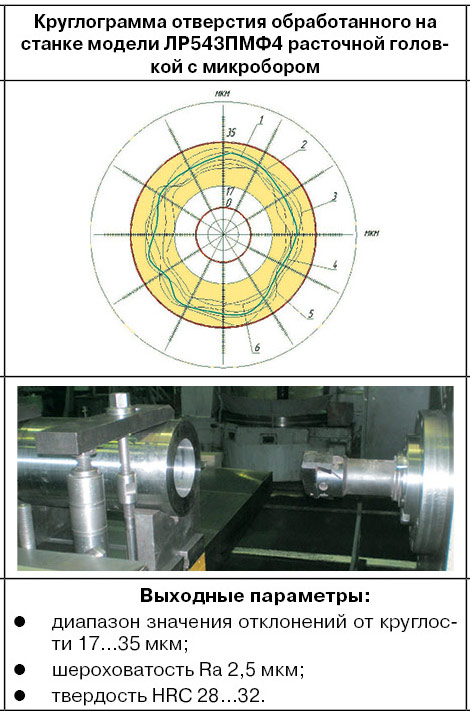
Таблица 1. Результаты сравнительных испытаний (часть 2)
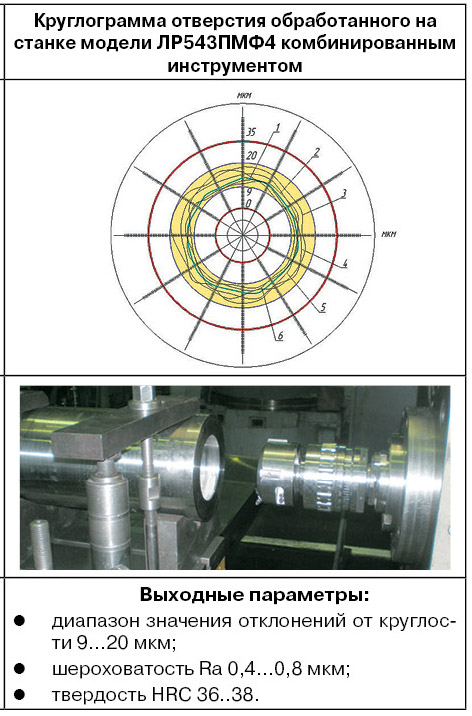
Таблица 1. Результаты сравнительных испытаний (часть 3)
Анализ полученных данных
Анализ результатов при различных методах чистовой обработки базовых поверхностей глубоких отверстий показывает:
При работе комбинированным инструментом:
★ Значительно повышается точность обработки глубоких отверстий (в пределах допуска на диаметр до 0,02 мм)
★ Класс шероховатости снижается до 0,4…0,8 мкм
★ Отсутствуют резко выделяющиеся отклонения в поперечных сечениях
★ Отклонения находятся в диапазоне 9…20 мкм (входит в предел допуска на размер отверстия)
Это впечатляет, не правда ли?
Достигнутые показатели качества
Точность размеров и пространственных отклонений
В результате проделанной работы определили связь между:
→ Конструктивно-технологическими параметрами
→ Процессами в зоне контакта
→ Показателями качества при обработке комбинированным инструментом
По результатам исследований и промышленных испытаний обеспечивается заданная точность размеров и пространственных отклонений глубоких отверстий роликов МНЛЗ.
Качество поверхностного слоя
Комбинированная обработка дает:
✔️ Точность отверстия до 0,02 мм
✔️ Шероховатость Ra 0,4...0,8 мкм
✔️ Повышение твердости на 7-10%
✔️ Отсутствие дефектов посадки
Это работает. Проверено.
Увеличение срока службы и экономический эффект
Рост стойкости роликов
Производственные испытания роликов МНЛЗ, изготовленных по новой технологии комбинированным инструментом, показали существенное увеличение их стойкости.
На сколько?
На 15,38%.
Это серьезно. Для крупносерийного производства такой прирост — это большие деньги. Меньше простоев. Меньше замен. Меньше затрат на ремонт.
Практическая значимость
Внедрение комбинированного инструмента дает:
→ Повышение производительности МНЛЗ
→ Снижение брака
→ Увеличение межремонтных интервалов
→ Снижение трудозатрат
→ Экономический эффект
Результаты проделанной работы подтверждают эффективность предложенного решения. Есть над чем подумать, правда?
А. И. Рубахин
ОАО «Новолипецкий металлургический комбинат»
г. Липецк, Россия
Библиографические ссылки:
1. Коновалов Е. Г., Сидоренко В. А. Чистовая и упрочняющая ротационная обработка поверхностей. – Минск: Высшая школа, 1968. – 363 с.
2. Кудрявцев И. В., Бурмистрова Л. Н. Выбор основных параметров упрочнения валов обкатыванием роликами // Вестник машиностроения, 1983, № 4. – С. 8–10.
3. Малышко И. А. Осевые комбинированные инструменты (рекомендации по проектированию и эксплуатации). Донецк: ПКТИ, 1996. – 135 с.
4. Минков М. А. Технология изготовления глубоких точных отверстий – М.: – Л: Машиностроение, 1965. – 176 с.
5. Отений Я. Н., Смольников Н. Я., Ольштынский Н. В. Прогрессивные методы обработки глубоких отверстий: Монография / ВолгГТУ.– Волгоград, 2003. – 136 с.

