Для каких задач созданы фрезы
Компания Pramet Tools расширила линейку инструмента для тяжелого чернового фрезерования. Новинка — фрезы с пластинами SNMR 1706DZSR меньшего размера по сравнению с предыдущими моделями. Основное направление — обработка деталей с переменным припуском.
Штамповки, отливки, поковки. Именно такие заготовки чаще всего попадают в работу. Поверхностный слой содержит включения, примеси, песок. Срезать это все нужно быстро и надежно. Тут без специализированного инструмента не обойтись.
Устройство и конструктивные решения
Увеличенное количество зубьев
Фреза SNMR 17 получила больше зубьев на том же диаметре. Неравномерный шаг между ними — сознательное решение конструкторов. Что это дает? Более плавный ход при резании, снижение вибраций.
Геометрия кромки «R» обеспечивает прочность. Рекомендуемая подача на зуб fz лежит в диапазоне 0,30–0,55 мм. При необходимости чистовой обработки можно достичь шероховатости Ra 0,8 мкм. Глубина резания — до 10 мм.
Меньшее сопротивление резанию позволяет увеличить подачу. Логично. Если же оставить подачу без изменений, инструмент сэкономит электроэнергию. Дополнительный бонус — снижение нагрузки на узлы станка.
| Параметр | Значение |
|---|---|
| Подача на зуб fz | 0,30–0,55 мм |
| Максимальная глубина резания ap | 10 мм |
| Шероховатость поверхности Ra | 0,8 мкм |
| Тип пластины | SNMR 1706DZSR |
Особенности режущих пластин
Зачистная кромка и качество
Пластины SNMR 17 оснащены зачистной частью на вспомогательной режущей кромке. При правильных режимах резания достигается шероховатость Ra 2 мкм. Впечатляет для черновой обработки.
Если нужно еще чище? Тогда применяют зачистную пластину SNKR 17. Разница в геометрии, но база крепления остается той же.
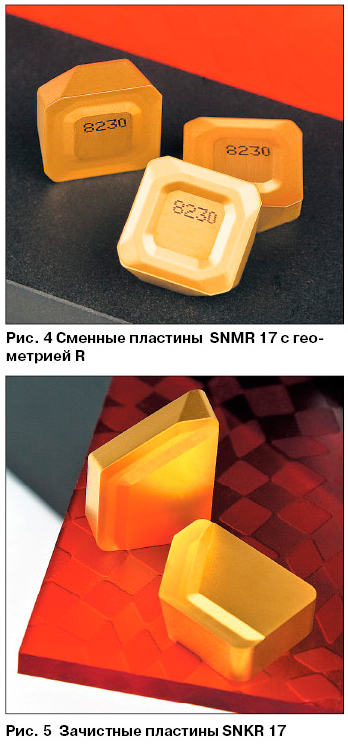
Рис. Пластины SNMR 17 и SNKR 17 для чернового и зачистного фрезерования
Концепция конструкционного решения корпусов не возникла на пустом месте. Инженеры Pramet использовали опыт, проверенный на фрезах SBMR 22 для тяжелого резания. Преемственность — это надежно.
Система крепления клином
Прижимной клин — основа системы крепления. Простой поворот дифференциального винта, и клин освобожден. Смена режущей кромки занимает секунды.
Теперь важный момент. После обработки фреза горячая. Крепление клином позволяет быстро и безопасно менять пластины. Никаких лишних движений.
Под сменной пластиной находится подкладная пластина из твердого сплава. Крепится винтом к корпусу. Зачем? Для защиты корпуса при поломке основной пластины. Случается редко, но лучше перестраховаться.

Рис. Конструкция крепления пластин в фрезах SBMR 22, TBMR 27 и SNMR 17
Поворот и смена пластины проводятся ключом через дифференциальный винт с внутренним шестигранником. Все просто, ничего лишнего.
Технические параметры
Рекомендуемая подача fz и глубина ap позволяют работать с высокой производительностью. Увеличенное количество зубьев на диаметре — преимущество перед фрезами SBMR 22.
Что это дает на практике? Возможность применять инструмент на станках с ограниченной частотой вращения шпинделя. Старые станки тоже справляются с неплохой минутной подачей.
| Характеристика | SNMR 17 | SBMR 22 |
|---|---|---|
| Размер пластины | Меньший | Больший |
| Количество зубьев | Увеличенное | Стандартное |
| Применение | Станки с ограниченным шпинделем | Мощные станки |
| Минутная подача | Высокая | Средняя |
Корпуса фрез проходят поверхностное воронение. На торце — лазерная маркировка: название фрезы, тип пластин, изображения запасных частей. Удобно при заказе комплектующих.
Экономия энергии и ресурса
Меньшее сопротивление резанию — факт. Если не увеличивать подачу, инструмент сэкономит процент расходуемой электроэнергии. Немалый, между прочим.
Снижение нагрузки на узлы станка продлевает ресурс оборудования. Это не только про экономию электричества, но и про долговечность инструмента и станка в целом.
Большее количество зубьев при том же диаметре — увеличение минутной подачи. Производительность растет. Логика простая.
Практическое применение
Фрезы SNMR 17 — более позитивная геометрия по сравнению со стандартными черновыми инструментами. Это ощущается в работе.
Обработка материалы с включениями и примесями — штатный режим. Штамповки, отливки, поковки попадают под фрезу регулярно.
Pramet Tools предлагает комплексный ассортимент фрез для черновой обработки. Соотношение цены и производительности высокое. Предприятия получают возможность повысить производительность труда и снизить затраты на обработку.
Без лишних слов — инструмент работает.
Инженер Павел Крагула
email: pavel.krahula@pramet.com
Инженер Мартин Биндер
email: martin.binder@pramet.com
«Pramet Tools», Шумперк, Чехия
www.pramet.cz

