Уникальная конструкция для сверхкрупногабаритных деталей
Почему фрезерно-токарные, а не токарно-фрезерные
Существуют большие и даже очень большие обрабатывающие токарные центры. Но среди всего этого множества особо выделяется Weingartner.
Это значит, что любой, кому необходимо выполнить ротационно-симметричные детали длиной более 8 метров соответствующей массы, вряд ли пройдет мимо специалистов из австрийского городка под названием Кирхам.
Благодаря своей уникальной конструкции, станки Weingartner могут обрабатывать заготовки длиной до 20 метров. И стоит заметить: все станки предназначены для полной обработки деталей.
Токарно-фрезерные центры современной конструкции, несомненно, являются чем-то наподобие Королевской Лиги или элиты среди станкостроителей.
Если вам захочется описать это сложное оборудование непрофессионалу, то в двух словах оно представляет собой токарный станок с интегрированным, полностью функциональным фрезерным шпинделем.
Соглашаясь с этим описанием, Геральд Штайнингер, коммерческий директор Weingartner Maschinenbau GmbH, все-таки вносит небольшую ремарку:
«Базовая конструкция практически всех токарно-фрезерных центров, имеющихся на рынке, как правило, аналогична токарным станкам с наклонной станиной, что влечет за собой некоторые недостатки при производстве крупногабаритных деталей».

Рис. 1 Клаус Гяйсслер, технический директор, и Геральд Штайнингер, генеральный управляющий: «Weingartner уже перестал быть производителем только станочного оборудования, напротив, компания является поставщиком готового производственного решения»
Практика показывает, что такая конструкция станины не подходит для деталей определенного размера.
Центр тяжести детали, а соответственно и доля общей массы, смещается за пределы станины станка и не компенсируется из-за наклонно расположенного люнета.
В станках Weingartner центры тяжести детали и люнета находятся на одной вертикали, благодаря чему нагрузка передается строго по центру и полностью воспринимается станиной.
Достигается такой же эффект, как если бы это был горизонтально-фрезерный станок.
Геральд Штайнингер добавляет:
«Если взглянуть на привод, отвечающий за перемещение обрабатывающей головки по оси Y, то станет очевидно, что центр тяжести в крайних положениях влияет на стабильность всей системы, а именно опрокидывающий момент негативно сказывается на точности и жесткости станка».
Поскольку системный подход к конструированию станка отличается от вышеобозначенного, компания называет свои станки фрезерно-токарные центры, в отличие от общепринятого «токарно-фрезерные центры».
Технические возможности и производительность
Двойная производительность при равной мощности
Геральд поясняет:
«Конструкция станка такова, что мы можем сделать подетальную раскладку компонентов, как например, шпиндельной бабки с подшипником, что позволяет получить полное представление о механике станка».
Для заказчика это означает двойную производительность станков Weingartner по сравнению с конкурентами при равной мощности.
К примеру, компания подготовила сравнительную диаграмму производительности для привода мощностью 75 кВт, из которой видно, что производительность у Weingartner вдвое выше, чем у конкурентов.
При обработке больших деталей необходимо иметь в виду, что с увеличением размера скорость вращения падает. И это накладывает определенные требования на крутящий момент шпинделя.
При скорости от 375 оборотов в минуту вплоть до возможного максимума Weingartner может обеспечивать постоянную производительность.
Точность обработки крупногабаритных валов
12 микрон на 12 метрах длины
На представленном станке, изготовленном для всемирно известного предприятия, занятого в производстве строительных машин и энергетике, специалисты из г. Кирхам демонстрируют, что размер – это далеко не самое впечатляющее.
«При длине станка в 12 метров мы можем добиться позиционных допусков в 12 микрон по обеим шейкам коленчатого вала. В то же время достигается такая шероховатость опорных участков, что они не требуют дополнительного шлифования».
И сегодняшние возможности станка в обработке деталей до 20 метров длиной и весом более 50 тонн – далеко не предел.
Такие характеристики становятся возможными только благодаря программируемому по трем осям люнету собственной разработки, из расчета зажимаемого диаметра в 1200 мм, аналога чему на рынке просто нет.

Рис. 2 Фрезерно-токарный центр Weingartner для обработки деталей длиной до 20 метров
Программируемый люнет собственной разработки
Уникальная система поддержки заготовок
Программируемый по трем осям люнет — это ключевое преимущество оборудования Weingartner.
Он рассчитан на зажимаемый диаметр до 1200 мм.
Аналога такому решению на рынке просто нет.
Это позволяет обрабатывать детали весом более 50 тонн с высочайшей точностью.
Автоматическая смена обрабатывающей головки
От 5000 до 20000 оборотов
Каждый станок Weingartner оснащен системой захвата, позволяющего осуществлять автоматическую смену обрабатывающей головки за 3 минуты.
Это играет огромную роль в тех ситуациях, когда заказчику дополнительно требуются очень высокие обороты, превышающие возможности сверхмощной обрабатывающей головки, чья скорость вращения ограничена габаритами шпинделя и подшипника.
Предельная скорость обрабатывающей головы, разработанной для тяжелой металлообработки, составляет 5000 оборотов.
Если заказчик планирует выполнять дополнительные операции на высокоскоростном шпинделе, компания может модернизировать его без каких-либо значительных затрат, что позволит увеличить обороты до 20 000 и более по желанию клиента.
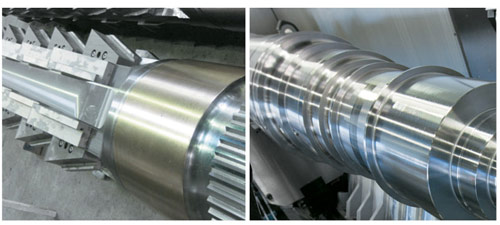
Рис. 3 Система автоматической смены обрабатывающей головки за 3 минуты
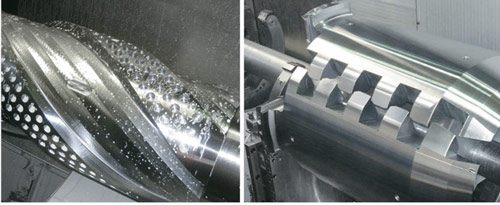
Рис. 4 Обрабатывающая головка для тяжелой металлообработки с максимальной скоростью 5000 об/мин
Комплексные производственные решения
Уникальное программное обеспечение
На чем хотели бы заострить внимание, как г-н Штайнингер, так и г-н Гяйсслер, так это на том, что Weingartner уже перестал быть просто производителем станочного оборудования, напротив, компания является высокотехнологичным поставщиком полного производственного процесса, включающего:
- анализ процесса обработки
- оптимальный станок
- инструмент
- средства управления (ЧПУ)
- программное обеспечение
Гяйсслер замечает:
«И именно программное обеспечение отличает нас от большинства производителей. Начиная от разработки процедуры и дизайна геометрии, до автоматизированной генерирующей программы управления, данное программное обеспечение также отвечает за 3D симуляцию всех рабочих процессов, включая всю кинематику станка».
Помимо всего прочего, – добавляет Геральд Штайнингер, – мы разработали программное обеспечение, которое используется практически повсеместно в производстве шнеков.
Ни одна из современных CAD/CAM систем не может сравниться с этим ПО.
Производство шнеков экструдеров
Вершина технологии металлообработки
В этой связи г-н Штайнингер упомянул об одном из основных сегментов деятельности компании Weingartner.
Это пластмассовая промышленность, более точно, производство шнеков экструдеров, что являет собой вершину технологии металлообработки.
Технологи в пластмассовой индустрии очень изобретательны в разработке новых пластмасс или в применении новых материалов для изготовления экструдеров.
Геометрия деталей совершенствуется, что создает трудности в обработке материала.
Заготовки шнеков экструдеров армируют, упрочняют или покрывают стеллитом с 60%-ым содержанием карбида, поэтому дальнейшие разработки в области режущего инструмента играют важную роль в технологии металлообработки.

Рис. 5 Обработка шнека экструдера — вершина технологии металлообработки
Вихревая обработка и 5-осевая интерполяция
Наиболее эффективная технология металлообработки
Отдельная тема, которой следует коснуться, это вихревая обработка.
На данный момент этот метод общепризнанно считается наиболее эффективным среди технологий металлообработки, несмотря на значительное снятие металла при обработке.
С другой стороны, вихревая обработка предъявляет очень высокие требования к станку и режущему инструменту.
Высокое режущее усилие и давление режущего инструмента обусловливает необходимость чрезвычайной стабильности всей системы.
Клаус Гяйсслер, подводя итог, еще раз отмечает ключевое преимущество оборудования Weingartner:
«Разнообразие инструмента и интерполяция по 5 осям вкупе с функцией обработки по осям B/U позволяют точно и экономично обрабатывать сложные детали типа вращения и валов, а также детали кубической формы всех возможных диаметров».
Это достигается за счет комбинации:
- токарной обработки
- фрезерной обработки
- сверления
- глубокой расточки
- вихревой обработки
- технологии нарезания резьбы по 5 осям
Что в итоге обеспечивает требуемую высокую точность больших деталей в отношении:
- соосности
- угловых измерений
- рабочей поверхности
| Параметр | Значение | Примечание |
|---|---|---|
| Максимальная длина обработки | до 20 м | Уникальная возможность на рынке |
| Вес заготовки | более 50 тонн | Для крупногабаритных деталей |
| Позиционный допуск | 12 микрон | На длине станка 12 м |
| Диаметр зажима люнета | до 1200 мм | Программируемый по 3 осям |
| Скорость шпинделя (базовая) | до 5000 об/мин | Для тяжелой металлообработки |
| Скорость шпинделя (опция) | до 20 000+ об/мин | По желанию клиента |
| Смена головки | 3 минуты | Автоматическая |
| Производительность | в 2 раза выше | При равной мощности 75 кВт |
Таблица 1 Технические характеристики фрезерно-токарных центров Weingartner
Чего еще Вы желаете? Мы сделаем.
www.weingartner.com

