Проблемы обработки глубоких отверстий
Рост требований к производству
Производство не стоит на месте. Номенклатура деталей с глубокими отверстиями постоянно растет, диапазон диаметров расширяется, объемы выпуска увеличиваются. Все это требует совершенствования способов обработки. При чем таких, которые обеспечивают высокую производительность, экономичность и точность одновременно.
Задача не из простых. Особенно когда речь идет о глубоких отверстиях в деталях типа тел вращения.
Требования к точности и качеству
Чистовые операции
Для получения качественных глубоких отверстий особое внимание уделяют завершающим операциям. Здесь применяют методы чистового растачивания инструментами различных конструкций — как зарубежного, так и отечественного производства.
В основном обработка ведется расточными головками, оснащенными:
- микроборами;
- однорезцовыми инструментальными блоками;
- двурезцовыми инструментальными блоками.
Достигаемая размерная точность находится в пределах 7–8 квалитета. Вроде бы неплохо. Но на практике возникают проблемы.
Типичные отклонения
В процессе обработки появляются различные виды отклонений диаметральных размеров отверстий:
- в продольном сечении;
- в поперечном сечении.
Основные проблемы — овальность и конусность. Именно эти дефекты заставили специалистов искать новые решения.
| Тип отклонения | Характеристика | Причины возникновения |
|---|---|---|
| Овальность | Отклонение от круглости в поперечном сечении | Вибрации, неравномерное резание |
| Конусность | Изменение диаметра по длине отверстия | Износ инструмента, прогиб |
| Отклонение от цилиндричности | Комбинированное отклонение | Недостаточная жесткость системы |
Конструкция расточного инструмента
Ключевые особенности разработки
Проанализировав различные виды инструментов и способы получения глубоких отверстий с повышенными эксплуатационными характеристиками, было принято решение о применении расточных инструментов собственного производства.
На базе анализа существующих конструкций разработали расточной инструмент для чистовой обработки глубоких базовых отверстий.
Отличительных особенностей две, но какие!
Первая особенность: в корпусе инструмента сделан паз под установку расточного блока. Блок жестко закреплен винтами в потай и сцентрирован при помощи пальца, установленного перпендикулярно оси инструмента через посадку с натягом. Это позволяет повысить точность обработки.
Вторая особенность: в пазах, выполненных на наружной поверхности корпуса, установлены:
- три направляющие;
- две бронзовые планки.
Они позволяют стабилизировать процесс обработки, исключив вибрации на большом вылете инструмента и обеспечив создание дополнительной опорной базы.
Решаемые задачи
Основные цели разработки:
- Улучшение класса шероховатости поверхности.
- Устранение ошибок геометрической формы.
- Ликвидация отклонений от круглости глубоких отверстий.
Речь идет о цилиндрических деталях типа длинномерных валов и роликов.
Эскиз расточной головки для обработки глубоких отверстий в деталях типа тел вращения при работе на прямом ходу представлен на рисунке.
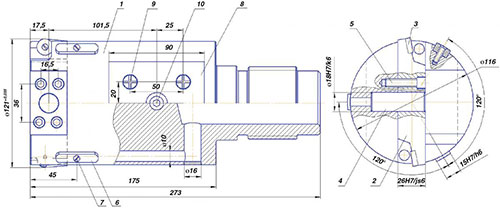
Рис. 1. Эскиз расточной головки для обработки глубоких отверстий в деталях типа тел вращения
Устройство инструмента
Расточной инструмент содержит:
- корпус 1;
- расточной блок 2 с двумя режущими пластинами 3;
- палец 4 для центрирования;
- винты 5 для крепления блока;
- три направляющие 6;
- винты 7 для крепления направляющих;
- две бронзовые планки 8;
- винты 9, 10 для крепления планок.
Подготовка инструмента к работе
Контроль и настройка
Подготовка осуществляется следующим образом. Сначала производят контроль диаметрального размера расточного блока 2 и соосности расположения вершин режущих пластин 3 относительно оси инструмента.
При необходимости настройку расточного блока 2 производят на оптическом микроскопе методом регулировки режущих пластин 3 по высоте.
Затем корпус 1 расточного инструмента устанавливают и закрепляют на переходник, который зафиксирован в удлинителе шпинделя станка.
Базирование детали
Базирование обрабатываемой детали осуществляется:
- в трехкулачковом патроне;
- в люнете станка для глубокого сверления.
Такое базирование обеспечивает необходимую жесткость и точность позиционирования.
Технология обработки отверстий
Движения инструмента
Обработка осуществляется поступательным и вращательным движением инструмента. Перемещение происходит за счет шпинделя станка совместно с удлинителем и переходником в направлении оси отверстия ролика.
Для достижения рациональных режимов обработки осуществляется встречное вращение инструмента и детали. Это важный момент, который влияет на качество поверхности.
Стабилизация и центрирование
Центрирование корпуса 1 расточного инструмента в течение обработки внутренней поверхности отверстия ролика по всей его длине осуществляется за счет трех направляющих 6.
Направляющие установлены и жестко закреплены в пазах корпуса под углом 120°.
Результат:
- стабилизируется положение оси инструмента;
- стабилизируется положение корпуса 1;
- стабилизируется положение расточного блока 2;
- все это относительно оси внутреннего диаметра ролика.
Тем самым повышается точность и качество обрабатываемой поверхности.
Борьба с вибрациями
При работе на большом вылете инструмента за счет установленных двух бронзовых планок 8 обеспечивается создание второй базы. Тем самым исключаются вибрации.
Для достижения основных точностных показателей обрабатываемых глубоких отверстий роликов направляющие 6 и бронзовые планки 8 шлифуются с одной установочной базы за один проход после закрепления расточного блока в центрах.
Подача СОЖ
Для обеспечения размерной стойкости двух режущих круглых пластин 3 в процессе обработки и быстрого удаления стружки в зону резания подается смазочно-охлаждающая жидкость.
Подача осуществляется:
- через центральное отверстие хвостовика;
- затем по двум каналам, выполненным в корпусе 1 инструмента.
Это решение существенно улучшает условия резания.
Завершение обработки
По окончании процесса инструмент выводят из зоны резания обратным ходом на ускоренной подаче. Предварительно снимают твердосплавные пластины для предотвращения появления рисок на обработанной поверхности.
Альтернативный вариант — инструмент полностью снимают со стебля на выходе.
Опытно-промышленный образец расточного инструмента представлен на рисунке.

Рис. 2. Опытно-промышленный образец расточного инструмента
Преимущества новой конструкции
Технические преимущества
Предлагаемый инструмент отличается рядом преимуществ:
| Преимущество | Достигаемый эффект |
|---|---|
| Три направляющие под 120° | Стабилизация положения оси инструмента |
| Две бронзовые планки | Исключение вибраций на большом вылете |
| Жесткое крепление расточного блока | Повышение точности обработки |
| Подача СОЖ через каналы | Улучшение условий резания, удаление стружки |
| Шлифовка направляющих с одной базы | Обеспечение точностных показателей |
Экономические выгоды
Инструмент отличается:
- универсальностью;
- простотой изготовления;
- низкой себестоимостью изготовления.
Это делает его привлекательным для внедрения в производство.
Область применения инструмента
Отрасли машиностроения
Предлагаемый инструмент может применяться во всех отраслях машиностроения для обработки глубоких отверстий с высокими точностью и качеством.
Основные типы деталей:
- длинномерные валы;
- ролики;
- цилиндрические детали с глубокими отверстиями.
Дополнительная информация
Более подробная информация доступна в специализированной литературе и каталогах производителей инструмента.
А. И. Рубахин, к.т.н.
ОАО «Новолипецкий металлургический комбинат» г. Липецк
Литература
- Вольшонок З. С., Винальева Н. П. Совершенствование процессов глубокого сверления и глубокой расточки отверстий в тяжёлом машиностроении. Обзорная информация. Выпуск 2. Серия 8. М., 1988.
- Малышко И. А. Осевые комбинированные инструменты (рекомендации по проектированию и эксплуатации). Донецк: ПКТИ, 1996. — 135 с.
- Отений Я. Н., Смольников Н. Я., Ольштынский Н. В. Прогрессивные методы обработки глубоких отверстий: Монография/ВолгГТУ. – Волгоград, 2003. — 136 с.
- Серебреницкий П. П. Чистовое растачивание и зенкерование глубоких отверстий. Журнал «Ритм». Выпуск 10, 2010 г.
- Уткин Н. Ф., Плужников С. К. Особенности сверления глубоких отверстий. — М., Машиностроение. 1962.

