Как правильно рассчитать параметры фрезерования
Эффективная обработка деталей на фрезерных станках требует точного расчета режимов резания. Ошибки в выборе параметров приводят к снижению качества поверхности, преждевременному износу инструмента и перерасходу времени.
Данные рекомендации разработаны на основе анализа Общемашиностроительных нормативов и компьютерной обработки таблиц режимов резания. Также учтены рекомендации зарубежных фирм-производителей режущего инструмента.
Рекомендации относятся к симметричному встречному фрезерованию стали и чугуна. Они работают при условии правильного подбора диаметра фрезы.
Выбор диаметра фрезы под ширину обработки
Диаметр фрезы D устанавливают в соответствии с шириной фрезерования B по приближенной зависимости:
D = 2,8 × B^0,87 (мм)
Эта формула помогает подобрать оптимальный размер инструмента под конкретную задачу. Не стоит пренебрегать этим расчетом — слишком маленькая фреза не обеспечит нужной производительности, а слишком большая приведет к излишней нагрузке на шпиндель.
Режимы фрезерования устанавливаются из условия:
- Работы по стали с охлаждением эмульсией
- Работы по чугуну без охлаждения
Расчет подачи на зуб: формула и коэффициенты
Подача на зуб — один из ключевых параметров, влияющих на производительность и качество обработки. Слишком малая подача снижает производительность, слишком большая ухудшает чистоту поверхности и ускоряет износ инструмента.
Таблица коэффициентов для стали и чугуна
Подача на зуб устанавливается по зависимости, учитывающей глубину резания и твердость материала.
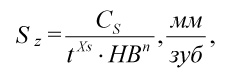
Рис. 1. Формула расчета подачи на зуб, где t — глубина резания (мм), HB — твердость обрабатываемого материала
где:
- t — глубина резания, мм
- HB — твердость обрабатываемого материала
Значения коэффициентов Cs, Xs, n приведены в таблице:
| Обрабатываемый материал | Cs | Xs | n |
|---|---|---|---|
| Сталь | 93 | 0,22 | 1,2 |
| Чугун | 6,3 | 0,22 | 0,62 |
Обратите внимание: коэффициенты для стали и чугуна существенно различаются. Это связано с разными физико-механическими свойствами материалов.
Определение скорости резания
Скорость резания — второй важнейший параметр после подачи. От неё зависит стойкость инструмента, качество поверхности и производительность обработки.
Коэффициенты для расчета скорости
Скорость резания устанавливается по зависимости:
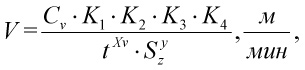
Рис. 2. Формула расчета скорости резания с учетом поправочных коэффициентов K1, K2, K3, K4
Значения коэффициентов Cv, Xv, y приведены в таблице:
| Обрабатываемый материал | Cv | Xv | y |
|---|---|---|---|
| Сталь | 153 | 0,28 | 0,36 |
| Чугун | 185 | 0,49 | 0,27 |
Формула включает несколько поправочных коэффициентов. Каждый из них учитывает определенный фактор. Разберем их подробнее.
Поправочные коэффициенты на материал
Коэффициент K1 характеризует свойства обрабатываемого материала. Он рассчитывается как произведение:
K1 = KM × KHB
Влияние марки стали на режимы
KM для обработки чугуна принимается равным 1,0. Для стали значение зависит от группы:
| Группа стали | KM |
|---|---|
| Автоматная | 1,1 |
| Углеродистая | 1,0 |
| Хромистая, никелевая, хромоникелевая | 0,9 |
| Марганцовистая, хромомарганцовистая, хромокремнистая, хромованадиевая, хромомолибденовая, хромокремнемолибденовая, хромоникелевольфрамовая, хромоникелеванадиевая | 0,85 |
| Хромокремнемарганцовистая, хромомолибденованадиевая, хромомолибденоалюминиевая | 0,8 |
| Инструментальная углеродистая | 0,8 |
| Инструментальная хромистая | 0,7 |
| Инструментальная быстрорежущая | 0,6 |
| Высоколегированная нержавеющая | 0,5 |
Как видите, коэффициент варьируется от 0,5 до 1,1. Легированные и инструментальные стали требуют снижения режимов резания. Это связано с их повышенной твердостью и вязкостью.
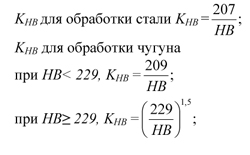
Рис. 3. Зависимость коэффициента KM от группы обрабатываемой стали
Учет состояния поверхности и инструмента
Коэффициент K2 характеризует состояние обрабатываемой поверхности. Наличие окалины существенно влияет на режимы резания.
| Обрабатываемый материал | Состояние поверхности | ||
|---|---|---|---|
| Без корки | С очищенной коркой | С неочищенной коркой | |
| Сталь | 1,0 | 0,93 | 0,80 |
| Чугун | 1,0 | 0,93 | 0,65 |
Разница между обработкой без корки и с неочищенной коркой достигает 20-35%! Стоит ли экономить время на очистку заготовки? Решать вам, но инструмент скажет спасибо за предварительную подготовку.
Выбор твердосплавной пластины
Коэффициент K3 характеризует инструментальный материал. Правильный выбор марки твердого сплава критически важен для эффективной обработки.
| Обрабатываемый материал | Т15К10 | Т14К8 | Т15К6 | ВК10-ОМ | ВК8В | ВК8 | ВК4, ВК6 | ВК3М, ВК6М |
|---|---|---|---|---|---|---|---|---|
| Сталь | 0,65 | 0,8 | 1,0 | - | - | - | - | - |
| Чугун | - | - | - | 0,7 | 0,8 | 1,0 | 1,2 | 1,32 |
Для стали оптимальны титано-вольфрамовые сплавы (Т15К6 — базовый вариант). Для чугуна — вольфрамовые (ВК8 — стандартный выбор). Использование неподходящей марки снижает производительность на 20-40%.
K4 характеризует выбранную стойкость фрезы:
При работе по стали:
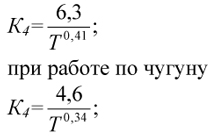
Рис. 4. Формула расчета коэффициента K4 для стали
Нормативный период стойкости составляет 90 минут.
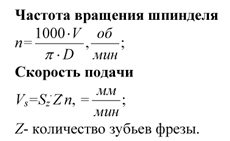
Рис. 5. Формула расчета коэффициента K4 для чугуна
Практические рекомендации по настройке станка
Теоретические расчеты — это хорошо. Но как применить их на практике?
При использовании оборудования со ступенчатым регулированием параметров режима резания соблюдайте простое правило:
- Частоту вращения шпинделя n округляйте в меньшую сторону
- Скорость подачи округляйте в большую сторону
Почему именно так?
Снижение частоты вращения увеличивает стойкость инструмента. Увеличение подачи компенсирует потерю производительности. Баланс!
Несколько практических советов:
| Ситуация | Рекомендация | Обоснование |
|---|---|---|
| Первая обработка новой детали | Снизить режимы на 15-20% | Проверка технологии |
| Черновая обработка | Увеличить подачу, снизить скорость | Максимальная производительность |
| Чистовая обработка | Снизить подачу, увеличить скорость | Лучшее качество поверхности |
| Обработка с охлаждением | Увеличить режимы на 10-15% | Лучший отвод тепла |
Помните: рекомендации — это отправная точка. Окончательные режимы подбираются с учетом конкретного оборудования, состояния инструмента и требований к качеству поверхности.
Экспериментируйте, но делайте это осознанно. Записывайте результаты. Создавайте свою базу данных режимов для типовых операций. Это сэкономит время в будущем.
Даниленко Б.Д.
Кафедра «Инструментальная техника и технологии»
МГТУ им. Н.Э. Баумана
Литература:
Общемашиностроительные нормативы режимов резания фрезами торцевыми с механическим креплением СМП. НИИМАШ, М: 1978г., 57 с.

