Нестабильная работа промышленного лазерного комплекса ЧПУ приводит к браку заготовок. Ошибки позиционирования, перегрев зеркал и критическое падение мощности мгновенно портят листовой металл. Основная причина сбоев кроется в деградации элементов оптического тракта или нарушении теплового режима. Если на производстве некорректно обслуживается лазерная головка Raytools, станок начинает выдавать сквозной прожог, грубый облой и неровный рез. Волоконный лазер генерирует излучение высокой плотности. Любая микрочастица пыли на оптике вызывает мгновенный тепловой пробой. Своевременная диагностика предотвращает выгорание дорогостоящих узлов. Стоимость замены излучателя составляет до 60% от цены всего станка. Дешевле проводить регулярное обслуживание.
Процесс дефектовки начинают с проверки базовых узлов. Инженер оценивает состояние защитных стекол. Проверяет герметичность контуров водяного охлаждения. Анализирует стабильность выходной мощности на разных режимах работы.
Устройство и диагностика: почему неисправна лазерная головка станка
Оптическая головка лазерного станка работает в условиях жестких термических нагрузок. Загрязнение линз приводит к изменению геометрии луча. Мощность лазера падает. На краях реза появляется грат. Проверить состояние внутренних элементов можно по характеру повреждения заготовки. Резкое снижение скорости резки указывает на критическое загрязнение защитной оптики.
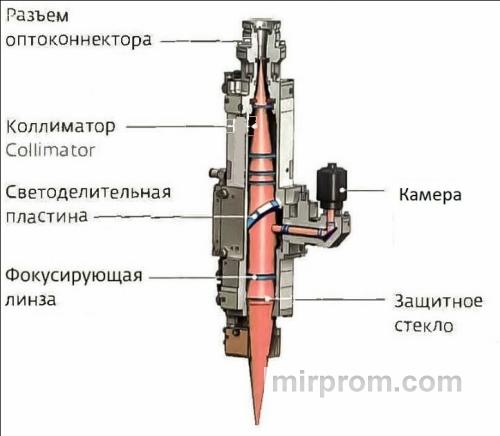
Падение мощности лазера часто связано с деградацией оптического кабеля. Волоконный лазерный источник передает световой импульс через кварцевую жилу. Радиус изгиба транспортного волокна не должен превышать паспортные значения производителя. Пережатие или сильный изгиб кабеля вызывает утечку излучения. Начинается лавинообразный нагрев оболочки. Защитное стекло лазера принимает на себя брызги расплавленного металла. Оно является главным расходным материалом. Нагар на стекле смещает точку фокуса. Это снижает производительность оборудования на 40–50%.
Спектр дефектов выявляют при помощи оптического микроскопа. Чистку провели в беспылевой камере. Использование обычных салфеток запрещено. Они оставляют микроворсинки. Волокно лазера чувствительно к обратным отражениям. При обработке зеркальных металлов часть луча возвращается назад. Это разрушает выходной коннектор. Современная диагностика неисправностей включает в себя обязательный замер температуры корпуса головы под нагрузкой. Рост температуры выше 45 градусов указывает на поглощение лазерного луча грязной линзой.
Сравнение брендов: конструктивные особенности популярных лазерных головок
Выбор алгоритма ремонта зависит от конкретного производителя узла. На рынке ЧПУ доминируют четыре бренда. Они кардинально различаются по ремонтопригодности, архитектуре датчиков и стоимости обслуживания.

Голова Raytools — это классическая рабочая лошадка. Она проста в разборке. Запчасти доступны на любом складе. Бренд Precitec представляет собой премиальный сегмент. Эти головки оснащены умной электроникой, которая непрерывно мониторит состояние линз и давление газов через интерфейс контроллера. Головки WSX привлекают низкой ценой расходников, но требуют ювелирной точности при ручной механической юстировке. Узлы BOCI ориентированы на сверхвысокие мощности (от 12 кВт и выше). Они имеют усиленный контур охлаждения и сложную архитектуру внутренних уплотнителей.
Листайте таблицу вправо ↔️
| Бренд и модель головки | Уязвимое место при эксплуатации | Тип интерфейса датчиков | Розничная стоимость узла, руб | Диаметр для проверки микрометром |
| Raytools BM111 | Механизм фокусировки | Аналоговый, 0-10 В | 160 000 | 27.95 мм (картридж стекла) |
| Precitec ProCutter | Чувствительность к пыли | Цифровой (Bus Link) | 650 000 | 33.94 мм (корпус линзы) |
| WSX NC30 | Уплотнительные кольца | Аналоговый | 110 000 | 24.95 мм (нижнее стекло) |
| BOCI BL20 | Перегрев коллиматора | Цифровой, CAN-шина | 380 000 | 37.92 мм (узел линз) |
Инженеру важно понимать разницу в допусках диаметров картриджей. Ошибка при закупке неоригинального защитного стекла даже на 0.05 мм приводит к разгерметизации оптической камеры. Начинается подсос пыли. Вся внутренняя оптика сгорает за одну рабочую смену.
Восстановление оптического тракта и ремонт лазерной головки
Ремонтные работы проводят на чистом верстаке. Предварительно помещение очищают от пыли. Головка лазерный станок демонтируется в сборе. Все открытые оптические порты сразу глушатся защитными колпачками. Разборка корпуса выполняется специализированным ручным инструментом. Особое внимание уделяют состоянию уплотнительных колец. Потеря эластичности резины приводит к подсосу воздуха из рабочей зоны.

Картридж с оптикой извлекают плавно. Защитный стекло контроллер непрерывно отслеживает емкостный сигнал. Если датчик сигнализирует об ошибке, проверяют целостность сигнального провода. Внутренние линзы удерживает резьбовое коллимационное кольцо. Его откручивают пластиковым пинцетом. Запрещено касаться поверхности стекла металлическими предметами. Для удаления нагара используют изопропиловый спирт высокой чистоты (не менее 99.8%).
Настройка фокусный расстояние выполняется механическим или автоматическим приводом. При ручной юстировке используют осевые регулировочные винты. Точность шага винтов составляет 0.05 мм. Фокусный расстояние лазерный луч подбирают под конкретную задачу. Для резки тонкого листа фокус выставляют на поверхность металла. Для толстых листов точку заглубляют внутрь материала. Лазерный режущий головка требует идеального центрирования сопла. Смещение луча относительно центра отверстия сопла приводит к одностороннему скосу кромки.
Для проверки центрирования используют специальную скотч-ленту. На сопло наклеивают отрезок ленты. Подают короткий лазерный импульс минимальной мощности. Пробитое отверстие должно находиться строго по центру отпечатка сопла. Регулировку выполняют винтами по осям X и Y.
Листайте таблицу вправо ↔️
| Тип оптического элемента головки | Рабочий ресурс, часов | Признак критического износа | Диаметр для проверки микрометром |
| Защитное стекло верхнее | 150 | Появление матовых пятен | 24.95 мм |
| Защитное стекло нижнее | 80 | Точечные прогары, сколы | 27.95 мм |
| Фокусирующая линза | 2000 | Растрескивание покрытия | 29.92 мм |
| Коллиматорная линза | 5000 | Желтизна кварцевого слоя | 29.94 мм |
Интеграция новых компонентов требует калибровки всей системы ЧПУ. После замены линз выполняют тестовый проход по тестовой матрице. Это позволяет определить реальное качество лазерный резка ремонт которого был произведен. Стоимость комплекта оригинальной оптики для разных брендов колеблется от 15 000 до 75 000 рублей. Использование дешевых реплик без просветляющего покрытия приводит к быстрому повторному прогару. Экономия на расходниках увеличивает риск повреждения дорогостоящего коллиматора.
Восстановление волоконных источников и лазерных кабелей
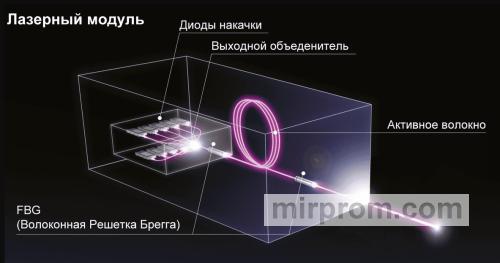
Волоконный лазерный источник является герметичным моноблоком. Вскрытие корпуса силами эксплуатационного персонала не допускается. Внутренний ремонт лазерный источник включает в себя замену силовых модулей и ремонт плат управления. Накачка активного волокна происходит через полупроводниковые диоды. Деградация диодов снижает общую мощность лазера. Выходной мощность квт падает постепенно. Падение мощности на 10% за год считается естественным износом. Более резкое падение указывает на пробой диодный матрица бар.
Ремонт лазерного кабеля выполняют при помощи скалывателя высокой точности. Поврежденный участок оптического кабеля отрезают. Торцевую часть кварцевого стержня полируют. Замена лазерный кабель требует юстировки лазерного луча на оптической скамье. Длина волна лазер составляет обычно 1064 или 1070 нанометров. Это инфракрасный диапазон. Луч невидим для человеческого глаза. Наведение выполняют по пилотному лазеру красного спектра (650 нм).
Сложные работы включают в себя восстановление оптический разъём колпачок которого защищает торец от грязи. Попадание пыли на торец QBH-разъема при подключении сжигает кабель при первом запуске. Полировка кристалл разъём выполняется на специализированных станках с алмазными суспензиями зернистостью до 0.1 мкм. После полировки проверяют геометрию торца. Любые микроцарапины недопустимы.
Ремонт коннектор разъём включает восстановление водяных каналов охлаждения. Коннектор нагревается из-за высоких мощностей. Блок питание лазерный источник проверяют на стабильность выходного напряжения. Пульсации тока снижают ресурс диодов накачки. При ремонте импульсных лазеров настраивают длительность и частоту следования импульсов в прошивке контроллера.
Безопасность работ регламентирует ГОСТ Р МЭК 60825-1-2013. Оператор обязан использовать защитные очки с оптической плотностью OD6+ для длины волны 1060–1080 нм. Прямое или рассеянное излучение мощностью даже в несколько ватт вызывает необратимую слепоту за доли секунды.
Специфика обслуживания оборудования для лазерной сварки и очистки
Ручные аппараты лазерной сварки и очистки имеют свою специфику эксплуатации. В отличие от стационарных станков ЧПУ, здесь головка лазерный сварка находится в руках оператора. Это увеличивает риск механических повреждений при падениях. Корпус сварочного пистолета изготавливают из легких алюминиевых сплавов, но внутренние оптические элементы остаются хрупкими.
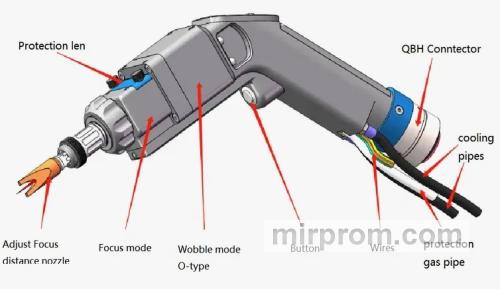
Типичная поломка — выход из строя гальвомотора развертки луча. Пистолет лазерный сварка снабжен механизмом колебания луча (wobble). Это необходимо для расширения сварочного шва. Ремонт головка пистолет часто сводится к замене сгоревшего электропривода зеркала или восстановлению шлейфа управления. Лазерный сварка чистка требует частой замены защитных стекол. В процессе работы образуется большое количество дыма и брызг.
Сварка ремонт чиллер требует постоянного внимания к качеству теплоносителя. Перегрев сварочного пистолета приводит к отключению аппарата по датчику температуры. Охлаждать жидкость радиатор должна эффективно. Запрещено использовать автомобильный тосол. Высокая электропроводность тосола приводит к коррозии электродов и выходу из строя датчиков протока. Рекомендуется применять специализированный двухкомпонентный хладагент или дистиллированную воду с удельным сопротивлением не менее 2 МОм*см.
При длительном хранении лазера в неотапливаемом помещении воду из контура необходимо полностью слить. Замерзание остатков жидкости разрушает теплообменник. Восстановление геометрии каналов пистолета после разморозки невозможно. Требуется полная замена узла. Стоимость нового ручного пистолета в 2026 году составляет от 80 000 до 140 000 рублей в зависимости от бренда (IPG, SupLaser, Han's Laser).
Процесс очистки оптики ручного пистолета выполняют в резиновых перчатках без талька. Попадание кожных жиров на линзу гарантирует ее прогар через 5 минут работы. Юстировку положения зеркал гальвосканатора провели через сервисное инженерное меню аппарата. Настройка параметров лазерной сварки включает в себя подбор частоты развертки (обычно от 10 до 300 Гц) и формы пятна (линия, круг, восьмерка). Правильный подбор параметров снижает разбрызгивание металла на 70%.
Диагностика периферии: ремонт чиллера и настройка автоматики
Стабильность лазерного излучения напрямую зависит от точности поддержания температуры. Двухконтурный чиллер лазерный охлаждение отвечает за термостабилизацию источника и оптической головки отдельно. Оптимальная температура для источника составляет 25 градусов, для головки — 28 градусов Цельсия. Конденсат на оптике при переохлаждении уничтожает линзы так же быстро, как и перегрев.
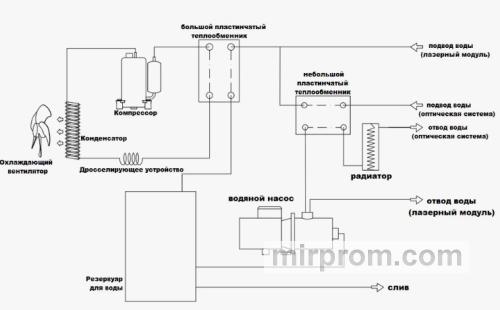
Ремонт чиллера лазер включает в себя замену циркуляционной помпы, чистку воздушного конденсатора и дозаправку хладагента (обычно фреон R410A). Низкое давление в системе охлаждения приводит к ошибке контроллера станка. ЧПУ блокирует запуск лазера. Емкостный датчик высота лазерной головки работает в связке с главным контроллером (например, CypCut). Датчик измеряет емкость между соплом и заготовкой. Изменение расстояния на 0.1 мм меняет емкость на несколько пикофарад.
Для восстановления корректной работы автоматики провели процедуру калибровки датчика высоты (Calibration). Оператор запускает тест через интерфейс программы. Головка опускается до касания с листом металла. Контроллер высота станок запоминает крайние точки перемещения по оси Z. Если датчик неоткалиброван, головка может врезаться в металл. Это приведет к деформации механического привода или разрушению керамического кольца сопла.
Периодическое обслуживание автоматики включает в себя проверку экранированных сигнальных кабелей. Наводки от силовых двигателей осей станка искажают слабый емкостный сигнал датчика. Проблема решается установкой дополнительных ферритовых колец и проверкой контура заземления станка. Сопротивление заземления не должен превышать 4 Ом по требованиям ПУЭ.
Листайте таблицу вправо ↔️
| Элемент периферии ЧПУ | Регламентное действие | Периодичность | Инструмент контроля |
| Водяная помпа чиллера | Замена уплотнительного сальника | 12 месяцев | Визуальный осмотр на утечки |
| Датчик потока жидкости | Очистка крыльчатки от налета | 6 месяцев | Проверка индикации в CypCut |
| Керамическое кольцо датчика | Проверка затяжки и целостности | Каждый сдвиг | Динамометрический ключ |
| Воздушный фильтр радиатора | Продувка сжатым воздухом | 1 месяц | Манометр давления воздуха |
Выполнение всех регламентных работ позволяет снизить эксплуатационные расходы на содержание парка оборудования ЧПУ на 30–35%. Для долговечной работы узлов важно приобретаться комплектующие у проверенных поставщиков. Вы можете купить оригинальные запчасти для лазерного станка ЧПУ на специализированных ресурсах, что гарантирует совместимость по резьбовым соединениям и оптическим покрытиям. Если у вас произошла серьезная авария оптического тракта, целесообразно заказать ремонт волоконного лазерного источника и выезд инженера для проведения комплексной юстировки на месте.
Часто задаваемые вопросы (FAQ)
- Что входит в комплекс разморозка пусконаладка обучение? Комплекс включает в себя полный слив остатков льда, деликатный прогрев гидравлических контуров тепловыми пушками. Далее инженер проводит замену разрушенных фитингов, опрессовку системы дистиллированной водой под давлением 4–5 бар. На финальном этапе выполняется базовая настройка оптической оси, юстировка луча и подробный инструктаж персонала по правилам зимней консервации оборудования.
- Как организуется лазер выезд инженер для диагностики? Клиент отправляет заявку с описанием кодов ошибок контроллера (CypCut/Ruida). Инженер берет с собой комплект диагностического оборудования: измеритель мощности лазерного излучения, калибровочные пластины и набор сменной оптики. По прибытии на объект специалист замеряет параметры питающей сети, тестирует датчики и локализует неисправность. Сроки ремонта составляют от 1 до 3 рабочих дней при наличии запчастей.
- Стоит ли искать комплектующие на лазерный станок барахолка? Покупка силовых блоков, плат управления или б/у оптических картриджей на неофициальных площадках сопряжена с высокими рисками. Использованные линзы часто имеют скрытые микротрещины просветляющего слоя. Блоки питания могут выдавать нестабильный ток. Это приводит к деградации дорогостоящих диодов накачки источника. На вторичном рынке можно приобретаться только базовые механические узлы (направляющие, защитные кожухи, элементы станины) при отсутствии на них следов сильного термического или ударного воздействия. Оптику и электронику нужно покупать строго новыми с заводской гарантией.

