Технологи, работающие с ферритами для электроники, телекоммуникаций или аэрокосмической отрасли, сталкиваются с неочевидным парадоксом: чем тоньше помол, тем выше теоретические магнитные свойства, но тем агрессивнее частицы стремятся слипнуться в конгломераты. При сухом размоле эта проблема обостряется — нет жидкой фазы, которая могла бы экранировать поверхностные заряды. Агломераты портят всё: прессовка становится неоднородной, спекание даёт дефекты, а финальные параметры изделия «плывут». Скажу прямо: решить задачу «в лоб», просто увеличив мощность оборудования, не выйдет. Нужен системный подход. И здесь на помощь приходят аттриторы — аппараты, где каждый параметр процесса поддаётся тонкой настройке.
Кстати, именно гибкость управления отличает современные решения от устаревших мельниц. Возьмём, к примеру, аттриторы: здесь технолог получает в руки не «чёрный ящик», а инструмент с предсказуемым откликом. Что логично.
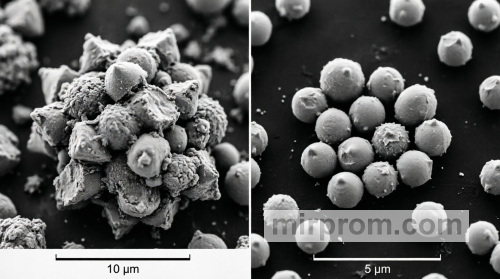
Парадокс тонкого помола: почему меньше — не всегда лучше
Мелкий порошок = большая удельная поверхность = высокая поверхностная энергия. Физика неумолима: частицы стремятся снизить энергию за счёт объединения. При сухом размоле нет смазки, нет диспергента — только механика и трение. Результат? Вы тратите ресурсы на помол, а на выходе получаете материал, который ведёт себя как крупнодисперсный. Неприятно. Но есть нюанс: агломерация — не приговор, а сигнал о нарушении баланса процесса.
Энергия удара: как найти золотую середину
Избыточная энергия соударения — главный провокатор «заваривания» частиц. Свежие, химически активные поверхности при сильном ударе могут буквально свариваться. В аттриторах эта проблема решается через раздельную регулировку параметров: частоты вращения, загрузки, геометрии рабочего органа. → Подбираем режим так, чтобы энергия была достаточной для разрушения кристаллитов, но не вызывала пластической деформации. ✓
Возможно, вы спросите: а как понять, что энергия подобрана верно? Практический маркер — сыпучесть порошка после цикла. Если материал слипается в комки уже на выходе из камеры, значит, импульс был избыточным. Логично проверить соотношение масс и диаметр шаров.
Шары и материал: расчёт пропорций без ошибок
Соотношение масс шаров и материала — не формальность, а рабочий инструмент. Для ферритов оптимален коэффициент ~2:1 в пользу размольных тел. Меньше — не пробьёте агломераты, больше — рискуете перегрузить материал. Что касается диаметра: диапазон 8–12 мм проверен практикой. Мельче — слабый импульс, крупнее — точечные перегрузки.

Тепловой режим: что скрывает перегрев
Перегрев — тихий саботажник процесса. Рост температуры в камере ускоряет диффузию на границах частиц, провоцируя слипание. Для магнитных материалов это вдвойне критично: возможен сдвиг фазового состава, изменение коэрцитивной силы, потеря магнитной проницаемости. Решение? Рубашка охлаждения. Она отводит тепло в реальном времени, позволяя вести длительный цикл без деградации порошка. ⚠️ Условия могут меняться в зависимости от марки феррита и загрузки.
Кстати, мониторинг температуры — не роскошь, а необходимость. Даже кратковременный скачок выше 80–90 °С может запустить необратимые изменения в структуре феррита. Лучше перестраховаться.
Циркуляция массы: убиваем застойные зоны
Агломераты любят покой. Там, где поток порошка замедляется, частицы успевают образовать прочные связи. Конструкция вал-лопасти аттритора (лопасти под 90°) создаёт трёхмерную турбулентность: масса постоянно перемешивается, каждая частица многократно проходит через зоны максимального воздействия. → Нет застоя — нет условий для коагуляции. ✔️
Алгоритм подбора режимов под ваш феррит
Универсального рецепта нет — разные составы ферритов (никель-цинковые, марганец-цинковые, иттриевые) требуют индивидуального подхода. Плавная регулировка оборотов ворошителя позволяет найти «золотую середину» именно для вашего материала. Начинайте с умеренных режимов, фиксируйте результат, корректируйте. Возможно, потребуется 2–3 итерации. Зато потом процесс станет воспроизводимым. Что важно.
| Параметр | Оптимальное значение | Риск при отклонении | Метод контроля |
|---|---|---|---|
| Соотношение шары/материал | ~2:1 по массе | Недопомол или агломерация | Взвешивание перед загрузкой |
| Диаметр размольных тел | 8–12 мм | Слабый удар / точечный перегрев | Сито-анализ, визуальный контроль |
| Температура в камере | Контроль через рубашку, ≤80 °С | Фазовые превращения, слипание | Термопара, внешний датчик |
| Частота вращения вала | Подбирается экспериментально | Застойные зоны или избыточная энергия | Тахометр, фиксация в журнале |
| Время цикла | Зависит от целевой дисперсности | Перемол / недопомол | Таймер, отбор проб |
Условия могут меняться в зависимости от конкретной марки феррита, конструкции оборудования и требований к финальному продукту.
Итоговый эффект: от порошка до готового изделия
Когда три фактора — энергетика удара, температурный режим и интенсивность перемешивания — сбалансированы, результат предсказуем: сыпучий, монодисперсный порошок без агломератов. Такой материал обеспечивает однородную прессовку, стабильное спекание и, как итог, воспроизводимые магнитные свойства готовых изделий. Аттриторы, упоминаемые в отрасли как надёжное решение, конструктивно заточены под эту задачу. Вы не гадаете — вы управляете. И это, пожалуй, главный аргумент в пользу системного подхода. ★
Возможно, вы уже тестируете режимы. Тогда обратите внимание на одну деталь: фиксируйте не только итоговые параметры порошка, но и промежуточные — после 30, 60, 90 минут цикла. Это поможет увидеть момент начала агломерации и скорректировать процесс «на лету». Серьезный аргумент в пользу дисциплины ведения журнала.

