Как работает революционная технология СТП
Принцип действия и физические основы
Исследования последних лет убедительно доказали: сварка трением перемешиванием представляет собой эффективный метод получения высококачественных соединений. Причем речь идет о конструкциях самой разной геометрии — от листовых материалов до пространственных профильных элементов, труб, восстановления изношенных деталей.
Технология позволяет модифицировать структуру материалов, залечивать трещины и устранять литейные дефекты. Широкие технологические возможности делают СТП реальной альтернативой традиционным методам: заклепочным соединениям, контактной и шовной электродуговой сварке, электронно-лучевой и лазерной сварке.
Особенно ценна способность технологии соединять разнородные материалы. По сути, СТП превращается в универсальный инструмент с огромными перспективами применения в различных отраслях производства.
Ведущие мировые эксперты называют этот процесс революционным прорывом в области сварки листовых материалов из легких сплавов — алюминиевых и магниевых. Технологию считают ключевой для создания авиационной техники пятого поколения. Толщины свариваемых листов уже достигли впечатляющих показателей: 110 мм для алюминиевых сплавов и 45 мм для сталей и никелевых сплавов.
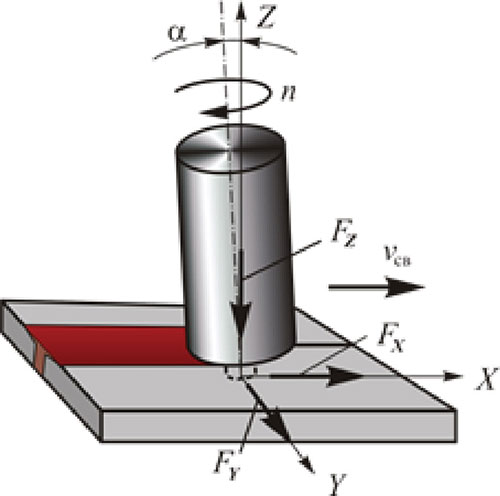
Рис. 1. Схема сварки трением перемешиванием.
Суть процесса заключается в следующем: специальный вращающийся инструмент, состоящий из плоского или профилированного основания (бурта) и наконечника с различным профилем (пина), перемещается вдоль стыка свариваемых деталей. Трение бурта и пина вызывает тепловыделение, размягчающее материал.
Процесс сопровождается пластической деформацией тонких приконтактных слоев, где реализуется внутреннее трение. Пин отвечает за перемешивание и перенос материала путем экструзии между поверхностью инструмента и неразогретым металлом. Бурт создает избыточное давление в зоне сварки.
Давление вызывает пластическую деформацию и течение пластифицированного металла, который перемешивается профилированным наконечником. Соединение происходит в условиях экструзии с проковкой материала при высоких скоростях относительной деформации.
Ключевые преимущества перемешивающей сварки
Металлургические и производственные достоинства
Технология СТП обладает целым рядом неоспоримых преимуществ, которые делают ее привлекательной для современного производства.
Металлургические и производственные:
- ✔️ сварка происходит в твердой фазе без перехода в жидкое состояние;
- ✔️ минимальные деформации свариваемых изделий;
- ✔️ высокая размерная стабильность и повторяемость процесса;
- ✔️ отсутствует выгорание легирующих элементов;
- ✔️ высокие прочностные свойства сварного шва;
- ✔️ формируется мелкозернистая рекристаллизованная структура;
- ✔️ нет усадочных трещин;
- ✔️ высокая скорость выполнения работ;
- ✔️ не требуется дополнительная термическая обработка шва;
- ✔️ широкая номенклатура свариваемых материалов.
Экологические аспекты технологии
С точки зрения экологии СТП выглядит особенно привлекательно:
- ✓ не требуются защитные газовые среды;
- ✓ минимальные требования к очистке свариваемых поверхностей;
- ✓ не нужны флюсы;
- ✓ полностью отсутствует выделение вредных веществ.
Энергетические и экономические выгоды
Экономическая эффективность технологии поражает:
- ☑️ низкое потребление энергии (всего 2,5% от энергии при лазерной сварке, 10% от дуговой);
- ☑️ снижение веса конструкций;
- ☑️ отсутствие необходимости в присадочных материалах;
- ☑️ быстрая окупаемость оборудования;
- ☑️ уменьшение производственного цикла на 50–75% по сравнению с дуговой сваркой;
- ☑️ не нужна специальная разделка кромок и обработка шва после сварки.
Где применяют технологию СТП
Авиаракетостроение и космическая отрасль
Сварка трением перемешиванием нашла широкое применение во многих отраслях. В авиаракетостроении ее используют для сварки ответственных конструкций фюзеляжа, баков, панелей различного назначения.
Среди пионеров технологии — NASA, Lockheed-Martin Corp., Boeing, Airbus Integrated Company, Wisconsin Center for Space Automation & Robotics, Oak Ridge National Laboratory, MTS Systems, ГКНПЦ им. М. В. Хруничева и другие ведущие организации.
Судостроение и железнодорожный транспорт
В судостроении ПСТ применяют для сварки корпусов маломерных судов. Яркий пример — военный катер Littoral Combat Ship, который сваривают по технологии фирмы Friction Stir Link, Inc.
Технология стала базовой для фирмы Hitachi Rail Systems в производстве железнодорожных вагонов A-train и японского высокоскоростного поезда Shinkansen.
Имеется успешный опыт сварки трубопроводов. Специализированное оборудование для СТП выпускают MTS Systems Corporation, Nova-tech engineering inc., Friction Stir Link, Inc. (США), Danish Stir Welding Technology (DanStir) (Дания), ESAB (Швеция), Osaka East Urban Area, Osaka Cast и Hitachi (Япония), TWI (Англия).
Научные центры и исследовательские организации
Работы по СТП выполняют и курируют The Welding Institute in UK (TWI) (Великобритания), NASA, Lockheed-Martin Corp., Boeing, Wisconsin Center for Space Automation & Robotics, Oak Ridge National Laboratory, MTS Systems Corporation, Thompson Friction Welding (США), Imhof Hartchrom GmbH и Klaus Raiser GmbH (Германия), Hidetoshi Fujii и исследовательский центр JWRI при Osaka University (Япония), Shanghai puda friction welder co., ltd. (Китай).
Основные параметры процесса сварки
Сила воздействия на инструмент
Силу, действующую на инструмент в процессе сварки, принято раскладывать на составляющие в декартовой системе координат:
- → FX — сила, действующая в направлении сварки (вдоль шва);
- → FY — сила, действующая перпендикулярно направлению сварки в плоскости параллельной или касательной поверхностям стыкуемых элементов;
- → FZ — сила, действующая в направлении, перпендикулярном плоскости сварки.
Величины действующих сил зависят от материалов заготовок, температуры в зоне сварки, скорости процесса, геометрии инструмента и его ориентации относительно плоскости сварки. При прочих равных условиях значения силы растут с уменьшением температуры и увеличением скорости сварки.
Высокие значения сил могут привести к разрушению инструмента. Это серьезный момент, который нельзя игнорировать.
Скорость сварки и частота вращения
Скорость сварки (vсв) определяется скоростью перемещения инструмента вдоль шва. Малые скорости могут привести к перегреву материала, изменению условий термомеханического воздействия, увеличению зоны термического влияния и снижению прочностных характеристик соединения.
Вращение инструмента обеспечивает нагрев материала за счет тепловыделения при трении и его перенос от фронтальной к тыловой части зоны сварки. Увеличение частоты вращения повышает тепловыделение, интенсифицирует перенос материала и его перемешивание.
Если материал недостаточно прогрет, за пином могут образовываться свободные пространства, приводящие к несплошности шва. Кроме того, на инструмент действуют большие силы, способные вызвать его разрушение.
С другой стороны, увеличение температуры выше определенного предела приводит к дефектам, обусловленным перегревом.

Рис. 2. Зоны режимов СТП: 1 — высокие нагрузки на инструмент, дефекты в виде непроваров; 2 — область оптимальных условий; 3 — перспективная область высокоскоростной СТП; 4 — перегрев металла и ухудшение структуры.
Геометрия и угол наклона инструмента
Для улучшения формирования соединения инструмент наклоняют относительно перпендикуляра к плоскости сварки. Обычно наклон составляет 1,5–4,5° в направлении сварки с обеспечением более низкого положения края бурта за зоной сварки.
Наклон способствует лучшей проковке шва буртом. Если угол слишком мал, могут образоваться дефекты в виде непроваров на наружной поверхности. Если угол слишком велик — возможно нарушение сплошности шва у корня с образованием тоннельного дефекта.
Глубина погружения бурта
Глубина погружения определяется как расстояние от поверхности заготовки до нижнего положения торца бурта. Практически важны глубина заглубления бурта и положение конца пина в корне шва.
Погружение должно обеспечивать проковку шва на всю толщину материала и исключать образование дефектов. Недостаточное заглубление приводит к увеличению объема, который должен заполняться пластифицированным металлом, снижению избыточного давления и образованию несплошностей.
Кроме того, выделяется недостаточное количество тепла для требуемой пластификации, и на лицевой поверхности образуются дефекты в виде непровара.
Конструкция сварочного инструмента
Материалы и геометрия рабочих частей
Качество сварки и ее производительность во многом определяются геометрией инструмента. Параметры пина и бурта должны не только обеспечивать качество соединения, создавая требуемые условия термопластической деформации и массопереноса, но и гарантировать стойкость, прочность, минимальную силу внедрения.
Материал инструмента должен обладать высокой жаростойкостью, твердостью и жаропрочностью, сопротивлением изнашиванию, низкой теплопроводностью. Особенно это относится к инструментам для сварки сталей, титановых и никелевых сплавов.
Для повышения характеристик иногда применяют технологии поверхностного упрочнения и нанесения покрытий. На поверхностях пина и бурта выполняют специальные профильные нарезки, обеспечивающие управление течением пластифицированного материала.
Форма бурта может быть плоской, вогнутой или конической. Применяют инструменты с вращающимся буртом, со стационарным буртом, катушечные, с конусным пином, с изменяемой длиной пина, без пина.
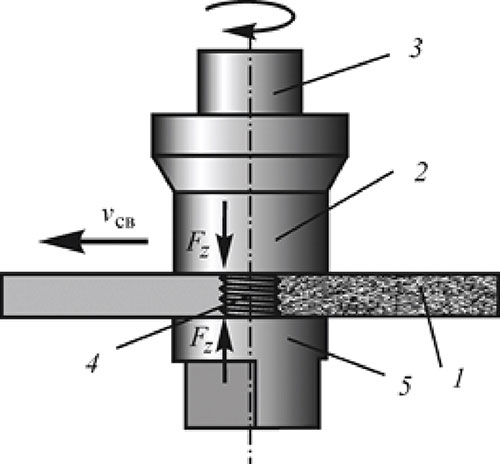
Рис. 3. Схема «катушечной» СТП: 1 — заготовка; 2 — верхний бурт; 3 — устройство регулирования силы FZ; 4 — пин; 5 — нижний бурт.

Рис. 4. Рабочие части инструментов для СТП.
При перемешивающей сварке инструмент испытывает интенсивное тепловое и силовое воздействие, лимитирующее срок службы. Изменение формы рабочей части приводит к нарушению стабильности процесса.
Попадание частиц износа в свариваемый материал может неблагоприятно сказаться на качестве соединения.
Для сварки используют инструменты из материалов, приведенных в таблице:
| Свариваемый материал | Толщина, мм | Материал инструмента |
|---|---|---|
| Алюминиевые сплавы | 12 | Инструментальные стали, твердые сплавы системы WC–Co |
| Алюминиевые сплавы | >12 | Сплавы на кобальто-никелевой основе (MP 159)* |
| Медь и медные сплавы | 50 | Никелевые сплавы, кубический нитрид бора (КНБ), вольфрамовые сплавы |
| Титановые сплавы | 6 | Вольфрамовые, вольфрам-рениевые сплавы |
| Нержавеющие стали | 6 | КНБ, вольфрамовые сплавы |
| Низкоуглеродистые стали | 12 | Твердые сплавы системы WC–Co, КНБ |
| Никелевые сплавы | 6 | КНБ |
* MP159 — многофазный сплав с уникальной комбинацией прочности (1600 МПа), вязкости (б = 12%), жаропрочности и жаростойкости. Сохраняет высокую прочность до 650 °C. Состав: Al — 0,20%; Cr –19,0%; Co –35,7%; Fe –9,0%; Mo — 7,0%; Ni –25,5%; Nb, Cb — 0,60%; Ti- 3,0%.
Предварительный нагрев и охлаждение
Предварительный нагрев целесообразен для материалов с высокими температурами плавления (стали, титановые сплавы) с целью снижения действующих сил и повышения стойкости инструмента, ускорения разогрева и увеличения скорости сварки. Обычно используют индукционный нагрев.
Охлаждение зоны сварки выполняют для алюминиевых и магниевых сплавов, в первую очередь для уменьшения роста зерна. Охлаждение производят потоком воздуха. Кроме того, СТП может выполняться в воде.
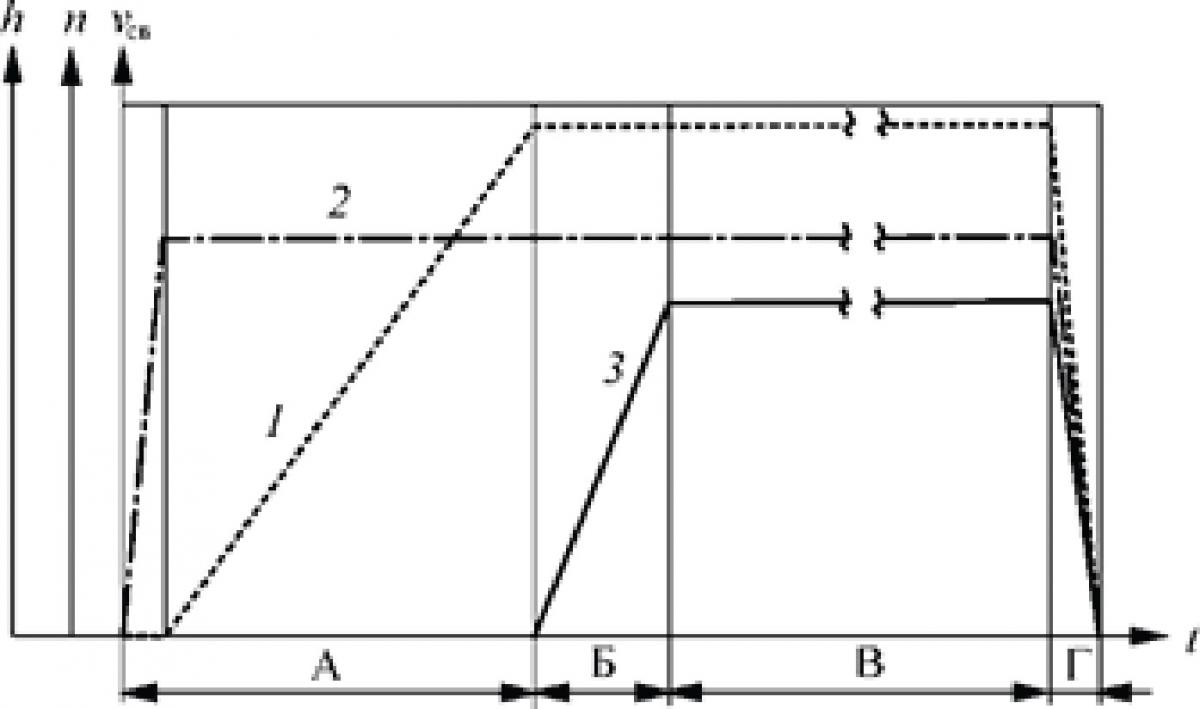
Рис. 5. Характерная циклограмма сварки трением: 1 — величина внедрения h; 2 — частота вращения n; 3 — скорость сварки v.
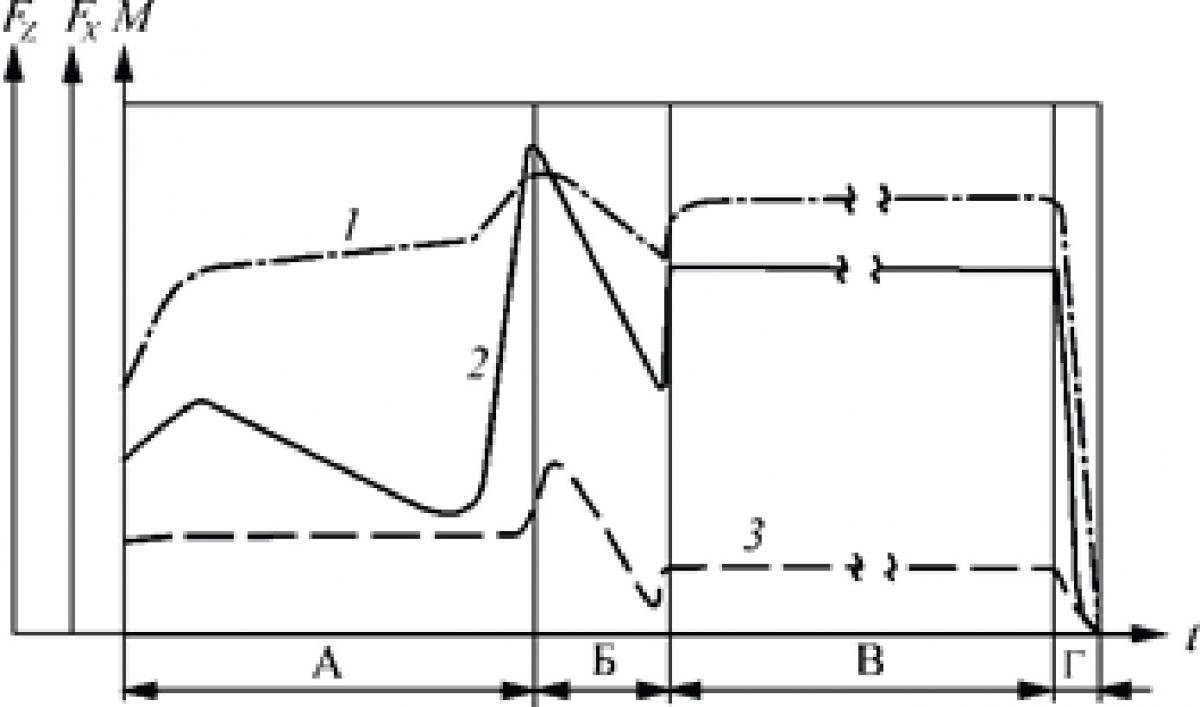
Рис. 6. Характерная циклограмма сварки трением: А — врезание; Б — пауза; В — перемещение вдоль шва; Г — вывод; 1 — осевая сила FZ; 2 — крутящий момент; 4 — сила FX.
Структура сварного соединения
Зоны сварного шва и их характеристики
В зоне сварного шва выделяют четыре различных зоны:
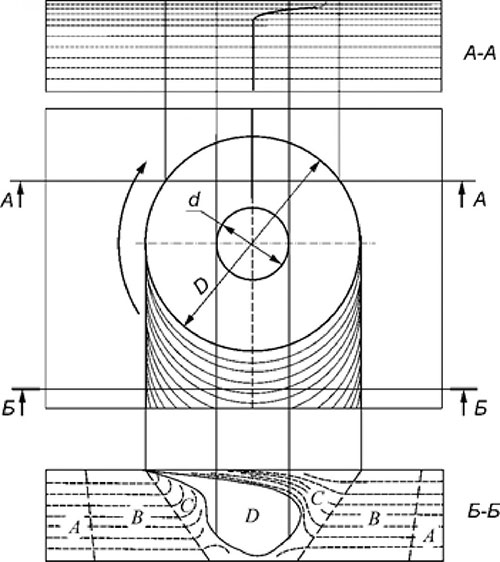
Рис. 7. Формирование шва при СТП: A — основной материал; B — зона термического влияния; C — зона термодеформационного воздействия; D — зона перемешивания.
Зона перемешивания имеет мелкие равноосные зерна. Такая структура образуется в результате рекристаллизации при интенсивных пластических деформациях и высоких температурах.
Макроструктура иногда имеет «луковичную» форму — характерные кольца. Механизм образования связан с экструзией материала в узком пространстве между инструментом и неразогретым металлом. Многие исследователи считают «луковичную» структуру признаком высокого качества соединения.

Рис. 8. «Луковичная» макроструктура зоны перемешивания.
Зоны термомеханического влияния находятся по обе стороны зоны перемешивания. Пластическая деформация и температура здесь ниже. Следствие — структура с участками мелких и сравнительно крупных зерен, поскольку рекристаллизация произошла только частично.
Зоны термического влияния характеризуются большими размерами зерен, так как материал подвергается только воздействию повышенных температур без пластических деформаций, что сопровождается ростом зерна. Материал в этой зоне имеет наиболее низкие прочностные свойства.
Виды соединений и модификации технологии
Типы сварных соединений
Применением СТП можно получать различные виды сварных соединений.
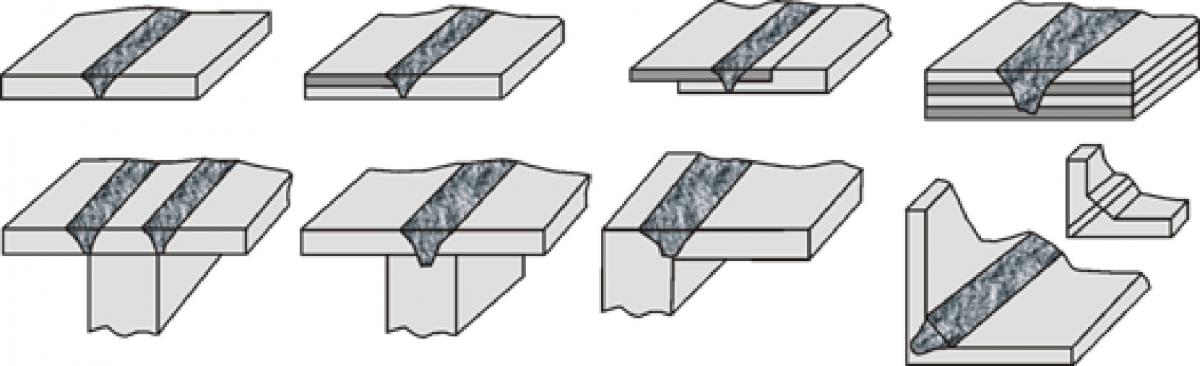
Рис. 9. Сварные соединения, получаемые при СТП.
Стоит отметить: СТП может выполняться с присадочным материалом, с дополнительным нагревом, с применением инертных и легирующих сред, с механической и упрочняющей обработкой шва.
Разработанные технологии на основе СТП
На основе СТП разработаны технологии различного назначения:
- ➤ шовная сварка;
- ➤ точечная сварка;
- ➤ наплавка;
- ➤ устранение дефектов материала и его модифицирование;
- ➤ формирование внутренних каналов;
- ➤ пайка;
- ➤ наращивание материала (аддитивная технология).
Практические примеры сварки
Примеры сварки различных материалов
Ниже приведены примеры сварки, выполненные на ОАО «ВНИИАЛМАЗ», и фото установки для СТП.

Рис. 10. Перемешивающая сварка трением образцов из конструкционной стали инструментом из кубического нитрида бора.

Рис. 11. Образец из конструкционной стали, изогнутый после сварки трением.

Рис. 12. Модель и элементы панелей из алюминиевого сплава 1163 РДТВ, сваренные СТП.

Рис. 13. Трубчатые детали из однородных и разнородных материалов, сваренные СТП.

Рис. 14. Сварка листов из алюминиевого сплава и меди.

Рис. 15. Элемент трубы, свареный СТП.
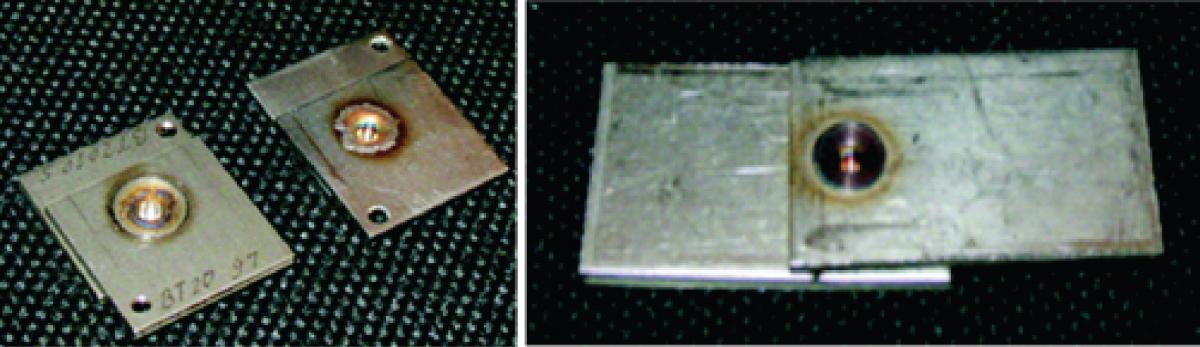
Рис. 16. Образцы из титанового сплава ВТ20 и стали 12Х18Н10Т, сваренные точечной СТП.
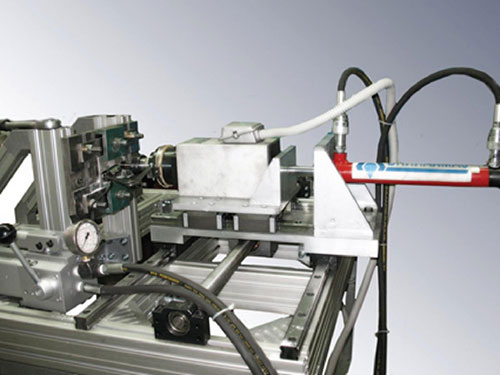
Рис. 17. Установка для высокоскоростной сварки трением перемешиванием.
А. Г. Бойцов, В. В. Качко, Д. Н. Курицын (ОАО «ВНИИАЛМАЗ»)
Литература
- W. M. Thomas et al., 1991. US Patent No. 5,460,317.
- А. С. СССР 1195846, Кл. МПК В 23 К.
- Влияние параметров процесса сварки трением с перемешиванием на формирование швов соединений алюминиевых сплавов толщиной 1,8…2,5 мм / Покляцкий А. Г., Ищенко А. Я., Подъельников С. В. // Автоматическая сварка. — 2008. — № 10. — С. 27–30.
- By Rajiv S. Mishra, Murray W. Mahoney: Friction stir welding and processing, ASM International. ISBN 978–0-87170–848–9. 352 р.
- Krishnan, K. N. "On the Formation of Onion Rings in Friction Stir Welds." Materials Science and Engineering A 327, no. 2 (April 30, 2002): 246–251. doi:10.1016/S0921–5093(01)01474–5.

