ГОСТ 16037-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ
СТАЛЬНЫХ ТРУБОПРОВОДОВ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы Welded joints in steel pipelines. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1876 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s, s1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
? - толщина подкладного кольца;
а - толщина шва;
с - притупление кромки;
В - ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки |
Условное обозначение сварного соединения |
|||||
|
подготовленных кромок |
сварного шва |
ЗП |
ЗН |
Р |
Ф |
Г |
||||
|
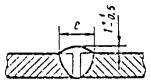
Стыковое соединение трубы с трубой или с арматурой |
Без скоса кромок |
Односторонний |
|
|
2-5 25 |
2-3 10 |
2-5 25 |
4-6 133 |
1-3 150 |
С2 |
|
Односторонний на съемной подкладке |
|
|
2-4 25 |
2-3 25 |
- |
- |
C4 |
|||
|
|
Односторонний на остающейся цилиндрической подкладке |
|
|
2-3 25 |
С5 |
|||||
|
Со скосом одной кромки |
Односторонний |
|
|
3-20 25 |
- |
3-20 25 |
С8 |
|||
|
Односторонний на остающейся цилиндрической подкладке |
|
|
2-20 25 |
- |
2-20 57 |
C10 |
||||
|
Со скосом кромок |
Односторонний |
|
|
3-20 25 |
3-20 14 |
3-20 25 |
3-7 14-150 |
CI7 |
||
|
Односторонний на съемной подкладке |
|
|
2-40 25 |
2-40 10 |
2-40 25 |
6-40 377 |
|
C18 |
||
|
Односторонний на остающейся цилиндрической подкладке |
|
|
2-20 25 |
2-20 10 |
2-20 25 |
|
|
С19 |
||
|
Со скосом кромок |
Односторонний с расплавляемой вставкой |
|
|
4-20 25 |
4-20 25 |
4-20 25 |
|
|
С46 |
|
|
С криволинейным скосом кромок |
Односторонний |
|
|
- |
5-6 25 |
- |
- |
|
С47 |
|
|
С криволинейным скосом кромок с расточкой |
|
|
6-25 25 |
|
- |
С48 |
||||
|
Со скосом кромок с расточкой |
Односторонний на остающейся цилиндрической подкладке |
|
|
6-20 25 |
6-20 25 |
6-20 57 |
|
|
С49 |
|
|
Односторонний на остающейся конической подкладке |
|
|
|
|
C50 |
|||||
|
Со скосом кромок с раздачей |
|
|
2-6 25 |
2-6 10 |
- |
|
|
C51 |
||
|
С криволинейным скосом кромок с расточкой |
Односторонний на остающейся цилиндрической подкладке |
|
|
7-60 25 |
7-60 25 |
7-60 57 |
7-60 377 |
|
C52 |
|
|
|
|
16-60 68 |
- |
16-60 68 |
16-60 377 |
|
С53 |
|||
|
Стыковое соединение секторов колеи (отводов) |
Со скосом кромок |
Двусторонний |
|
|
3-25 108 |
- |
3-25 108 |
- |
- |
С54 |
|
|
Односторонний на съемной подкладке |
|
|
С55 |
||||||
|
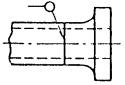
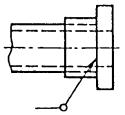
Стыковое соединение фланца с трубой |
С двумя несимметричными скосами двух кромок |
Двусторонний |
|
|
3-40 70 |
3-40 70 |
C56 |
|||
|
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой |
Без скоса кромок |
Односторонний |
|
|
2-5 14 |
2-5 10 |
2-5 22 |
1-5 6-150 |
HI |
|
|
Нахлесточное соединение труб с раздачей одного конца трубы |
|
|
2-20 14 |
- |
2-20 25 |
|
1,6-7 14-150 |
H3 |
||
|
Нахлесточное соединение труб муфтой |
Без скоса кромок |
Односторонний двойной |
|
|
2-20 14 |
2-20 25 |
- |
1,6-7 14-150 |
Н4 |
|
|
Со скосом одной кромки |
Односторонний с раздачей и развальцовкой |
|
|
2-12 14 |
2-12 14 |
- |
У15 |
|||
|
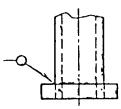
Угловое соединение фланца или кольца с трубой |
Без скоса кромок |
Двусторонний |
|
|
2-15 14 |
2-15 14 |
У5 |
|||
|
|
Со скосом одной кромки |
Двусторонний |
|
|
2-15 14 |
2-15 14 |
У7 |
|||
|
С симметричным скосом одной кромки |
|
|
У8 |
|||||||
|
Угловое соединение отростка с трубой равных размеров |
Без скоса кромок |
Односторонний |
|
|
2-4 14 |
- |
2-4 25 |
- |
У16 |
|
|
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой |
Без скоса кромок |
Односторонний |
|
|
2-20 14 |
2-20 14 |
2-20 25 |
1-7 14-150 |
У17 |
|
|
|
|
2-25 14 |
2-25 14 |
2-25 25 |
У18 |
|||||
|
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой |
Со скосом одной кромки |
Односторонний |
|
|
4-25 14 |
4-25 14 |
4-25 25 |
- |
- |
У19 |
|
Угловое соединение ответвительного штуцера или приварыша с трубой |
Односторонний на цилиндрическом усе |
|
|
4-20 12 |
4-20 12 |
4-20 25 |
У20 |
|||
|
Односторонний на съемной подкладке |
|
|
У21 |
|||||||



















































Примечание. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» в числителе приведены предельные толщины стенок, а в знаменателе - минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-33.
Таблица 2
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s = s1 |
b |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
Сварного шва |
Номин. |
Пред. откл. |
Номин. |
Прел. откл. |
Номин. |
Пред. откл. |
|||
|
C2 |
|
|
ЗП; Р |
2,0 |
+0,5 |
4 |
+2 |
- |
- |
|
|
|
3,0 |
1,0 |
||||||||
|
4,0-5,0 |
1; |
|||||||||