
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ Р |

СОСУДЫ И АППАРАТЫ
СТАЛЬНЫЕ СВАРНЫЕ
Общие технические условия

Москва
Стандартинформ
2007
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН ЗАО «Петрохим Инжиниринг» (ЗАО ПХИ), ОАО «Научно-исследовательский институт химического машиностроения» (ОАО НИИХИММАШ), ОАО «Всероссийский научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения» (ОАО ВНИИНЕФТЕМАШ), Федеральной службой по экологическому, технологическому и атомному надзору (Ростехнадзор)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 260 «Оборудование химическое и газонефтеперерабатывающее»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2006 г. № 369-ст
4 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
- Директива 97/23 ЕС Европейского парламента и совета от 29 мая 1997 г. по сближению законодательства государств-членов, касающегося оборудования, работающего под давлением;
- Европейский стандарт ЕН 13445-2002 «Сосуды, работающие под давлением без огневого подвода теплоты» (EN 13445-2002 «Unfired Pressure Vessels»)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
|
1 Область применения. 3 2 Нормативные ссылки. 4 3 Обозначения. 7 4 Требования к конструкции. 8 4.1 Общие требования. 8 4.2 Днища, крышки, переходы.. 9 4.3 Люки, лючки, бобышки и штуцера. 12 4.4 Расположение отверстий. 13 4.5 Требования к опорам.. 13 4.6 Требования к внутренним и наружным устройствам.. 14 5 Требования к материалам.. 14 5.1 Общие требования. 14 5.2 Листовая сталь. 15 5.3 Трубы.. 15 5.4 Поковки. 15 5.5 Стальные отливки. 16 5.6 Крепежные детали. 16 6 Изготовление. 16 6.1 Общие требования. 16 6.2 Корпусы.. 17 6.3 Днища. 18 6.6 Змеевики. 22 6.8 Сварка. 26 6.9 Сварные соединения. 28 6.10 Требования к качеству сварных соединений. 32 6.11 Термическая обработка. 34 7 Правила приемки. 36 8 Методы контроля. 37 8.1 Общие требования. 37 8.2 Визуальный и измерительный контроль сварных соединений. 37 8.3 Механические испытания. 38 8.4 Испытание на стойкость против межкристаллитной коррозии. 40 8.5 Металлографические исследования. 40 8.7 Радиографический и ультразвуковой контроль сварных соединений. 42 8.8 Цветная и магнитопорошковая дефектоскопии. 43 8.9 Определение содержания ?-фазы.. 43 8.10 Контрольные сварные соединения. 43 8.11 Гидравлическое испытание на прочность и герметичность. 45 8.12 Контроль на герметичность. 47 9 Комплектность и документация. 47 9.1 Комплектность. 47 9.2 Документация. 48 10 Маркировка, консервация и окраска, упаковка, транспортирование и хранение. 49 10.1 Маркировка. 49 10.2 Консервация и окраска. 50 10.3 Упаковка, транспортирование и хранение. 51 11 Гарантии изготовителя. 52 Приложение А Листовая сталь. 52 Приложение Б Листовая двухслойная сталь. 58 Приложение В Стальные трубы.. 60 Приложение Г Поковки. 65 Приложение Д Сортовая сталь (круглая, полосовая и фасонных профилей) 67 Приложение Е Стальные отливки. 68 Приложение Ж Крепежные детали. 69 Приложение И Листы, плиты из цветных металлов и сплавов. 71 Приложение К Трубы из цветных металлов и сплавов. 72 Приложение Л Прутки и литье из цветных металлов и сплавов. 72 Приложение М Регламент проведения в зимнее время пуска (остановки) или испытания на герметичность сосудов. 73 Приложение Н Определение понятия однотипных сварных соединений. 74 Приложение П Стали, склонные к образованию трещин при сварке в сварном шве и околошовной зоне. 75 Приложение Р Подразделение сталей на классы.. 76 Приложение С Паспорт сосуда, работающего под давлением не свыше 0,07 МПа (0,7 кгс/см2), без давления (под налив) 76 Библиография. 77 |
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ
Общие технические условия
Steel welded vessels and apparatus. General specifications
Дата введения - 2007-12-01
1 Область применения
Настоящий стандарт распространяется на стальные сварные сосуды и аппараты (далее - сосуды), работающие под давлением не более 16 МПа (160 кгс/см2), вакуумом с остаточным давлением не ниже 665 Па (5 мм рт. ст.) или без давления (под налив) и при температуре стенки не ниже минус 70 °С, предназначенные для применения в технологических установках химической, нефтехимической, нефтеперерабатывающей, нефтяной, газовой и других смежных отраслях промышленности.
Настоящий стандарт устанавливает основные технические требования к конструкции, материалам, изготовлению (доизготовлению), методам испытаний, приемке и поставке, реконструкции, ремонту, монтажу сосудов и аппаратов.
Настоящий стандарт не распространяется на:
- сосуды, работающие под вакуумом с остаточным давлением ниже 665 Па (5 мм рт. ст.);
- сосуды, предназначенные для транспортирования нефтяных и химических продуктов;
- баллоны для сжатых, сжиженных и растворенных газов;
- трубчатые печи;
- резервуары (емкости) для хранения химических и нефтяных продуктов, проектируемые в соответствии со строительными нормами и специальными правилами.
В дополнение к требованиям настоящего стандарта следует руководствоваться нормами и правилами по промышленной безопасности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 2.901-99 Единая система конструкторской документации. Документация, отправляемая за границу. Общие требования
ГОСТ Р 12.4.026-2001 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ Р 50460-92 Знак соответствия при обязательной сертификации. Форма, размеры и технические требования
ГОСТ Р 52627-2006 (ИСО 898-1:1999) Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 19.402-78 Единая система программной документации. Описание программы
ГОСТ 26.008-85 Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 26.020-80 Шрифты для средств измерений и автоматизации. Начертания и основные размеры
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные, пробные и рабочие. Ряды
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 492-2006 Никель, сплавы никелевые и медно-никелевые обрабатываемые давлением. Марки
ГОСТ 494-90 Трубы латунные. Технические условия
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 931-90 Листы и полосы латунные. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1525-91 Прутки из сплава монель. Технические условия
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5063-73 Полосы из медно-никелевых сплавов. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5521-93 Прокат стальной для судостроения. Технические условия
ГОСТ 5582-75 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6533-78 Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9617-76 Сосуды и аппараты. Ряды диаметров
ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10092-2006 Трубы мельхиоровые для теплообменных аппаратов. Технические условия
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10494-80 Шпильки для фланцевых соединений с линзовым уплотнением на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см2). Технические условия
ГОСТ 10495-80 Гайки шестигранные для фланцевых соединений на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см2). Технические условия
ГОСТ 10702-78 Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия
ГОСТ 10706-76 Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 11036-75 Сталь сортовая электротехническая нелегированная. Технические условия
ГОСТ 12620-78 Днища конические неотбортованные с углами при вершине 60, 90 и 120°. Основные размеры
ГОСТ 12621-78 Днища конические неотбортованные с углом при вершине 140°. Основные размеры
ГОСТ 12622-78 Днища плоские отбортованные. Основные размеры
ГОСТ 12623-78 Днища плоские неотбортованные. Основные размеры
ГОСТ 12816-80 Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие технические требования
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14637-89 (ИСО 4995-75) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 17217-79 Трубы из медно-никелевого сплава марки МНЖ 5-1. Технические условия
ГОСТ 17232-99 Плиты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 17314-81 Устройства для крепления тепловой изоляции стальных сосудов и аппаратов. Конструкция и размеры. Технические требования
ГОСТ 17375-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 3D (R = 1,5 DN). Конструкция
ГОСТ 17380-2001 (ИСО 3419-81) Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия
ГОСТ 17711-93 Сплавы медно-цинковые (латуни) литейные. Марки
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18475-82 Трубы холоднодеформированные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 18482-79 Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 18661-73 Сталь. Измерение твердости методом ударного отпечатка
ГОСТ 18968-73 Прутки и полосы из коррозионно-стойкой жаропрочной стали для лопаток паровых турбин. Технические условия
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 20700-75 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 до 650 °С. Технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21488-97 Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21646-2003 Трубы медные и латунные для теплообменных аппаратов. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23304-78 Болты, шпильки, гайки и шайбы для фланцевых соединений атомных энергетических установок. Технические требования. Приемка. Методы испытаний. Маркировка, упаковка, транспортирование и хранение
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 26179-84 Основные нормы взаимозаменяемости. Допуски размеров свыше 10000 до 40000 мм
ГОСТ 26364-90 Ферритометры для сталей аустенитного класса. Общие технические условия
ГОСТ 26828-86 Изделия машиностроения и приборостроения. Маркировка
ГОСТ 28759.5-90 Фланцы сосудов и аппаратов. Технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения
В настоящем стандарте применены следующие обозначения:
а - относительная овальность корпуса сосуда;
B - смещение кромок листов по срединной поверхности, мм;
В1 и B2 - расстояние между кромками стыкуемых листов, мм;
D - внутренний диаметр элемента (корпус, днище), мм;
Dн - наружный диаметр элемента (корпус, днище), мм;
Dmax - наибольший внутренний диаметр корпуса (элемента), мм;
Dmin - наименьший внутренний диаметр корпуса (элемента), мм;
Е20 - модуль упругости материала при температуре 20 °С, МПа (кгс/см2);
Et - модуль упругости материала при расчетной температуре t, МПа (кгс/см2);
f - увод (угловатость) кромок в стыковых сварных соединениях, мм;
Р - расчетное давление, МПа (кгс/см2);
Pпр - пробное давление, МПа (кгс/см2);
S - толщина стенки обечайки, мм;
S1 - толщина стенки днища, мм;
t - расчетная температура, °С;
у - расстояние от края днища до края обечайки, мм;
? - угол скоса элементов разной толщины, ...°;
? - угол проточки, ...°;
[?]20 - допускаемое напряжение для материала при температуре 20 °С, МПа (кгс/см2);
[?]t - допускаемое напряжение для материала при расчетной температуре t, МПа (кгс/см2).
4 Требования к конструкции
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Расчетный срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут транспортироваться в собранном виде, должны проектироваться из частей, соответствующих по габариту требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с нормативным документом.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже чем указано в таблице 1.
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно. Сосуды, работающие под вакуумом1) или при давлении менее 0,7 кгс/см2, независимо от расчетного давления, а также под наливом следует отнести к группе 5а или 5б.
1) Здесь и далее следует читать «вакуум» с остаточным давлением не ниже 665 (5 мм рт. ст.).
Таблица 1 - Группы сосудов
|
Группа |
Расчетное давление, МПа (кгс/см2) |
Температура стенки, °С |
Рабочая среда |
|
1 |
Более 0,07 (0,7) |
Независимо |
Взрывоопасная, пожароопасная или 1-го, 2-го классов опасности по ГОСТ 12.1.007 |
|
2 |
Более 0,07 (0,7) до 2,5 (25) |
Выше +400 |
Любая, за исключением указанной для 1-й группы сосудов |
|
Более 2,5 (25) до 5,0 (50) |
Выше +200 |
||
|
Более 5,0 (50) |
Независимо |
||
|
Более 4,0 (40) до 5,0 (50) |
Ниже -40 |
||
|
3 |
Более 0,07 (0,7) до 1,6 (16) |
Ниже -20 Выше +200 до +400 |
|
|
Более 1,6 (16) до 2,5 (25) |
До +400 |
||
|
Более 2,5 (25) до 4,0 (40) |
До +200 |
||
|
Более 4,0 (40) до 5,0 (50) |
От -40 до +200 |
||
|
4 |
Более 0,07 (0,7) до 1,6 (16) |
От -20 до +200 |
|
|
5а |
До 0,07 (0,7) |
Независимо |
Взрывоопасная, пожароопасная или 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
|
5б |
До 0,07 (0,7) |
Независимо |
Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.

Рисунок 1 - Расположение сварных швов заготовок выпуклых днищ
Расстояния l и l1от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны располагаться от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
- нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно обеспечиваться соблюдением размеров, указанных в конструкторской документации;
- смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S - S1);
- высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 - Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5а и 5б групп, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1, 2, 3, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
- иметь радиус сферы R не менее 0,85D и не более D;
- привариваться сварным швом со сплошным проваром.
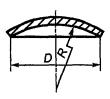
Рисунок 3 - Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
- высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
- внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
- внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1, 2, 3, 4-й групп, если центральный угол при вершине конуса не более 45°;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
Основные размеры конических неотбортованных днищ, предназначенных для сосудов 5а и 5б групп, за исключением работающих под наружным давлением или вакуумом, должны соответствовать ГОСТ 12620 и ГОСТ 12621.
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1, 2, 3, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
- расстояние от начала закругления до оси сварного шва не менее 0,25
 (D - внутренний диаметр ;
(D - внутренний диаметр ;
