
ГОСТ 18098-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КООРДИНАТНО-РАСТОЧНЫЕ
И КООРДИНАТНО-ШЛИФОВАЛЬНЫЕ
НОРМЫ ТОЧНОСТИ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 70 «Станки»
ВНЕСЕН Госстандартом Российской Федерации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6-94 от 21 октября 1994 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Белстандарт |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 27.06.95 № 324 межгосударственный стандарт ГОСТ 18098-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 18098-87
СОДЕРЖАНИЕ
|
1 Область применения. 2 2 нормативные ссылки. 2 3 геометрическая точность станка. 2 4 точность образца-изделия. 9 Приложение А. Уточненные формулы расчета параметров Rj и А.. 21 Приложение Б. Параллельность боковых сторон направляющего паза (контрольной кромки) стола траектории перемещения стола. 21 |
ГОСТ 18098-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КООРДИНАТНО-РАСТОЧНЫЕ И КООРДИНАТНО-
ШЛИФОВАЛЬНЫЕ
Нормы точности
Jig-boring and jig-grinding machines.
Standards of accuracy
Дата введения 1996-07-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на одно- и двухстоечные координатно-расточные (КРС) и координатно-шлифовальные (КШС) станки общего назначения по ГОСТ 6464 классов точности С и А по ГОСТ 8 и изготовленные на их базе специальные станки, в том числе на станки с числовым программным управлением.
Требования стандарта являются обязательными.
Стандарт пригоден для сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6464-78 Станки координатно-расточные и координатно-шлифовальные. Основные размеры
ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел
ГОСТ 17353-89 Приборы для измерений отклонений формы и расположения поверхностей вращения
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
ГОСТ 25443-82 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
ГОСТ 25889.1-83 Станки металлорежущие. Методы проверки круглости образца-изделия
ГОСТ 25889.2-83 Станки металлорежущие. Методы проверки параллельности двух плоских поверхностей образца-изделия
ГОСТ 25889.3-83 Станки металлорежущие. Методы проверки перпендикулярности двух плоских поверхностей образца-изделия
ГОСТ 25889.4-86 Станки металлорежущие. Методы проверки постоянства диаметров образца-изделия
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилограммы-профилометры контактные. Типы и основные параметры
ГОСТ 27843-88 Станки металлорежущие. Методы проверки точности позиционирования
ГОСТ 30064-93 Концы шпинделей сверлильных, расточных и фрезерных станков. Размеры. Технические требования
3 ГЕОМЕТРИЧЕСКАЯ ТОЧНОСТЬ СТАНКА
3.1 Общие требования к испытаниям станков на точность - по ГОСТ 8.
3.2 Схемы и способы измерений геометрических параметров - по ГОСТ 22267, ГОСТ 27843 и настоящему стандарту.
3.3 Подвижные рабочие органы, не перемещаемые при проведении проверок, устанавливают в среднее положение и при наличии зажимов закрепляют.
3.4. Допуски при проверках точности станков класса точности С не должны превышать значений, указанных в 3.5 - 3.14. Для станков класса точности А допуски увеличивают в 1,6 раза по сравнению с указанными в настоящем стандарте с округлением до ближайшего значения по ряду R 10 ГОСТ 8032.
По требованию потребителя проводят дополнительную проверку точности станков, приведенную в приложении Б.
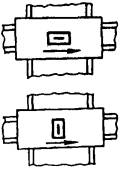
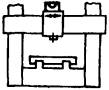
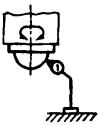
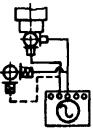
3.5 Плоскостность рабочей поверхности стола
|
|
|
|
Рисунок 1 |
Рисунок 2 |
|
|
|
|
Рисунок 3 |
Рисунок 4 |
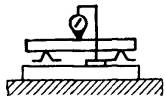
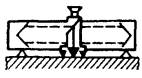
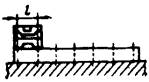
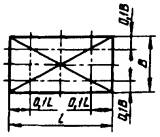
Таблица 1
|
Длина измерения, мм |
Допуск, мкм |
|
До 320 |
3 |
|
Св. 320 « 500 |
4 |
|
« 500 « 800 |
5 |
|
« 800 « 1250 |
6 |
|
« 1250 « 2000 |
8 |
|
« 2000 |
10 |
Измерения - по ГОСТ 22267, раздел 4, методы 3, 4 или 6 (рисунки 1 - 3).
Крайние сечения должны быть расположены от края стола на расстоянии не более 0,1 его ширины В и длины L (рисунок 4).
Расстояние между точками измерений 0,08 - 0,12 длины (ширины) стола.
3.6 Постоянство углового положения подвижного рабочего органа:
а) в горизонтальной и вертикальной плоскостях, параллельных направлению его перемещения;
б) в вертикальной плоскости, перпендикулярной направлению его перемещения;
в) в двух взаимно перпендикулярных вертикальных плоскостях, параллельных направлению его перемещения
|
|
|
|
Рисунок 5 |
Рисунок 6 |


|
|
|
|
|
Рисунок 7 |
Рисунок 8 |
Рисунок 9 |

|
|
|
|
Рисунок 10 |
Рисунок 11 |
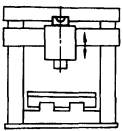
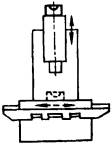
Таблица 2
|
Наибольшая длина перемещения рабочего органа, мм |
Допуск |
|
До 800 |
2? |
|
Св. 800 « 2000 |
2,5? |
|
« 2000 |
3? |
При проверке а) в вертикальной плоскости допуск увеличивают в 1,6 раза для длин перемещений до 1250 мм и в 1,25 раза для длин перемещений св. 1250 мм.
Измерения - по ГОСТ 22267, раздел 3, методы 7 (рисунки 5 и 9), 8 (рисунок 6); раздел 13, метод 1 (рисунки 7 и 8) - для горизонтально перемещающихся рабочих органов (стола, салазок, шпиндельной головки по поперечине - проверки 3.6а и 3.6б) и для вертикально перемещающихся рабочих органов (поперечины, шпиндельной головки) - рисунки 10 и 11.
Расстояние между точками измерений не должно превышать 0,1 … 0,2 длины перемещения, но не более 200 мм.
Если при перемещении проверяемого рабочего органа положение станка в вертикальной плоскости изменяется, то измерения проводят по методу 2 раздела 13 ГОСТ 22267 с использованием двух уровней (рисунок 11 - с добавлением уровня, показанного штриховой линией).
3.7 Перпендикулярность направления перемещения подвижного рабочего органа к траектории перемещения других рабочих органов в плоскостях XOY, XOZ и YOZ
|
|
|
|
Рисунок 12 |
Рисунок 13 |
|
|
|
|
Рисунок 14 |
Рисунок 15 (Измененная редакция, Поправка). |
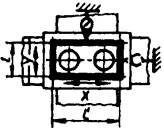
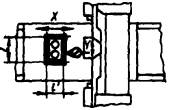
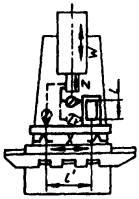
Таблица 3
|
Наибольшая длина перемещения рабочего органа, мм |
Длина измерения l, мм |
Допуск, мкм |
|
До 320 |
200 |
2 |
|
Св. 320 « 800 |
300 |
3 |
|
« 800 « 2000 |
400 |
4 |
|
« 2000 |
500 |
5 |
Для неформообразующих перемещений W шпиндельной головки и поперечины допуск увеличивают в 1,25 раза.
Измерения - по ГОСТ 22267, раздел 8, методы 1 и 2 (рисунки 12 - 15).
Поверочный угольник (раму) располагают на столе (проверка в плоскости XOY) или на регулируемой по высоте поверочной линейке (проверка в плоскостях XOZ и YOZ) в средней части стола. Перемещение узла l?, на котором выставляется по нулям поверочная линейка (сторона угольника, рамы), должно быть не менее 1,1 длины измерения l проверяемого рабочего органа, расстояние между точками измерения траектории должно быть не более 0,2l.
3.8 Параллельность рабочей поверхности стола траектории перемещения стола и других рабочих органов (салазок, шпиндельной головки по поперечине)
|
|
|
|
Рисунок 16 |
Рисунок 17 |
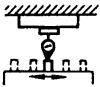
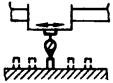
Таблица 4
|
Наибольшая длина перемещения рабочего органа, мм |
Допуск, мкм |
|
До 320 |
4 |
|
Св. 320 « 500 |
5 |
|
« 500 « 800 |
6 |
|
« 800 « 1250 |
8 |
|
« 1250 « 2000 |
10 |
|
« 2000 |
12 |
Измерения - по ГОСТ 22267, раздел 6, методы 1б (рисунок 16) и 2б (рисунок 17).
Проверку проводят в трех продольных и трех поперечных сечениях стола (среднем и двух крайних). Крайние сечения должны быть расположены от краев стола на расстоянии не более 0,1 его длины (ширины). Расстояние между точками измерения должно быть в пределах 0,1 ... 0,2 величины продольного (поперечного) перемещения стола (салазок, шпиндельной головки по поперечине), но не более 200 мм.
3.9 Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии от торца шпинделя 100 см
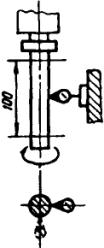
Рисунок 18
Таблица 5
|
Конец шпинделя по ГОСТ 30064 |
Допуск, мкм |
||
|
С конусом 7:24 |
с конусом Морзе |
3.9а |
3.9б |
|
|
2 |
3 |
|
|
30 40; 45; 50 |
3 |
3 |
4 |
Измерения - по ГОСТ 22267, раздел 15, метод 2 (рисунок 18).
3.10 Радиальное биение оси вращения планетарного шпинделя КШС
|
|
|
|
Рисунок 19 |
Рисунок 20 |
Допуск, мкм, для станков с диаметром шейки в передней опоре: до 63 мм - 1,6, св. 63 мм - 2,5.
Измерения - по ГОСТ 22267, раздел 16, методы 1 или 3 (рисунки 19 и 20).
3.11 Осевое биение шпинделя КРС, планетарного шпинделя КШС
|
|
|
|
Рисунок 21 |
Рисунок 22 |


Таблица 6
|
Конец шпинделя КРС по ГОСТ 30064 |
Диаметр шейки планетарного шпинделя КШС в передней опоре, мм |
Допуск, мкм |
|
|
с конусом 7:24 |
с конусом Морзе |
||
|
30 |
До 63 |
1,6 |
|
|
40; 45; 50 |
3 |
Св. 63 |
2,5 |
Измерения - по ГОСТ 22267, раздел 17, метод 1 (рисунок 21 или 22).
3.12 Перпендикулярность оси вращения шпинделя направлениям перемещения рабочих органов по осям X (стол продольно) и У (салазки, шпиндельная головка по поперечине)
|
|
|
|
Рисунок 23 |
Рисунок 24 |
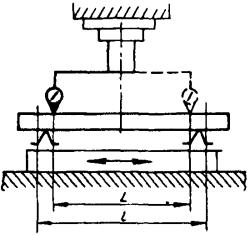
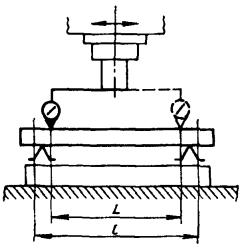
Таблица 7
|
Ширина рабочей поверхности стола, мм |
L, мм |
Допуск, мкм |
|
До 320 |
150 |
5 |
|
Св. 320 « 500 |
200 |
6 |
|
« 500 « 800 |
300 |
8 |
|
« 800 |
500 |
10 |
Измерения - по ГОСТ 22267, раздел 9, метод 3 (рисунок 23) - при перемещении стола, салазок; метод 3а (рисунок 24) - при перемещении шпиндельной головки по поперечине.
Поверочная линейка устанавливается в средних сечениях (продольном и поперечном) стола и выставляется по нулям по осям X и У при средних положениях шпинделя и шпиндельной головки по высоте. Измерения проводят при перемещениях рабочих органов на длину l, равную 1,25l.
3.13 Точность линейных координатных перемещений рабочего органа (для станков с ручным управлением, с цифровой индикацией и предварительным набором координат без точной установки рабочего органа в автоматическом режиме)
|
|
|
|
|
Рисунок 25 |
Рисунок 26 |
Рисунок 27 |
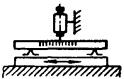
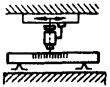
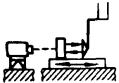
Таблица 8
|
Наибольшая длина перемещения проверяемого рабочего органа, мм |
Допуск, мкм |
|
До 320 |
2,5 |
|
Св. 320 « 500 |
3,0 |
|
« 500 « 800 |
4,0 |
|
« 800 « 1250 |
5,0 |
|
« 1250 « 2000 |
6,0 |
|
« 2000 |
8,0 |
Примечания:
1 Для станков с отношением перемещений X:Y не более 1,6 допуск устанавливают по наибольшему из указанных перемещений.
2 Допуски по осям координат Z и W устанавливают, при необходимости, в технических условиях.
Измерения - по ГОСТ 22267, раздел 19, методы 1 (рисунок 25), 2 (рисунок 26) или 3 (рисунок 27).
Измерения проводят по каждой оси координат, при расстоянии между точками измерений не более 0,02 длины перемещения. Установка координат производится вручную. Подход рабочего органа в заданные позиции - односторонний.
Измерения проводят в плоскости по возможности приближенной к рабочей поверхности стола к средней (осевой) линии или плоскости рабочего пространства. При использовании микроскопа его укрепляют на шпиндельной головке возможно ближе к оси шпинделя, перпендикулярно направлению проверяемого перемещения.
Для специальных станков положение измерительных устройств устанавливают в технических условиях.
3.14 Точность линейного позиционирования рабочего органа (для станков с автоматической точной установкой рабочего органа):
3.14.1 Точность двухстороннего позиционирования А;
3.14.2 Повторяемость двухстороннего позиционирования Rmax;
3.14.3 Максимальная зона нечувствительности Вmax;
3.14.4 Точность одностороннего позиционирования A^; Аv;
3.14.5 Повторяемость одностороннего позиционирования R^; Rv
(Измененная редакция, Поправка).
|
|
|
|
|
Рисунок 28 |
Рисунок 29 |
Рисунок 30 |
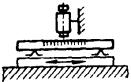
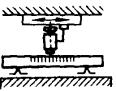
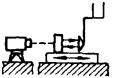
Таблица 9
|
Наибольшая длина перемещения проверяемого рабочего органа, мм |
Допуск (A, Rmax, Bmax, A^, Av, R^, Rv), мкм |
||||
|
А |
Rmax |
Bmax |
A^, Av |
R^, Rv |
|
|
До 320 |
5 |
2,5 |
2,0 |
4 |
2,0 |
|
Св. 320 « 500 |
6 |
3,0 |
2,5 |
5 |
2,5 |
|
« 500 « 800 |
8 |
4,0 |
3,0 |
6 |
3,0 |
|
« 800 « 1250 |
10 |
5,0 |
4,0 |
8 |
4,0 |
|
« 1250 « 2000 |
12 |
6,0 |
5,0 |
10 |
5,0 |
|
« 2000 |
16 |
8,0 |
6,0 |
12 |
6,0 |
Примечания
1 Для станков с отношением перемещении Х:У не более 1,6 допуск устанавливают но наибольшему из указанных перемещений для всех осей координат.
2 Допуски по осям координат Z и W в технически обоснованных случаях могут быть увеличены по сравнению с указанными в таблице, но не более чем в 2,5 раза.
3 Допуски на точность позиционирования при одностороннем подходе и повторяемое и. позиционирования при одностороннем подходе устанавливают при необходимости гарантирования максимально возможной точности при программировании обработки с односторонним подходом.
Измерения - по ГОСТ 27843, раздел 3, методы 1 (рисунки 28 и 29) или 4 (рисунок 30).
При измерении точности линейного позиционирования образцовую штриховую меру располагают как в проверке 3.13.
Измерение точности линейного позиционирования проводят по каждой оси координат в исходном и j заданных положениях рабочего органа.
Произвольные j положений устанавливают с интервалами lj близкими, но не равными между собой и не кратными шагу измерительного устройства. Количество положений, в которых проводят измерения (помимо исходного), должно быть не менее 13, а расстояния между ними не более 100 мм. Крайние из j положений устанавливают на расстоянии не более 0,25 среднего значения lj от концов перемещения проверяемого рабочего органа.
В исходном положении измеряют повторяемость позиционирования при одностороннем и двустороннем подходе рабочего органа (если исходное положение находится не на одном из концов перемещения).
В j произвольных положениях измеряют точность и повторяемость позиционирования и максимальную зону нечувствительности при реверсировании.
При измерении точности линейного позиционирования проводят последовательные автоматические перемещения проверяемого рабочего органа в заданные положения на скорости, устанавливаемой в эксплуатационных документах на станок без нагружения рабоче;
