
ГОСТ 18259-72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
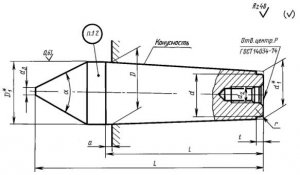
ЦЕНТРЫ УПОРНЫЕ
С КОНУСНОСТЬЮ 1:10 И 1:7
КОНСТРУКЦИЯ И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ЦЕНТРЫ УПОРНЫЕ Конструкция и размеры Thrust centres with cone 1:10 and 1:7. |
ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 29 ноября 1972 г. № 2173 дата введения установлена 01.07.74
Ограничение срока действия снято Постановлением Госстандарта от 06.02.86 № 281
1. Настоящий стандарт распространяется на упорные центры нормальной и повышенной точности, предназначенные для базирования деталей с центровыми отверстиями по ГОСТ 14034-74 при обработке их на средних и тяжелых металлорежущих станках.
(Измененная редакция, Изм. № 2).
2. Конструкция и размеры центров должны соответствовать указанным на чертеже и в таблице.
____________
* Размеры для справок.
3. Материал - сталь марки У8 по ГОСТ 1435-99.
Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки У8.
Рабочие конусы ? допускается наплавлять прутковым сормайтом по ГОСТ 21449-75. Толщина наплавленного слоя - не более 3 мм.
Допускается изготавливать центры с твердосплавными вставками в рабочем конусе. Материал вставок - твердый сплав марки ВК8 по ГОСТ 3882-74.
Размеры, мм
|
Обозначение центров при ? |
Конусность |
D |
D1 |
d |
d1 |
d2 |
d3 |
L при ? |
l |
а |
t |
r |
Масса, кг ? при ?, не более |
||||
|
60° |
75° |
Номин. |
Пред. откл. |
60° |
75° |
60° |
75° |
||||||||||
|
7032-0171 |
7032-0089 |
1:10 |
80 |
+0,120 |
80,70 |
56 |
60,700 |
М20 |
2,5 |
290 |
275 |
200 |
7 |
8 |
4 |
8,44 |
8,37 |
|
7032-0172 |
7032-0090 |
1:7 |
81,00 |
48 |
52,428 |
7,30 |
7,15 |
||||||||||
|
7032-0173 |
7032-0091 |
1:10 |
90 |
+0,140 |
90,70 |
64 |
68,700 |
320 |
300 |
220 |
11,10 |
10,65 |
|||||
|
7032-0174 |
7032-0092 |
1:7 |
91,00 |
55 |
59,571 |
10,26 |
9,85 |
||||||||||
|
7032-0175 |
7032-0093 |
1:10 |
100 |
100,70 |
72 |
76,700 |
М30 |
350 |
325 |
240 |
10 |
5 |
15,05 |
14,35 |
|||
|
7032-0176 |
7032-0094 |
1:7 |
101,00 |
62 |
66,714 |
13,85 |
13,15 |
||||||||||
|
7032-0177 |
7032-0095 |
1:10 |
110 |
111,00 |
80 |
85,000 |
3 |
380 |
355 |
260 |
10 |
19,85 |
19,17 |
||||
|
7032-0178 |
7032-0096 |
1:7 |
111,43 |
69 |
74,258 |
18,10 |
17,35 |
||||||||||
|
7032-0179 |
7032-0097 |
1:10 |
120 |
121,00 |
88 |
93,000 |
410 |
385 |
280 |
12 |
6 |
24,85 |
22,95 |
||||
|
7032-0180 |
7032-0098 |
1:7 |
121,43 |
76 |
81,428 |
23,15 |
22,25 |
||||||||||
|
7032-0181 |
7032-0099 |
1:10 |
140 |
+0,160 |
141,00 |
104 |
109,000 |
4 |
465 |
440 |
320 |
38,40 |
37,60 |
||||
|
7032-0182 |
7032-0100 |
1:7 |
141,43 |
90 |
95,713 |
36,45 |
35,70 |
||||||||||
|
7032-0183 |
7032-0101 |
1:10 |
160 |
161,50 |
120 |
125,500 |
М36 |
525 |
495 |
360 |
15 |
14 |
8 |
55,85 |
54,75 |
||
|
7032-0184 |
7032-0102 |
1:7 |
162,14 |
105 |
110,713 |
54,95 |
54,15 |
||||||||||
|
7032-0185 |
7032-0103 |
1:10 |
180 |
181,50 |
136 |
141,500 |
5 |
585 |
550 |
400 |
81,50 |
79,30 |
|||||
|
7032-0186 |
7032-0104 |
1:7 |
182,14 |
120 |
124,999 |
74,50 |
72,90 |
||||||||||
|
7032-0187 |
7032-0105 |
1:10 |
200 |
+0,185 |
201,51 |
152 |
157,500 |
645 |
605 |
440 |
18 |
107,50 |
104,10 |
||||
|
7032-0188 |
7032-0106 |
1:7 |
202,14 |
135 |
139,285 |
102,50 |
100,10 |
||||||||||
Примечание. Центры диаметром D = 90; 110; 140; 180 мм изготовлять по заказу потребителя.
Пример условного обозначения упорного центра нормальной точности диаметром D = 80 мм, конусностью 1:10 и углом ? = 60°:
Центр 7032-0171 ГОСТ 18259-72
То же, повышенной точности:
Центр 7032-0171 П ГОСТ 18259-72
(Измененная редакция, Изм. № 1, 2).
4. Твердость рабочего конуса - 59 ... 63 HRCэ, твердость хвостовика - 41,5 ... 46,5 HRCэ.
3, 4. (Измененная редакция, Изм. № 1, 2).
5. Шероховатость поверхностей рабочего конуса и конуса хвостовика не более:
Ra0,63 мкм - для нормальной точности;
Ra0,32 мкм - для повышенной точности.
6. Допуск радиального биения поверхности рабочего конуса относительно конуса хвостовика: 0,01 мм - для центров нормальной точности; 0,005 мм - для центров повышенной точности.
(Измененная редакция, Изм. № 1, 2).
7. Конусность хвостовика проверять калибром-втулкой по ГОСТ 24932-81 на краску; толщина слоя краски - не более 4 мкм. Прилегание должно быть не менее 85 % рабочей поверхности конуса.
8. Предельные отклонения угла рабочего конуса - +20'.
9. Неуказанные предельные отклонения размеров: Н14, h14,

(Измененная редакция, Изм. № 2).
10. Наружный диаметр в средней части конуса хвостовика допускается занижать на глубину не более 0,5 мм.
Длина заниженной части должна быть не более 1/3 длины образующей конуса.
11. Маркировка, упаковка, транспортирование и хранение центров - по ГОСТ 17166-71.
12. Маркировать: обозначение центра и товарный знак предприятия-изготовителя.
ПРИЛОЖЕНИЕ. (Исключено, Изм. № 2).
;
