
ГОСТ 2209-90
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛАСТИНЫ ТВЕРДОСПЛАВНЫЕ
НАПАИВАЕМЫЕ ДЛЯ РЕЖУЩЕГО
ИНСТРУМЕНТА
Технические условия
|
|
Москва Стандартинформ 2006 |

МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПЛАСТИНЫ ТВЕРДОСПЛАВНЫЕ НАПАИВАЕМЫЕ Технические условия Hard metal brazed tips for cutting tools. Specifications |
ГОСТ |
Дата введения 01.07.93
Настоящий стандарт распространяется на твердосплавные пластины напаиваемые на режущий инструмент для обработки резанием металлов и неметаллических материалов.
Требования стандарта в части разд. 1, 2, 4, 5 являются обязательными.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
Конструкция и размеры - по ГОСТ 25394 - ГОСТ 25402; ГОСТ 25404 - ГОСТ 25409; ГОСТ 25411; ГОСТ 25412; ГОСТ 25414 - ГОСТ 25416, ГОСТ 25419 - ГОСТ 25426; ГОСТ 17163; ГОСТ 20312.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пластины должны изготавливаться в соответствии с требованиями настоящего стандарта.
2.2. Пластины должны изготавливаться из твердого сплава по ГОСТ 3882.
2.3. Микроструктура и макроструктура пластин - по ГОСТ 4872.
2.4. Предельные отклонения линейных размеров (l, b, b1, s, r, D, d, h) пластин в мм не должны превышать при величине размера:
До 2 мм.............................................. ±0,10
Св. 2 » 4 »..................................... ±0,15
» 4 » 6 »..................................... ±0,20
» 6 » 10 »..................................... ±0,25
» 10 » 14 »..................................... ±0,30
» 14 » 18 »..................................... ±0,35
» 18 » 30 »..................................... ±0,40
» 30 » 40 »..................................... ±0,45
» 40 » 50 »..................................... ±0,50
» 50 » 80 »..................................... ±0,75
Примечание.Предельные отклонения для размера l типов 13, 14, 17, размера b типа 21 устанавливаются со знаком «+»,размера b типа 39 со знаком «-» при сохранении поля допуска.
2.5. Неуказанные предельные отклонения линейных размеров до 1 мм - не более ±0,15 мм, свыше 1 мм -

2.6. Пластины типов 14, 17, 21, 25 и 26, предназначенные для пайки в пазах, должны изготавливаться нормальной и повышенной степени точности.
2.7. Предельные отклонения толщины пластин, предназначенных для пайки в пазах типов 14, 17, 21, 25 и 26, должны соответствовать: повышенной степени точности - 0,1 мм, нормальной степени точности, указанным в табл. 1.
Таблица 1
мм
|
Толщина |
Предельные отклонения |
|
До 0,8 |
-0,1 |
|
Св. 0,8 до 2,0 |
-0,2 |
|
Св. 2,0 до 4,0 |
-0,3 |
|
Св. 4,0 до 6,0 |
-0,4 |
2.8. Предельные отклонения угловых размеров не должны превышать:
±1° для угла до 10° и угла 90°;
±2° для угла св. 10°
Примечание.Угловые параметры обеспечиваются технологически.
2.9. Допуск плоскостности по широким опорным поверхностям должен соответствовать значениям, указанным в табл. 2.
Таблица 2
мм
|
Размеры пластины |
Допуск плоскостности |
|
|
Длина |
Толщина |
|
|
До 10 |
До 4 |
|
|
Св. 10 до 18 |
До 4 Св. 4 |
|
|
Св. 18 до 30 |
До 4 Св. 4 |
|
|
Св. 30 до 50 |
Св. 2 до 4 Св. 4 |
|
|
Св. 50 до 80 |
Св. 4 |
|
2.10. Допуск плоскостности по широким опорным поверхностям для пластин повышенной степени точности типов 14, 17, 21, 25 и 26, предназначенных для пайки в пазах, должен соответствовать значениям, указанным в табл. 3, а по другим поверхностям - значениям, указанным в табл. 2.
Таблица 3
мм
|
Размеры пластины |
Допуск плоскостности |
|
|
Длина |
Толщина |
|
|
До 10 |
До 4 |
|
|
Св. 10 до 18 |
До 2 Св. 2 |
|
|
Св. 18 до 30 |
До 4 Св. 4 |
|
|
Св. 30 до 50 |
Св. 2 |
|
|
Св. 50 до 80 |
Св. 4 |
|
2.11. Допуск плоскостности по широким опорным поверхностям для пластин нормальной степени точности, предназначенных для пайки в пазах, должен соответствовать значениям, указанным в табл. 2.
2.12. Пластины толщиной 3,0 мм и менее должны изготавливаться без фасок и задних углов.
2.13. Глубина рисок и вмятин не должна превышать следующих значений, мм:
0,1 при толщине s до 2
0,2 » » s св. 2 до 4
0,3 » » s » 4
2.14. На режущих кромках не допускается фаска более 0,1 s при толщине s ? 6 мм и более 0,6 мм при толщине s > 6 мм, а на остальных кромках - более 0,6 мм.
2.15. На режущих кромках не допускаются округления радиусом более 0,2 мм, а на остальных кромках - более 0, 6 мм.
2.16. На вершинах допускается закругление r (см. черт. 1) не более 0,6 мм при номинальной длине до 18 мм и не более 1 мм при номинальной длине свыше 18 мм.
Примечание. Допускается вместо закругления фаска, равная радиусу r
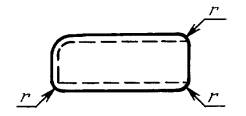
Черт. 1
2.17. Размеры выкрашиваний на рабочих режущих кромках не должны превышать 0,2 мм, без ограничения протяженности.
Размеры выкрашиваний а на нерабочих кромках (см. черт. 2) не должны превышать следующих значений, мм:
0,3 при толщине s до 2
0,6 » » s св. 2 до 6
0,8 » » s св. 6 до 10
1,0 » » s св. 10
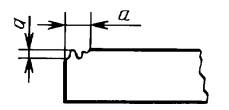
Черт. 2
2.18. На поверхностях всех пластин не должно быть вздутий, расслоений, трещин.
2.19. Ширина или высота заусенцев на режущих кромках не должна превышать 0,3 мм при номинальной длине до 30 мм и 0,5 мм при номинальной длине более 30 мм.
Ширина или высота заусенцев на кромках, ограничивающих опорную поверхность, не должна превышать 0,15 мм при толщине до 6 мм и 0,20 мм при толщине более 6 мм, а для пластин повышенной степени точности типа 14 и 17 не должна превышать 0,07 мм.
2.20. Маркировка, упаковка - по ГОСТ 4872.
3. ПРИЕМКА
3.1. Для проверки соответствия пластин требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль.
3.2. Контроль на соответствие требованиям пп. 2.2 и 2.3 - по ГОСТ 20559.
3.3. Контроль на соответствие требованиям пп. 2.4, 2.5, 2.7 - 2.11, 2.13 - 2.17, 2.19 - выборочный по ГОСТ 18242.
3.4. Контроль на соответствие требованиям п. 2.18 - сплошной.
Пластины предъявляют к приемке партиями. Партия должна состоять из пластин одного типоразмера, одной марки твердого сплава, изготовленных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу.
Метод отбора пластин в выборку - случайный по ГОСТ 18321.
3.5. Дефекты разделяют на критические, значительные и малозначительные.
К критическим относятся дефекты, указанные в п. 2.18.
Критические дефекты не допускаются.
К значительным дефектам относят отклонения параметров, более указанных в пп. 2.4, 2.7, 2.9 - 2.11, 2.17.
К малозначительным дефектам относят отклонения параметров, более указанных в пп. 2.5, 2.8, 2.13 - 2.16, 2.19.
3.6. Объем выборок, приемочные числа в зависимости от объема партии приведены в табл. 4.
Таблица 4
шт.
|
Объем партии |
Значительные дефекты |
Малозначительные дефекты |
||
|
Объем выборки |
Приемочное число |
Объем выборки |
Приемочное число |
|
|
2 - 8 |
5 |
3 |
||
|
9 - 15 |
5 |
3 |
||
|
16 - 25 |
5 |
3 |
||
|
26 - 50 |
5 |
13 |
1 |
|
|
51 - 90 |
20 |
1 |
13 |
1 |
|
91 - 150 |
20 |
1 |
20 |
2 |
|
161 - 280 |
32 |
2 |
32 |
3 |
|
281 - 500 |
50 |
3 |
50 |
5 |
|
501 - 1200 |
80 |
5 |
80 |
7 |
|
1201 - 3200 |
125 |
7 |
125 |
10 |
|
3201 - 10000 |
200 |
10 |
200 |
14 |
|
10001 - 35000 |
315 |
14 |
315 |
21 |
|
35001 - 150000 |
500 |
21 |
315 |
21 |
3.7. Партию принимают, если количество дефектных пластин в выборке меньше или равно приемочному числу.
3.8. Партию не принимают или подвергают сплошному контролю, если количество дефектных пластин в выборке больше приемочного числа.
3.9. Партию пластин типов 14, 17, 21, 25 и 26 принимают, если количество дефектных пластин в выборке меньше или равно приемочному числу и обнаруженные у дефектных пластин значения предельных отклонений параметров не превышают 50 % допуска.
3.10. Партию пластин типов 14, 17, 21, 25 и 26 не принимают, если значения предельных отклонений параметров у дефектных пластин превышают 50 % допуска.
4. МЕТОДЫ ИСПЫТАНИЙ
Методы испытаний - по ГОСТ 4872.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 4872.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета по управлению качеством продукции и стандартам от 31.10.90 № 2765
3. ВЗАМЕН ГОСТ 2209-82
4. Стандарт полностью соответствует СТ СЭВ 676-77
5. ССЫЛОЧНЫЕ НОРМАТИВНО ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 3882-74 |
2.2 |
ГОСТ 25407-90 |
1 |
|
ГОСТ 4872-75 |
2.3; 4; 5 |
ГОСТ 25408-90 |
1 |
|
ГОСТ 17163-90 |
1 |
ГОСТ 25409-90 |
1 |
|
ГОСТ 18242-72 |
3.3 |
ГОСТ 25411-90 |
1 |
|
ГОСТ 20312-90 |
1 |
ГОСТ 25412-90 |
1 |
|
ГОСТ 20559-75 |
3.2 |
ГОСТ 25414-90 |
1 |
|
ГОСТ 25394-90 |
1 |
ГОСТ 25415-90 |
1 |
|
ГОСТ 25396-90 |
1 |
ГОСТ 25416-90 |
1 |
|
ГОСТ 25397-90 |
1 |
ГОСТ 25419-90 |
1 |
|
ГОСТ 25398-90 |
1 |
ГОСТ 25420-90 |
1 |
|
ГОСТ 25399-90 |
1 |
ГОСТ 25421-90 |
1 |
|
ГОСТ 25400-90 |
1 |
ГОСТ 25422-90 |
1 |
|
ГОСТ 25401-90 |
1 |
ГОСТ 25423-90 |
1 |
|
ГОСТ 25402-90 |
1 |
ГОСТ 25424-90 |
1 |
|
ГОСТ 25404-90 |
1 |
ГОСТ 25425-90 |
1 |
|
ГОСТ 25405-90 |
1 |
ГОСТ 25426-90 |
1 |
|
ГОСТ 25406-90 |
1 |
6. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизаци, метрологии и сертификации (ИУС 11-95)
7. ПЕРЕИЗДАНИЕ
СОДЕРЖАНИЕ
|
1. Конструкция и размеры.. 1 2. Технические требования. 1 3. Приемка. 3 4. Методы испытаний. 4 5. Транспортирование и хранение. 4 |
ГОСТ 2209-90
;
