
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ФРЕЗЫ ШПОНОЧНЫЕ С ЦИЛИНДРИЧЕСКИМ,
КОНИЧЕСКИМ ХВОСТОВИКАМИ
И ХВОСТОВИКОМ КОНУСНОСТЬЮ 7:24
Технические условия
|
|
Москва Стандартинформ 2009 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом (ОАО) «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 ноября 2008 г. № 296-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов: ИСО 1641-1:2003 «Фрезы концевые и шпоночные. Часть 1. Фрезы с цилиндрическими хвостовиками» в части размеров шпоночных фрез (ISO 1641-1:2003 «End mills and slot drills - Part 1: Milling cutters with cylindrical shanks», MOD); ИСО 1641-2:1978 «Фрезы концевые и шпоночные. Часть 2. Фрезы с коническими хвостовиками Морзе» в части размеров шпоночных фрез (ISO 1641-2:1978 «End mills and slot drills - Part 2: Milling cutters with Morse taper shanks», MOD); ИСО 1641-3:2003 «Фрезы концевые и шпоночные. Часть 3. Фрезы с коническими хвостовиками конусностью 7:24» в части размеров шпоночных фрез (ISO 1641-3:2003 «End mills and slot drills - Part 3: Milling cutters with 7:24 taper shanks», MOD).
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам, использованным в настоящем стандарте в качестве нормативных ссылок, приведены в приложении А.
При этом дополнительные положения, учитывающие потребности национальной стандартизации, приведены в разделах 1, 2, 4, 5, 6, в пунктах 3.1.8 - 3.2.18 и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ Р 53003-2008
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ФРЕЗЫ ШПОНОЧНЫЕ С ЦИЛИНДРИЧЕСКИМ, КОНИЧЕСКИМ ХВОСТОВИКАМИ Технические условия Slot drills with cylindrical, Morse taper and 7:24 taper shanks. |
Дата введения - 2010 - 01 - 01
1 Область применения
Настоящий стандарт распространяется на шпоночные фрезы с цилиндрическим, коническим хвостовиком Морзе и хвостовиком конусностью 7:24, предназначенные для обработки шпоночных пазов по ГОСТ 23360 в изделиях из стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52965-2008 Хвостовики цилиндрические для фрез. Основные размеры
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 14034-74 Отверстия центровые. Размеры
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 19860-93 Конусы внутренние и наружные конусностью 7:24. Допуски
ГОСТ 23360-78 Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25557-2006 (ИСО 296:1991) Конусы инструментальные. Основные размеры
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 25827-93 (ИСО 7388-1-83) Хвостовики инструментов с конусом 7:24. Размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Фрезы шпоночные следует изготовлять исполнений:
1 - с гладким цилиндрическим хвостовиком;
2 - с цилиндрическим хвостовиком с лыской;
3 - с цилиндрическим хвостовиком с резьбой;
4 - с коническим хвостовиком Морзе;
5 - с коническим хвостовиком конусностью 7:24.
3.1.2 Фрезы шпоночные изготовляют двух серий: короткой и нормальной.
3.1.3 Основные размеры шпоночных фрез исполнений 1, 2, 3 должны соответствовать указанным на рисунке 1 и в таблице 1.
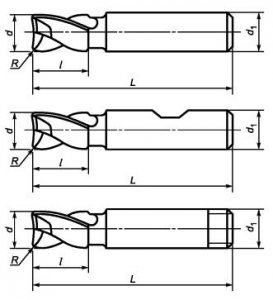
Рисунок 1
Таблица 1
В миллиметрах
|
d |
d1 |
Короткая серия |
Нормальная серия |
не более |
|||||
|
Ряд |
l |
L |
l |
L |
|||||
|
Ряд |
Ряд |
||||||||
|
1 |
2 |
1 |
2 |
1 |
2 |
||||
|
2 |
4* |
6 |
4 |
36 |
48 |
7 |
39 |
51 |
0,1 |
|
3 |
5 |
37 |
49 |
8 |
40 |
52 |
|||
|
4 |
7 |
39 |
51 |
11 |
43 |
55 |
|||
|
5 |
5* |
8 |
42 |
52 |
13 |
47 |
57 |
0,2 |
|
|
6 |
6 |
52 |
57 |
||||||
|
7 |
8 |
10 |
10 |
54 |
60 |
16 |
60 |
66 |
0,2 |
|
8 |
11 |
55 |
61 |
19 |
63 |
69 |
|||
|
10 |
10 |
13 |
63 |
22 |
72 |
0,3 |
|||
|
12; 14 |
12 |
16 |
73 |
26 |
83 |
||||
|
16; 18 |
16 |
19 |
79 |
32 |
92 |
||||
|
20; 22 |
20 |
22 |
88 |
38 |
104 |
0,4 |
|||
|
24; 25; 28 |
25 |
26 |
102 |
45 |
121 |
||||
|
32 |
32 |
32 |
112 |
53 |
133 |
||||
|
36 |
0,8 |
||||||||
|
40; 45 |
40 |
38 |
130 |
63 |
155 |
||||
|
50 |
50 |
45 |
147 |
75 |
177 |
||||
|
56 |
1,2 |
||||||||
|
63 |
50 |
63 |
53 |
155 |
165 |
90 |
192 |
202 |
|
|
70 |
63 |
165 |
202 |
||||||
|
* Только для гладких цилиндрических хвостовиков. Примечания 1 Два ряда общей длины фрез L соответствуют двум рядам диаметров хвостовиков. 2 Допускается заменять радиус R фаской с х 45° при с = R. |
|||||||||
3.1.4 Независимо от серии фрез разность длин L - l должна быть постоянной и равна указанной в таблице 2.
Таблица 2
В миллиметрах
|
Диаметр рабочей части d |
L - 1 |
|
|
Ряд |
||
|
1 |
2 |
|
|
От 2 до 4 вкпюч. |
32 |
44 |
|
Св. 4 до 5 вкпюч. |
34 |
|
|
Св. 5 до 6 вкпюч. |
44 |
|
|
Св. 6 до 8 вкпюч. |
50 |
|
|
Св. 8 до 10 вкпюч. |
50 |
|
|
Св. 10 до 14 вкпюч. |
57 |
|
|
Св. 14 до 18 вкпюч. |
60 |
|
|
Св. 18 до 22 вкпюч. |
66 |
|
|
Св. 22 до 28 вкпюч. |
76 |
|
|
Св. 28 до 36 вкпюч. |
80 |
|
|
Св. 36 до 45 включ. |
92 |
|
|
Св. 45 до 56 включ. |
102 |
|
|
Св. 56 до 63 включ. |
102 |
112 |
|
Св. 63 до 70 включ. |
112 |
|
3.1.5 Основные размеры шпоночных фрез исполнения 4 должны соответствовать указанным на рисунке 2 и в таблице 3.
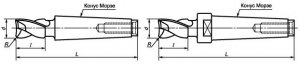
Рисунок 2
Таблица 3
Размеры в миллиметрах
|
d |
Короткая серия |
Нормальная серия |
Конус Морзе |
не более |
||||
|
l |
L |
l |
L |
|||||
|
Ряд |
Ряд |
|||||||
|
1 |
2 |
1 |
2 |
|||||
|
6 |
8 |
78 |
13 |
83 |
1 |
0,2 |
||
|
7 |
10 |
80 |
16 |
86 |
||||
|
8 |
11 |
81 |
19 |
89 |
||||
|
10 |
13 |
83 |
22 |
92 |
0,3 |
|||
|
12; 14 |
16 |
86 |
26 |
96 |
||||
|
101 |
111 |
2 |
||||||
|
16; 18 |
19 |
104 |
32 |
117 |
||||
|
20; 22 |
22 |
107 |
38 |
123 |
0,4 |
|||
|
124 |
140 |
3 |
||||||
|
24; 25; 28 |
26 |
128 |
45 |
147 |
||||
|
32; 36 |
32 |
134 |
53 |
155 |
||||
|
157 |
180 |
178 |
201 |
4 |
0,8 |
|||
|
40; 45 |
38 |
163 |
186 |
63 |
188 |
211 |
||
|
196 |
224 |
221 |
249 |
5 |
||||
|
50; 56 |
45 |
170 |
193 |
75 |
200 |
223 |
4 |
|
|
203 |
231 |
233 |
261 |
5 |
1,2 |
|||
|
63; 70 |
53 |
211 |
239 |
90 |
248 |
276 |
||
|
Примечание - Допускается заменять радиус R фаской сх45° при с = R. |
||||||||
3.1.6 Независимо от серии фрез разность длин L - l должна быть постоянной и равна указанной в таблице 4.
Таблица 4
Размеры в миллиметрах
|
Конус Морзе |
1 |
2 |
3 |
4 |
5 |
||
|
Ряд |
Ряд |
||||||
|
1 |
2 |
1 |
2 |
||||
|
L - l |
70 |
85 |
102 |
125 |
148 |
158 |
186 |
3.1.7 Основные размеры шпоночных фрез исполнения 5 должны соответствовать указанным на рисунке 3 и в таблице 5.
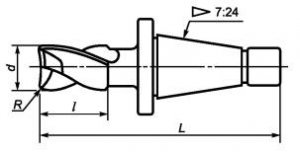
Рисунок 3
Таблица 5
Размеры в миллиметрах
|
d |
Короткая серия |
Нормальная серия |
Конус 7:24 |
не более |
||
|
l |
L |
l |
L |
|||
|
24; 25; 28 |
26 |
131 |
45 |
150 |
30 |
0,4 |
|
32; 36 |
32 |
137 |
53 |
158 |
||
|
167 |
188 |
40 |
||||
|
187 |
208 |
45 |
0,8 |
|||
|
40; 45 |
38 |
173 |
63 |
198 |
40 |
|
|
193 |
218 |
45 |
||||
|
215 |
240 |
50 |
||||
|
50; 56 |
45 |
180 |
75 |
210 |
40 |
|
|
200 |
230 |
45 |
||||
|
222 |
252 |
50 |
1,2 |
|||
|
63; 70 |
53 |
208 |
90 |
245 |
45 |
|
|
230 |
267 |
50 |
||||
|
80 |
63 |
240 |
106 |
283 |
||
