
ГОСТ 28651-90
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ДЛЯ ЗАТОЧКИ
ЛЕНТОЧНЫХ ПИЛ
ОСНОВНЫЕ ПАРАМЕТРЫ.
НОРМЫ ТОЧНОСТИ

Москва
Стандартинформ
2005
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАНКИ ДЛЯ ЗАТОЧКИ ЛЕНТОЧНЫХ ПИЛ Основные параметры. Нормы точности Sharpening machines for band saws. Basic parameters. Standards of accuracy |
ГОСТ |
Дата введения 01.07.91
Настоящий стандарт распространяется на станки классов точности Н, П для заточки ленточных пил по ГОСТ 6532 для распиловки древесины и ленточных пил по ГОСТ 10670 для распиловки бревен и брусьев и устанавливает обязательные требования на основные параметры и нормы точности.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
Основные параметры станков для заточки ленточных пил должны соответствовать указанным в таблице.
Размеры, мм
|
Наименование параметров |
Значения параметров |
|
|
пил ленточных делительных и пил ленточных для распиловки бревен и брусьев |
пил ленточных столярных |
|
|
Наибольшая ширина затачиваемых пил, не менее |
280 |
60 |
|
Наименьшая ширина затачиваемых пил, не более |
50 |
7 |
|
Длина настроечного перемещения линейки: |
|
|
|
в вертикальной плоскости, не менее |
250 |
- |
|
в горизонтальной плоскости, не менее |
- |
60 |
|
Высота зубьев затачиваемых пил: |
|
|
|
наибольшая, не менее |
25 |
6 |
|
наименьшая, не более |
10 |
2 |
|
Шаг зубьев затачиваемых пил: |
|
|
|
наибольший, не менее |
80 |
12 |
|
наименьший, не более |
30 |
6 |
|
Наибольший передний угол зубьев затачиваемых пил, не менее |
32° |
10° |
|
Наибольшая высота расположения органов управления |
1700 |
1600 |
2. ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
Нормы точности станков должны не превышать значений, указанных в пп. 2.2 - 2.7.
2.2. Радиальное биение шпинделя шлифовальной головки
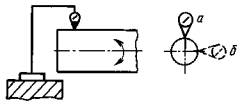
Черт. 1
Допуск, мкм, для станков классов точности:
Н................ 15
П................ 9
Измерение - по ГОСТ 22267, разд. 15, метод 1 (черт. 1).
2.3 Осевое биение шпинделя шлифовальной головки
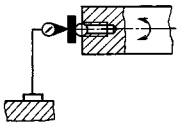
Черт. 2
Допуск, мкм, для станков классов точности:
Н................ 10
П................ 6
Измерение - по ГОСТ 22267, разд. 17, метод 1 (черт. 2).
2.4. Торцовое биение опорной поверхности фланца шлифовального круга
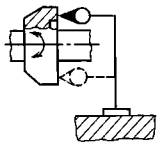
Черт. 3
Допуск, мкм, на диаметре 100 мм для станков классов точности:
Н................ 30
П................ 12
Измерение - по ГОСТ 22267, разд. 18, метод 1 (черт. 3).
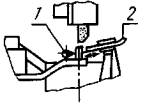
2.5. Перпендикулярность опорной поверхности фланца шлифовального круга опорной поверхности зажимных планок
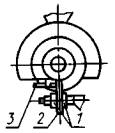
Черт. 4
Допуск на длине 50 мм для станков классов точности:
Н................ 40?
П................ 25?
Между зажимными планками 1 (черт. 4) устанавливают специальную калиброванную пластину 2 толщиной не менее 6 мм и шириной не менее 100 мм с плоскостностью всей базовой поверхности не ниже 4-й степени точности по ГОСТ 24643.
Угловым измерительным прибором 3 измеряют фактический угол между базовой поверхностью пластины и опорной поверхностью фланца.
Отклонение равно разности между прямым углом и фактическим.
2.6. Постоянство крайнего переднего положения подающей собачки (при настройке станка на наибольший шаг зубьев пилы)
Черт. 5
Допуск, мкм, для станков классов точности:
Н................ 30
П................ 19
Измерительный прибор 1 (черт. 5) устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался конца подающей собачки 2 в ее крайнем переднем положении. Измерения производят не менее десяти раз при наибольшей величине шага пилы и вращении распределительного вала в одном направлении.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
2.7. Постоянство крайнего нижнего положения шлифовальной головки (при настройке станка на наибольшую высоту зубьев пилы)
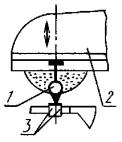
Черт. 6
Допуск, мкм, для станков классов точности:
Н................ 30
П................ 19
На шлифовальной головке 2 (черт. 6) укрепляют измерительный прибор 1 так, чтобы его измерительный наконечник касался верхней плоскости зажимной планки 3 в крайнем нижнем положении головки. Измерения производят не менее десяти раз при вращении распределительного вала в одном направлении.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
3. ТОЧНОСТЬ СТАНКА В РАБОТЕ
3.1. На станке затачивают ленточные пилы по ГОСТ 6532 столярные толщиной 0,9 мм и пилы по ГОСТ 10670 для распиловки бревен и брусьев толщиной 1,6 мм.
3.2. Нормы точности заточенных ленточных пил не должны превышать значений, указанных в пп. 3.3 - 3.6.
3.3. Расположение вершин зубьев по отношению к задней кромке пилы
Допуск, мкм, на длине 1000 мм для станков классов точности:
Н................ 300
П................ 190
Измеряется расстояние от вершины зуба до противолежащей точки на задней кромке пилы прибором для измерения линейных размеров.
Измерение производится для всех зубьев на выбранном участке пилы.
Отклонение равно наибольшей алгебраической разности расстояний вершин зубьев от задней кромки пилы.
3.4. Соответствие величин передних углов и углов заострения зубьев пил заданным по шкалам станков
Допуск для станков классов точности:
Н................ ±1°
П................ ±40?
Передние углы и углы заострения заточенных зубьев пил измеряют угломером. При этом допускается отгиб зуба на сторону 1 мм.
Отклонение равно разности наибольших и наименьших результатов измерений.
3.5. Соответствие шага зубьев пилы допустимым нормам
Допуск, мкм, на шаге зубьев ленточной пилы 50 мм для станков классов точности:
Н................ 400
П................ 250
Штангенциркулем-нутромером с ценой деления 50 мкм замеряются последовательно шаги 40 зубьев пилы. Далее производится заточка пилы за 30 проходов на средней производительности с величиной поперечной подачи 50 мкм и повторный замер величины шагов тех же зубьев. Замеры производятся по вершинам зубьев, при этом линейка штангенциркуля должна располагаться параллельно полотну пилы.
3.6. Шероховатость заточенных граней зубьев пилы
Шероховатость заточенных граней зубьев пил должна быть Ra ? 2,5 мкм.
Проверку шероховатости производят при помощи универсальных средств контроля шероховатости поверхности.
ПРИЛОЖЕНИЕ
Обязательное
ИСО 9267-88
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ. СТАНКИ ДЛЯ ЗАТОЧКИ ПОЛОТЕН ЛЕНТОЧНЫХ ПИЛ. ТЕРМИНОЛОГИЯ
1. Основные узлы и детали станков для заточки ленточных пил указаны на чертеже под соответствующими номерами
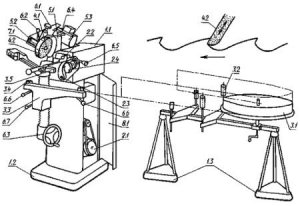
Примечание. Чертеж не определяет конструкцию станков.
2. Терминология
1. Корпус
1.1. Станина
1.2. Основание
1.3. Опоры пилодержателя
2. Подача заготовки и (или) инструмента
2.1. Электродвигатель
2.2. Толкатель
2.3. Ось толкателя
2.4. Распределительный вал
3. Установка, крепление и перемещение заготовки
3.1. Направляющий барабан
3.2. Поддерживающие ролики
3.3. Стол
3.4. Направляющие ролики
3.5. Прижим полотна пилы
4. Держатели инструмента и инструмент
4.1. Шпиндель шлифовального круга
4.2. Шлифовальный круг
5. Рабочий орган и привод инструмента
5.1. Шлифовальная головка
5.2. Привод шлифовального круга
5.3. Электродвигатель привода шлифовального круга
6. Управление
6.1. Регулятор положения шлифовального круга по высоте
6.2. Фиксатор шлифовального круга
6.3. Регулятор положения стола по высоте
6.4. Регулятор настройки на высоту зуба
6.5. Фиксатор толкателя
6.6. Фиксатор направляющих пильного полотна
6.7. Фиксатор положения стола по высоте
7. Предохранительные устройства
7.1. Ограждение шлифовального круга
8. Разное
8.1 Дверца
9. (Свободно).
Эквивалентные термины на английском языке
1. Framework
1.1. Main frame
1.2. Base
1.3. Guide pulley support stand
2. Feed of workpiece and/or tools
2.1. Motor
2.2. Feed pawl
2.3. Feed pawl pivot
2.4. Cam shaft
3. Workpiece support clamp and guide
3.1. Guide pulley
3.2. Brackets and rollers
3.3. Blade carrier
3.4. Blade guide rollers
3.5. Blade check bar
4. Tool-holders and tools
4.1. Grinding wheel spindle
4.2. Grinding wheel
5. Workhead and tool drives
5.1. Grinding head
5.2. Grinding head drive
5.3. Grinding head motor
6. Controls
6.1. Grinding heat vertical adjustment hand-wheel
6.2. Grinding head locking lever
6.3. Handwheel for vertical adjustment of the blade
6.4. Balance gear handwheel
6.5. Feed pawl locking lever
6.6. Blade guide locking lever
6.7. Blade carrier locking lever
7. Safety devices (examples)
7.1. Grinding wheel guard
8. Miscellaneous
8.1. Main drive enclosure doof
9. (clause free).
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.08.90 № 2471
3. Стандарт соответствует международному стандарту ИСО 9267-88 в части терминологии
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 8-82 |
2.1 |
|
ГОСТ 6532-77 |
Вводная часть, 3.1 |
|
ГОСТ 10670-77 |
Вводная часть, 3.1 |
|
ГОСТ 22267-76 |
2.2, 2.3, 2.4 |
|
ГОСТ 24643-81 |
2.5 |
6. ИЗДАНИЕ (октябрь 2005 г.) с ИЗМЕНЕНИЕМ № 1, утвержденным в декабре 1991 г. (ИУС 3-92)
СОДЕРЖАНИЕ
|
1. Основные параметры.. 1 2. Точность станка. 2 3. Точность станка в работе. 4 Приложение. Деревообрабатывающее оборудование. Станки для заточки полотен ленточных пил. Терминология. 4 |
;
