
ГОСТ 30064-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНЦЫ ШПИНДЕЛЕЙ
СВЕРЛИЛЬНЫХ, РАСТОЧНЫХ
И ФРЕЗЕРНЫХ СТАНКОВ
РАЗМЕРЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Беларусь |
Белстандарт |
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
3Стандарт соответствует международному стандарту ИСО 297-88 в части размеров концов шпинделей с конусом 7:24 и размеров шпонок, используемых в их конструкциях
4ВВЕДЕН ВЗАМЕН ГОСТ 24644-81 в части концов шпинделей
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
КОНЦЫ ШПИНДЕЛЕЙ СВЕРЛИЛЬНЫХ, Размеры. Технические требования Spindle noses of drilling, boring |
ГОСТ |
Дата введения 1995-01-01
1. Настоящий стандарт распространяется на концы шпинделей всех типов универсальных сверлильных, расточных и фрезерных станков с коническими посадочными поверхностями.
Требования стандарта являются обязательными, за исключением пп. 2 - 8, примечания к табл. 3, примечания к табл. 4.
Концы шпинделей специальных исполнений выбираются по согласованию изготовителя с потребителем.
2. Концы шпинделей сверлильных, расточных и фрезерных станков должны изготавливаться:
С конусами Морзе и метрическими исполнений:
1 - для установки хвостовика инструмента с лапкой.
2 - для установки хвостовика инструмента с резьбовым отверстием.
3 - для установки хвостовика инструмента с резьбовым отверстием при помощи торцовой шпонки.
С конусностью 7:24 исполнений:
4 - с конусом от 30 до 70;
5 - с конусом от 30 до 50;
6 - с конусом от 30 до 60;
7 - с конусом 60;
8 - с конусом от 65 до 80.
С наружным укороченным конусом Морзе В10, В12, В18.
3. Основные размеры концов шпинделей исполнений 1 и 2 должны соответствовать указанным на черт. 1 и в табл. 1, исполнения 3 - на черт. 2 и в табл. 2, исполнений 4-8 - на черт. 3 и в табл. 3.
Основные размеры концов шпинделей с наружным укороченным конусом Морзе В10, В12, В18 - по ГОСТ 9953.
4. Размеры, заключенные в скобки, - для станков, спроектированных до 01.01.94.
Черт. 1
Таблица 1
Размеры, мм
|
Обозначение конуса конца шпинделя |
D1 не менее |
l |
h1 |
g1 |
|||
|
номин. |
пред. откл. |
V |
|||||
|
Морзе |
20 |
- |
- |
- |
- |
||
|
1 |
25 |
||||||
|
2 |
35 |
||||||
|
3 |
45 |
28,5 |
36,5 |
8,3 |
+0,50 |
||
|
4 |
60 |
39,5 |
+0,28 |
||||
|
5 |
80 |
44,5 |
13,0 |
+0,56 |
|||
|
6 |
100 |
38,5 |
16,3 |
+0,29 |
|||
|
Метрический |
80 |
125 |
30,0 |
44,0 |
19,0 |
+0,63 |
|
|
100 |
200 |
62,0 |
26,0 |
+0,30 |
|||
|
120 |
220 |
60,0 |
32,0 |
+0,70 |
|||
|
160 |
320 |
40,0 |
76,0 |
38,0 |
+0,3 |
||
Примечания:
1. Размеры D, d, d1, l1,l2, g, h - по ГОСТ 25557.
2. Размер z - по ГОСТ 2848.
3. Форма и размеры отверстия d1 для станков с механизированным креплением инструмента не регламентируются.
Исполнение 3
Черт. 2
Таблица 2
Размеры, мм
|
Обозначение конуса конца шпинделя |
D1 |
D2 не менее |
С, не менее |
d2, не менее |
b (поле допуска Н5) |
|
|
Метрический |
100 |
220 |
180 |
40 |
М10 |
40 |
|
160 |
320, |
|||||
Исполнение 4
Исполнение 5
Исполнение 6
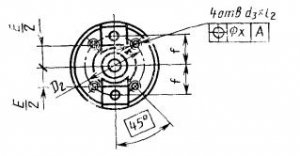
Исполнение 7
Исполнение 8
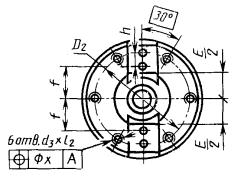
* Для станков с ручной сменой инструмента допускается принимать предельное отклонение положения основной плоскости относительно ее теоретического положения равным ±0,4 мм.
1 - шпонка; 2 - винт по ГОСТ 11738; 3 - штифт по ГОСТ 3128
Черт. 3
Таблица 3
Размеры, мм
|
Исполнение |
Размеры |
Значения размеров для конуса конца шпинделя |
||||||||||||||||||
|
30 |
40 |
45 |
50 |
65 |
60 |
65 |
70 |
75 |
80 |
|||||||||||
|
4 - 8 |
D |
31,75 |
44,45 |
57,115 |
69,85 |
88,90 |
107,95 |
133,35 |
165,10 |
203,20 |
254,00 |
|||||||||
|
D1 |
не менее |
1-й ряд |
50 |
65 |
90 |
110 |
150 |
200 |
220 |
250 |
320 |
490 |
||||||||
|
2-й ряд |
70 |
90 |
100 |
125 |
150 |
220 |
280 |
320 |
400 |
500 |
||||||||||
|
Ном. |
3-й ряд (поле допуска h5) |
69,832 |
98,882 |
101,600 |
128,570 |
152,400 |
221,440 |
280,00 |
335,00 |
400,00 |
500,00 |
|||||||||
|
6 - 8 |
D2 (поле допуска Js12) |
54,0 |
66,7 |
80,0 |
101,6 |
120,6 |
177,8 |
220,0 |
265,0 |
315,00 |
400,0 |
|||||||||
|
4 - 8 |
d |
М6 |
М8 |
M10; М12 |
М16 (М12) |
М20 |
||||||||||||||
|
4, 6 - 8 |
d1, не менее |
17 |
21 |
27 |
35 |
42 |
56 |
|||||||||||||
|
d2 (поле допуска H12) |
17,4 |
2,5,3 |
32,4 |
39,6 |
50,4 |
60,2 |
75,0 |
92,0 |
114,0 |
140,0 |
||||||||||
|
6 - 8 |
d3 |
М10 |
М12 |
М16 |
М20 |
М24 (М20) |
М24 |
М30 (М24) |
М30 |
|||||||||||
|
5 |
d4 |
2,5 |
- |
|||||||||||||||||
|
4, 6 - 8 |
L, не менее |
73 |
100 |
120 |
140 |
178 |
220 |
265 |
315 |
400 |
500 |
|||||||||
|
5 |
L1 |
47,4 |
64,4 |
81,8 |
100,8 |
- |
||||||||||||||
|
4 - 8 |
l |
9 |
12 |
18 |
25 |
30 |
||||||||||||||
|
5 |
l1 |
7 |
- |
|||||||||||||||||
|
6 - 8 |
l2, не менее |
16 |
20 |
25 |
30 |
36 |
45 (36) |
56 |
63 |
|||||||||||
|
4 - 8 |
С, не менее |
8 |
9,5 |
12,5 |
16 |
20 |
25 |
31,5 |
||||||||||||
|
|
m, не менее |
12,5 |
16,0 |
18,0 |
19,0 |
25,0 |
38,0 |
50,0 |
||||||||||||
|
4, 6 - 8 |
n, не более |
8,0 |
9,5 |
12,5 |
16,0 |
20,0 |
25,0 |
31,5 |
||||||||||||
|
5 |
|
16,5 |
- |
|||||||||||||||||
|
4, 6 - 8 |
E/2, не менее |
16,5 |
23,0 |
30,0 |
36,0 |
48,0 |
61,0 |
75,0 |
90,0 |
108,0 |
186,0 |
|||||||||
|
5 |
е |
17,0 |
23,5 |
30,0 |
36,5 |
- |
||||||||||||||
|
е1 |
19,5 |
26,0 |
312,5 |
38,5 |
- |
|||||||||||||||
|
а |
30,60 |
39,36 |
47,10 |
59,25 |
- |
|||||||||||||||
|
a1 |
19,40 |
26,65 |
32,90 |
39,75 |
- |
|||||||||||||||
|
4-8 |
b |
Паз (поле допуска М6) |
15,9 |
19,0 |
25,4 |
32,0, |
40,0 |
|||||||||||||
|
Шпонка (поз. 1) (поле допуска h5) |
||||||||||||||||||||
|
7, 8 |
h |
- |
22 |
28 |
36 (30) |
42 |
58 |
|||||||||||||
|
6 - 8 |
x |
|||||||||||||||||||
|
4 - 8 |
V |
|||||||||||||||||||
|
r, не более |
1,6 |
- |
||||||||||||||||||
|
и |
2 |
3 |
4 |
|||||||||||||||||
|
4 - 6 |
f (пред. откл. ±0,2) |
25,0 |
33,0 |
40,0 |
49,5 |
61,5 |
84,0 |
104,0 |
124,0 |
- |
||||||||||
|
7, 8 |
- |
73 |
30 |
106 (109) |
130 |
160 |
||||||||||||||
|
4, 6 - 8 |
Винт (поз. 2) по ГОСТ 11738 |
M6 - 6g ? 16.56.05 |
М8 - 6g ? 20.56.05 |
М10 - 6g ? 30.56.05 M12 - 6g ? 25.56.05 |
М16 - 6g ? 35.56.05 (M12 - 6g ? 45.56.05 |
М16 - 6g ? 55.56.05 (M12 - 6g ? 45.56.05 |
М20 - 6g ? 45.56.05 |
М20 - 6g ? 65.56.05 (М20 - 6g ? 60.56.05 |
||||||||||||
|
5 |
M6 - 6g ? 25.56.05 |
М8 - 6g ? 25.56.05 |
М10 - 6g ? 35.56.05 M12 - 6g ? 30.56.05 |
- |
||||||||||||||||
Примечания:
1. 1-й ряд размера D1 - для концов шпинделей со шпонками (поз. 1), выполненными задело со шпинделем, или с привертными шпонками, имеющими максимальную длину, уменьшенную по сравнению с указанной в табл. 4 и определяемую размером D1.
2-й ряд размера D1 - для концов шпинделей с привертными шпонками, размеры которых соответствуют указанным в табл. 4.
3-й ряд размера D1 - для концов шпинделей с привертными шпонками и возможностью закрепления инструмента с базированием по наружному диаметру шпинделя.
2. Для станков с автоматической сменой инструмента размеры d1, d2 и L, а также резьбовые отверстия d3 не регламентируются.
3. Допускается увеличение длины винта и размера l до значений, определяемых расчетом.
4. Для концов шпинделей с размерами D1 по 1-му ряду значения размеров D2и f не регламентируются.
5. Допускается изготовление концов шпинделей исполнения 5 без стопорных, штифтов (поз. 3) и с резьбовыми отверстиями d3 в торце шпинделя.
6. Значения размеров a, a1d4, l1являются рекомендуемыми.
7. Допускается применение винтов (поз. 2) по ГОСТ 11738 с механическими свойствами, соответствующими классу прочности 6.8 по ГОСТ 1759.4, с покрытием 06 по ГОСТ 1759.0.
8. Допускается исполнять концы шпинделей стан;
