
ГОСТ 30175-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ
КООРДИНАТНО-РАСТОЧНЫЕ
И КООРДИНАТНО-ШЛИФОВАЛЬНЫЕ
Основные размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1. РАЗРАБОТАН Техническим комитетом по стандартизации ТК 70 «Станки»
ВНЕСЕН Госстандартом Российской Федерации
2. ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6-94 от 21 октября 1994 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Белстандарт |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 11.05.95 № 240 межгосударственный стандарт ГОСТ 30175-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4. ВЗАМЕН ГОСТ 6464-78
СОДЕРЖАНИЕ
|
1 Область применения. 1 2 Нормативные ссылки. 2 3 Основные размеры.. 2 |
ГОСТ 30175-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КООРДИНАТНО-РАСТОЧНЫЕ И
КООРДИНАТНО-ШЛИФОВАЛЬНЫЕ
Основные размеры
Jig boring and jig grinding machines.
Basic dimensions
Дата введения 1996-07-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на одно- и двухстоечные координатно-расточные и координатно-шлифовальные станки общего назначения, в том числе на станки с числовым программным управлением.
Настоящий стандарт распространяется на координатно-шлифовальные станки в части ширины и длины рабочей поверхности стола, наибольшего продольного перемещения стола, наибольшего поперечного перемещения стола или шпиндельной головки, расстояния от оси шпинделя до стойки и расстояния между стойками.
Требования настоящего стандарта являются обязательными.
Стандарт пригоден для сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1574-91 Станки металлорежущие. Пазы Т-образные обработанные. Размеры
ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСТ 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения
ГОСТ 30064-93 Концы шпинделей сверлильных, расточных и фрезерных станков. Размеры. Технические требования.
3 ОСНОВНЫЕ РАЗМЕРЫ
3.1 Обозначение и положительное направление осей координат - по ГОСТ 23597.
3.2 Основные размеры станков должны соответствовать указанным на рисунках 1, 2 и в таблице 1.
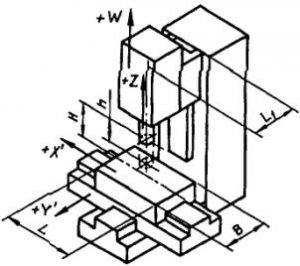
Рисунок 1
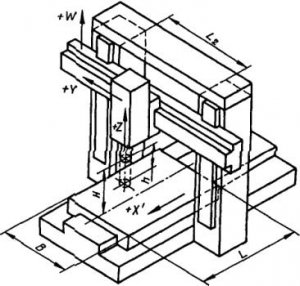
Рисунок 2
В - ширина рабочей поверхности стола; L - длина рабочей поверхности стола; h - наибольшее перемещение выдвижного шпинделя (по оси Z); H - расстояние от торца шпинделя до рабочей поверхности стола; L1 - расстояние от оси шпинделя до стойки; L2 - расстояние между стойками.
Примечание - Рисунки не определяют конструкцию станков.
Таблица 1
мм
|
В |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 (1400) |
1600 |
2000 |
||
|
L, не менее |
одностоечные |
400 (360) |
500 |
630 |
800 |
1000 |
- |
- |
- |
- |
- |
|
|
двухстоечные |
- |
- |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
||
|
Размеры Т-образных пазов |
ширина |
(10) 12 |
12; 14 |
14; 18 |
22; 28 |
|||||||
|
расстояние между пазами |
50 63 |
63; 80 |
80; 100 |
100 125 |
125; 200 |
|||||||
|
Наибольшее продольное перемещение стола (по оси А), не менее |
одностоечные |
250 (200) |
400 |
630 |
800 |
1000 |
- |
- |
- |
- |
- |
|
|
двухстоечные |
- |
- |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
||
|
Наибольшее поперечное перемещение стола или шпиндельной головки (по оси Y), не меже |
200 |
250 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
||
|
h, не менее |
63 |
100 |
125 |
160 |
200 |
250 |
320 |
400 (360) |
400 |
500 |
||
|
H |
наибольшее, не менее |
320 |
400 |
500 |
630 |
750 |
900 |
1000 |
1250 |
1600 |
2000 |
|
|
наименьшее, не более |
100 |
125 |
160 |
200 |
250 |
320 |
320 (360) |
|||||
|
L1, не менее |
250 |
320 |
450 |
560 |
710 |
- |
- |
- |
- |
- |
||
|
L2, не менее |
- |
- |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
||
|
Конец шпинделя по ГОСТ 30064 |
внутренний Морзе |
1 2 |
2; 3 |
3 |
- |
- |
- |
- |
- |
- |
- |
|
|
|
с конусностью 7:24 |
30; |
40 |
40; 45; 50 |
45 50 |
50 |
||||||
Примечание. Размеры в скобках являются непредпочтительными.
3.3 Длину рабочей поверхности стола L, наибольшее продольное перемещение стола, наибольшее поперечное перемещение стола или шпиндельной головки, наибольшее перемещение h выдвижного шпинделя, размеры L1 и L2, увеличенные по сравнению с указанными в таблице 1, принимают по ряду Ra20 ГОСТ 6636.
3.4 Расстояние H от торца шпинделя до рабочей поверхности стола наибольшее, увеличенное, и наименьшее, уменьшенное по сравнению с указанным в таблице 1, принимают по ряду Ra40 ГОСТ 6636.
3.5. Наибольшее и наименьшее расстояние Н от торца шпинделя до рабочей поверхности стола для станков с невыдвижным шпинделем обеспечивается за счет перемещения шпиндельной головки или поперечины.
|
Ключевые слова: станки координатно-расточные, станки координатно-шлифовальные, основные размеры |
;
