

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДИСКИ ШЛИФОВАЛЬНЫЕ ФИБРОВЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 8692-88
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДИСКИ ШЛИФОВАЛЬНЫЕ ФИБРОВЫЕ Технические условия Fibre abrasive disks. Specifications |
ГОСТ |
Дата введения 01.01.90
Настоящий стандарт распространяется на фибровые шлифовальные диски, предназначенные для шлифования различных материалов без применения смазочно-охлаждающих жидкостей.
Требования разд. 1, 2 (кроме пп. 2.2 - 2.5), 4 - 6, п. 3.1 являются обязательными, другие требования - рекомендуемыми.
Требования по безопасности изложены в п. 2.16а.
(Измененная редакция, Изм. № 1).
1. ТИПЫ И РАЗМЕРЫ
1.1. Диски должны изготовляться типов:
1 - для шлифования неметаллов, цветных металлов и их сплавов;
2 - для шлифования сталей, коррозионностойких, жаростойких и жаропрочных сплавов.
1.2. Размеры дисков должны соответствовать указанным в табл. 1.
Таблица 1
мм
|
Диаметр диска |
Диаметр отверстия |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
60; 70; 100 |
+1 |
6 |
+0,5 |
|
150; 178; 225 |
+2 |
22 |
+0,4; +0,6* |
* Для зернистостей 80 и 63.
Пример условного обозначения фибрового шлифовального диска типа 2, диаметром диска 225 мм, диаметром отверстия 22 мм, из нормального электрокорунда марки 14А, зернистости 16-П, на фенолоформальдегидной смоле (С):
2 225 ? 22 14А 16-П С ГОСТ 8692-88
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Диски должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Диски должны изготовляться из нормального электрокорунда марок 14А, Ф14А, 13А, Ф13А, зернистостями 80, 63, 50, 40, 25, 16.
2.3. Зерновой состав шлифматериала - по ГОСТ 3647 с индексом П.
Примечание. По согласованию с потребителем допускается применение шлифматериала с индексом Н.
2.4. Для изготовления дисков в качестве основы должна применяться фибра по ГОСТ 12456 и нормативно-технической документации.
Примечание. Допускается применение другой фибры по своим физико-механическим свойствам не хуже указанных.
2.5. Шлифматериал должен быть связан с фиброй жидким бакелитом (Б) по ГОСТ 4559 или фенолоформальдегидными смолами (С) по нормативно-технической документации.
2.6. На рабочей поверхности диска на расстоянии свыше половины радиуса от центра диска суммарная площадь, залитая связкой участков без абразивных зерен и связки, не должна превышать 1,5 % площади диска типа 1, 0,5 % площади диска типа 2.
2.7. По периферии диска суммарная площадь участков выкрошенного рабочего слоя не должна превышать 0,2 % площади диска - для зернистостей 25 и 16; 0,5 % площади диска - для зернистостей 50 и 40; 1 % площади диска - для зернистостей 80 и 63.
2.8. Диски не должны иметь расслоений.
2.9. Неравномерность толщины диска, мм, не должна превышать для шлифматериалов зернистостей:
80...................................................... 0,40
63...................................................... 0,35
50; 40................................................ 0,20
25...................................................... 0,14
16...................................................... 0,12
2.10. Выпуклость рабочего слоя диска не должна превышать значений, указанных в табл. 2.
Таблица 2
мм
|
Диаметр диска |
Выпуклость диска для зернистостей |
||
|
50, 40 |
25, 16 |
80, 63 |
|
|
До 150 |
10 |
12 |
|
|
178 |
12, 16* |
12 |
15, 17* |
|
225 |
16 |
18, 20* |
|
* По согласованию с потребителем.
2.11. Вогнутость рабочего слоя диска не допускается. По согласованию с потребителем допускается вогнутость диска не более 5 мм для зернистостей 80 - 40.
(Измененная редакция, Изм. № 1).
2.12. Овальность диска не должна превышать 0,6 мм - для зернистостей 50 и мельче и 1,0 мм - для зернистостей 80 и 63.
2.13. Смешение оси отверстия диска относительно номинального расположения не должно превышать 0,3 мм - для зернистостей 50 и мельче и 0,4 мм - для зернистостей 80 и 63.
2.14. Влажность дисков должна быть 2,0 - 4,5 %.
2.15. Значения показателя прочности закрепления абразивных зерен (К) дисков, при условии испытания по приложению 2, должны соответствовать указанным в табл. 3.
Таблица 3
|
Зернистость шлифматериала |
К для типов |
|
|
1 |
2 |
|
|
80 |
От 1,7 до 4,0 |
Св. 4,0 |
|
63 |
» 1,9 » 4,2 |
» 4,2 |
|
50 |
» 3,3 » 11,0 |
» 11,0 |
|
40 |
» 5,0 » 13,0 |
» 13,0 |
|
25 |
» 7,0 » 15,0 |
» 15,0 |
|
16 |
» 9,0 » 17,0 |
» 17,0 |
2.16. Режущая способность дисков, г/мин, при условии испытания по приложению 2, должна быть не менее значений, указанных для шлифматериалов зернистостей:
80................................................... 11
63................................................... 12
50................................................... 13
40................................................... 14
25................................................... 13
16................................................... 8,5
2.16а. Предельная рабочая скорость диска должна быть 60 м/с. Требования безопасности - по ГОСТ 12.3.028.
(Введен дополнительно, Изм. № 1).
2.17. На нерабочей поверхности каждого диска должны быть нанесены:
- товарный знак предприятия-изготовителя;
- условное обозначение (кроме типа, размеров).
Примечание. Допускается наличие маркировочных знаков, оставшихся после предыдущих технологических пределов.
2.18. Диски диаметром 100 мм и менее должны быть уложены в пачки по 100 шт. Пачки в количестве не более 20 шт. должны быть уложены в мешок из полиэтиленовой пленки по ГОСТ 10354, в такую же полиэтиленовую пленку или другой влагонепроницаемый материал с последующей укладкой в бумажный четырехслойный мешок по ГОСТ 2226 и перевязаны шпагатом или синтетическим материалом.
2.19. Диски диаметром более 100 мм должны комплектоваться в пачки рабочим слоем в одну сторону в количестве 100 шт.
Примечание. По заказу потребителя допускается комплектовать пачки с другим количеством дисков с интервалом в 50 шт.
2.20. Пачки дисков диаметром более 100 мм упаковывают с помощью двух пластмассовых или металлических шайб толщиной не менее 6 мм с ребрами жесткости, стянутых стальной лентой в двух взаимно перпендикулярных направлениях или с помощью металлических штырей диаметром 20 мм и двух металлических дисков с диаметром отверстия 24 мм. Диаметр шайб или металлических дисков должен быть больше диаметра диска на 5 - 15 мм. Диски в пачке должны быть плотно сжаты.
Стягивание шайб допускается производить проволокой.
2.21. Каждая пачка дисков должна быть упакована в бумагу по ГОСТ 2228 или ГОСТ 10127 в один слой по боковой поверхности пачки, упакована в мешок из полиэтиленовой пленки по ГОСТ 10354 и перевязана шпагатом или синтетическим материалом.
По согласованию с потребителем каждую пачку дисков допускается не упаковывать в мешки из полиэтиленовой пленки и использовать бумагу марки БУ-Б по ГОСТ 515.
2.22. На каждой пачке и мешке должна быть наклеена этикетка с указанием:
- товарного знака предприятия-изготовителя;
- условного обозначения;
- количества;
- даты выпуска и номера партии;
- изображения Знака соответствия для сертифицированной продукции.
Примечание. По заказу потребителя допускается указывать фактические значения показателя прочности закрепления абразивных зерен и режущей способности.
(Измененная редакция, Изм. № 1).
2.23. Масса брутто мешка, ящика - не более 50 кг.
2.24. Остальные требования к маркировке и упаковке - по ГОСТ 27595.
3. ПРИЕМКА
3.1. Для контроля соответствия дисков требованиям настоящего стандарта проводят приемочный контроль.
Приемочному контролю на соответствие требованиям пп. 2.7 и 2.8 подвергают каждый диск, пп. 1.2, 2.12, 2.13 - 1 % дисков от партии, но не менее 3 шт., пп. 2.10 и 2.11 - 10 % дисков от партии, но не менее 5 шт., пп. 2.9, 2.14 - 2.16 - 0,01 % дисков от партии, но не менее 3 шт., п. 2.16а - 0,2 % от партии, но не менее 10 шт.
(Измененная редакция, Изм. № 1).
3.2. Партия должна состоять из дисков одной характеристики и одновременно предъявленных к приемке по одному документу в количестве не более 100000 шт.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному из контролируемых показателей, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве дисков по всем показателям. При наличии дефектов в повторной выборке партию не принимают.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Размеры, внешние дефекты рабочей поверхности, выпуклость, вогнутость, овальность диаметра и смещение оси отверстия диска относительно номинального расположения контролируют универсальными средствами измерения.
4.2. Овальность диаметра определяют как полуразность между максимальным и минимальным диаметрами, замеренными в двух взаимно перпендикулярных направлениях.
4.3. Смещение оси отверстия диска относительно номинального расположения определяют как максимальную полуразность ширин кольца, замеренных в двух взаимно перпендикулярных направлениях.
4.4. Контроль выпуклости диска у потребителя проводят не позднее чем через 24 ч после вскрытия пачки и хранения диска в свободном состоянии в условиях по п. 6.3.
Выпуклость диска определяют линейкой или штангенциркулем, помещенными в отверстие свободно лежащего диска.
4.5. Неравномерность толщины определяют микрометром на расстоянии не менее 5 мм от кромки по диаметру контролируемого диска не менее чем в десяти точках, расположенных примерно на равном расстоянии по окружности. Неравномерность толщины определяют как разность между максимальным и минимальным значениями толщины диска. Контроль проводят на трех дисках и за результат испытаний принимают среднее арифметическое значение.
4.6. Наличие расслоения определяют визуально.
4.7. Определение влажности дисков - по приложению 1.
4.8. Определение режущей способности и показателя прочности закрепления абразивных зерен - по приложению 2.
4.8а. Испытание на механическую прочность - по ГОСТ 12.3.028.
(Введен дополнительно, Изм. № 1).
4.9. Образцы для контроля отбирают из любой пачки партии.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 27595.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Диски должны применяться на станках и шлифовальных машинках с использованием упругой подложки.
6.2. (Исключен, Изм. № 1).
6.3. Перед применением диски должны быть выдержаны в упаковке при температуре 15 - 25 °С и относительной влажности 55 - 75 % не менее 14 сут.
6.4. Упаковка должна вскрываться только перед применением дисков.
ПРИЛОЖЕНИЕ 1
Обязательное
МЕТОДИКА ОПРЕДЕЛЕНИЯ ВЛАЖНОСТИ ДИСКОВ
1. Сущность метода
1.1. Метод основан на определении потери массы образца диска при высушивании его до постоянной массы при заданной температуре.
2. Аппаратура и материалы
2.1. Лабораторные весы общего назначения с наибольшим пределом взвешивания 1 кг 3-го класса по ГОСТ 2.4104.
2.1.1. Набор гирь Г-2-1110 по ГОСТ 7328.
2.2. Сушильный лабораторный шкаф по нормативно-технической документации, утвержденной в установленном порядке, обеспечивающий температуру нагрева (130 ±6) °C.
2.3. Технический стеклянный термометр ТТ с ценой деления шкалы 2 ?C и пределом измерения от 0 до 200 °C по ГОСТ 28498.
2.4. Эксикатор по ГОСТ 25336.
2.5. Стаканчики для взвешивания типа СВ-24/10 по ГОСТ 25336.
2.6. Линейка 150 по ГОСТ 427.
2.7. Электрические вторичные часы показывающие.
3. Подготовка образцов
3.1. Из одной партии дисков отбирают три диска и вырезают из каждого по одному образцу размерами 20 ? 50 мм с пределом допускаемой погрешности ±2 мм.
3.2. Каждый из образцов разрезают над листом бумаги примерно на десять полосок размерами 20 ? 5 мм.
3.3. Измельченный образец с бумаги переносят в предварительно высушенные в течение 30 мин при температуре (130 ±6) °C, охлажденные и взвешенные стаканчики и закрывают крышкой.
4. Определение влажности
4.1. Взвешивают стаканчик с крышкой и измельченным образцом с пределом допускаемой погрешности ±0,01 г, помещают на 3 ч в шкаф при температуре (130 ±6) ?C.
4.2. По истечении времени высушивания стаканчик закрывают крышкой, охлаждают в эксикаторе до температуры окружающей среды и взвешивают.
4.3. Производят контрольную сушку образца в течение 30 мин. Разность между двумя последовательными взвешиваниями после сушки и контрольной сушки не должна превышать 0,02 г.
5. Обработка результатов
5.1. Влажность диска В, в процентах, определяют по формуле
 ,
,
где т1 - масса образца до высушивания, г;
m2- масса образца после высушивания, г.
5.2. Влажность диска определяют как среднее арифметическое значение из трех определений.
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ И ПОКАЗАТЕЛЯ ПРОЧНОСТИ ЗАКРЕПЛЕНИЯ АБРАЗИВНЫХ ЗЕРЕН ДИСКОВ
1. Сущность метода
Метод определения режущей способности основан на оценке количества сошлифованного эталонного материала новым диском в первую минуту его работы в легких условиях.
Метод определения показателя прочности закрепления абразивных зерен совмещен с методом определения режущей способности и основан на оценке работы разрушения рабочего слоя диска по количеству сошлифованного им в процессе шлифования в тяжелых условиях эталонного материала, отнесенному к количеству разрушенного до основы рабочего слоя.
2. Оборудование и материалы
2.1. Стенд для испытания конструкции УралВНИИАШ.
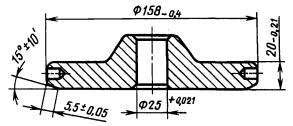
2.2. Металлическая планшайба, форма и размеры которой должны соответствовать чертежу.
2.3. Диски диаметром 178 мм. Диски диаметром 225 мм перед испытанием обрезают до диаметра 178 мм.
2.4. Шлифуемые заготовки размерами: (400 ±0,5) ? (400 ... 50) ? (
 ) мм стали марки 08кп и размерами (400 ±0,5) ? (160 ... 50) ? (10 ±0,1) мм из стали марки 45 ГОСТ 1050.
) мм стали марки 08кп и размерами (400 ±0,5) ? (160 ... 50) ? (10 ±0,1) мм из стали марки 45 ГОСТ 1050.
2.5. Лабораторные весы с пределом допускаемой погрешности ±0,1 г - для взвешивания шлифуемой заготовки и ±0,02 г - для взвешивания диска.
3. Подготовка к испытанию
3.1. Диски кромкуют (кромкование - придание эластичности диску путем его гибки в различных направлениях).
3.2. Взвешивают диски и шлифуемые заготовки.
3.3. Диск закрепляют на металлической планшайбе, установленной на шпинделе стенда.
3.4. Шлифуемую заготовку размерами 400 ? (160 ... 50) ? 10 мм устанавливают на столе стенда.
3.5. Устанавливают взаимное расположение диска и шлифуемой заготовки таким образом, чтобы левый край заготовки (когда оператор обращен лицом к рабочему слою диска) находился напротив рабочей фаски (примерно посередине) планшайбы.
Нижняя плоскость шлифуемой заготовки должна находиться на уровне оси шпинделя. Вылет заготовки за пределы стола должен составлять 10 - 15 мм.
4. Проведение испытаний
4.1. Испытание осуществляют путем шлифования узкой грани плоского образца диском, опирающимся на металлическую планшайбу с рабочей фаской, имеющей угол, равный углу установки диска с планшайбой.
4.2. Для определения режущей способности диска устанавливают режимы испытаний по таблице.
|
Зернистость шлифматериала |
Частота вращения диска, с-1 |
Усилие прижима диска к заготовке, Н -0,98 |
Скорость продольной подачи диска, мм/мин |
Угол разворота шпинделя |
Продолжительность цикла, с |
Критерий стойкости (минимальный съем металла за цикл), г |
|
80, 63 |
35,8 ±0,86 |
78,0 |
1620 ±50 |
15 ±15 |
60 ±0,5 |
7 |
|
50, 40 |
68,7 |
|||||
|
25 |
58,9 |
6 |
||||
|
16 |
49,0 |
5 |
(Измененная редакция, Изм. № 1).
4.2.1. Производят цикл шлифования узкой грани заготовки размерами 400 ? (160 ... 50) ? 10 мм диском, опирающимся на металлическую планшайбу с рабочей фаской, имеющий угол, равный углу установки диска с планшайбой, снимают и взвешивают шлифуемую заготовку.
4.3. Для определения показателя прочности закрепления абразивных зерен устанавливают режим испытания согласно таблице, изменив частоту вращения диска на (18,3 ±0,44) с-1, и закрепляют на столе стенда шлифуемую заготовку размерами 400 ? (400 ... 50) ? 3 мм.
4.3.1. Производят второй цикл шлифования, снимают, взвешивают, вновь устанавливают на стол стенда шлифуемую заготовку размерами 400 ? (400...50) ? 3 мм.
4.3.2. Повторяют циклы шлифования по п. 4.3.1 до разрушения рабочего слоя диска до основы либо до достижения критерия стойкости диска в соответствии с таблицей.
4.4. Снимают и взвешивают диск.
5. Обработка результатов испытания
5.1. Режущую способность Q, в граммах в минуту, определяют по формуле
 ,
,
где q1 - масса сошлифованного эталонного материала за первый цикл шлифования, г;
t - время шлифования, мин, t = 1 мин.
5.2. Показатель прочности закрепления абразивных зерен K определяют по формуле
 ,
,
где qt - масса сошлифованного эталонного материала за цикл шлифования, г;
n - количество циклов до разрушения рабочего слоя диска либо до достижения критерия стойкости;
D - разность масс диска до и после испытания, г.
5.3. Режущая способность и показатель прочности закрепления абразивных зерен определяют как средние арифметические значения трех определений.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Л.А. Бодаква; В.Г. Гончаренко; Н.И. Григорьева (руководитель темы); Л.А. Коган; Е.А. Коровина; В.П. Метельков; С.М. Полонский; А.А. Пыльнев, канд. техн. наук; С.К. Розин, канд. техн. наук (руководитель темы); А.П. Скочко; В.Л. Слесарева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.05.88 № 1427
Изменение № 1 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 9 от 12.04.96)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикский государственный центр по стандартизации, метрологии и сертификации |
|
Туркменистан |
Туркменглавгосинспекция |
|
Республика Узбекистан |
Узгосстандарт |
3. Срок проверки - 1988 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 8692-82
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 12.3.028-82 |
2.16а, 4.8а |
|
ГОСТ 427-75 |
Приложение 1 |
|
ГОСТ 515-77 |
2.21 |
|
ГОСТ 1050-88 |
Приложение 2 |
|
ГОСТ 2226-88 |
2.18 |
|
ГОСТ 2228-81 |
2.21 |
|
ГОСТ 3647-80 |
2.3 |
|
ГОСТ 4559-78 |
2.5 |
|
ГОСТ 7328-82 |
Приложение 1 |
|
ГОСТ 10127-75 |
2.21 |
|
ГОСТ 10354-82 |
2.18, 2.21 |
|
ГОСТ 12456-83 |
2.4 |
|
ГОСТ 24104-88 |
Приложение 1 |
|
ГОСТ 25336-82 |
» |
|
ГОСТ 27595-88 |
2.24, 5 |
|
ГОСТ 28498-90 |
Приложение 1 |
6. Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации, протокол 4-93 (ИУС 4-94)
7. ПЕРЕИЗДАНИЕ (январь 1998 г.) с Изменением № 1, утвержденным в августе 1996 г. (ИУС 11-96)
СОДЕРЖАНИЕ
|
1. Типы и размеры.. 1 2. Технические требования. 2 3. Приемка. 4 4. Методы контроля. 4 5. Транспортирование и хранение. 5 6. Указания по эксплуатации. 5 Приложение 1 Методика определения влажности дисков. 5 1. Сущность метода. 5 2. Аппаратура и материалы.. 5 3. Подготовка образцов. 5 4. Определение влажности. 5 5. Обработка результатов. 6 Приложение 2 Метод определения режущей способности и показателя прочности закрепления абразивных зерен дисков. 6 1. Сущность метода. 6 2. Оборудование и материалы.. 6 3. Подготовка к испытанию.. 7 4. Проведение испытаний. 7 5. Обработка результатов испытания. 7 Информационные данные. 8 |
;
