

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ РЕЗЬБОШЛИФОВАЛЬНЫЕ
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
ГОСТ 8716-81
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ РЕЗЬБОШЛИФОВАЛЬНЫЕ Нормы точности и жесткости Thread grinding machines. Standards of accuracy and rigidity |
ГОСТ |
Дата введения 01.01.63
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на универсальные резьбошлифовальные станки классов точности В и А, работающие узким (однониточным) кругом.
Станки класса точности А следует изготовлять по согласованной с потребителями номенклатуре проверок с допусками равными 0,6 от допусков, указанных в таблицах для станков класса В соответствующих размеров.
Последовательность проведения проверок может быть отличной от указанной в настоящем стандарте.
Допускаемые отклонения по точности станков класса В не должны превышать указанных в пп. 1.2 - 1.21, 2.1 - 2.4.
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
1.1. Общие требования к испытаниям станков на точность - по ГОСТ 8-82.
Схемы и способы измерения геометрических параметров точности - по ГОСТ 22267-76.
Точность установки станка в продольном и поперечном направлениях перед измерением должна быть

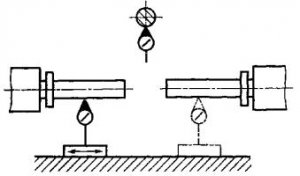
1.2. Прямолинейность перемещения стола (черт. 1)
а) в вертикальной плоскости;
б) в горизонтальной плоскости
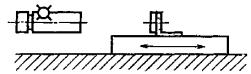
Черт. 1
Допуск для наибольшей длины перемещения, мм:
до 1000......................................................... 10"
св. 1000 до 2000............................................. 5"
Измерения - по ГОСТ 22267-76, разд. 3, метод 8.
Стол станка перемещают на всю длину хода с остановками для измерений не реже, чем через 1/10 длины хода, но не менее чем через 50 мм.
(Измененная редакция, Изм. № 1).
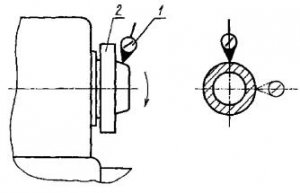
1.3. Перекос рабочей поверхности стола при его перемещении (черт. 2).
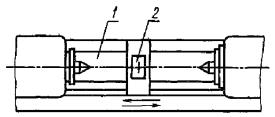
Черт. 2
Допуск на длине перемещения до 2000 мм …
.
Заднюю бабку устанавливают на столе 1 станка в положение, соответствующее наибольшему межцентровому расстоянию.
На рабочей поверхности стола, в средней его части, перпендикулярно направлению его перемещения устанавливают уровень 2.
Стол станка перемещают на всю длину хода с остановками для измерений не реже, чем через 1/10 длины хода, но менее чем: через 50 мм.
Перекос определяют как наибольшую величину алгебраической разности показаний уровня.
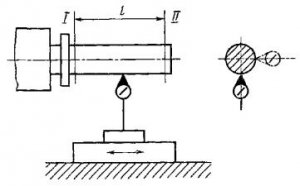
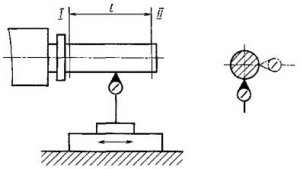
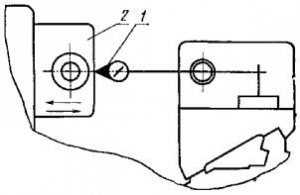
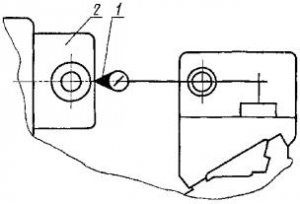
1.4. Параллельность базирующих поверхностей стола направлению его перемещения (черт. 3).
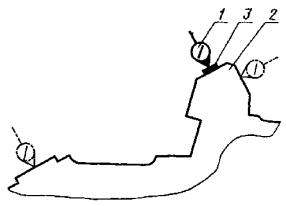
Черт. 3
Допуск в мкм для наибольшей длины перемещения стола, мм:
до 250........................................................... 5
св. 250 до 360.............................................. 6
» 360 » 500................................................... 8
» 500 » 1000.............................................. 10
» 1000 » 2000............................................ 12
На неподвижной части станка укрепляют показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался базирующих поверхностей стола 2 через мерную плитку 3.
Стол перемещают на всю длину хода.
Отклонение от параллельности определяют как наибольшую величину алгебраической разности показаний показывающего измерительного прибора на всей длине хода.
(Измененная редакция, Изм. № 1).
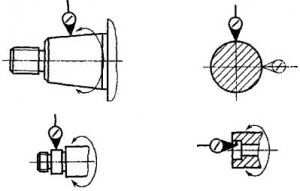
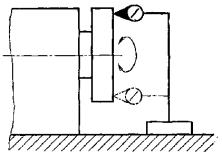
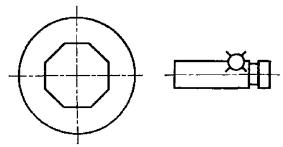
1.5. Осевое биение шлифовальных шпинделей (черт. 4):
а) для шлифования наружной резьбы;
б) для шлифования внутренней резьбы.
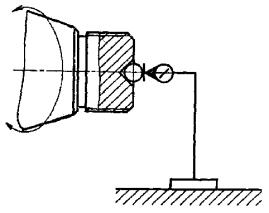
Черт. 4
Таблица 1
|
Наибольший диаметр устанавливаемой заготовки, мм |
Допуск, мкм |
|
|
а |
б |
|
|
До 125 |
2 |
3 |
|
Св. 125 » 320 |
2 |
4 |
|
» 320 |
3 |
- |
Измерения - по ГОСТ 22267-76, разд. 17, метод 1.
1.6. Радиальное биение базовых поверхностей концов шлифовальных шпинделей (черт. 5):
а) для шлифования наружной резьбы;
б) для шлифования внутренней резьбы.
Черт. 5
Таблица 2
|
Наибольший диаметр устанавливаемой заготовки, мм |
Допуск, мкм |
|
|
а |
б |
|
|
До 125 |
4 |
3 |
|
Св. 125 » 320 |
4 |
5 |
|
» 320 |
5 |
- |
Измерения - по ГОСТ 22267-76, разд. 15, методы 1 и 2.
1.7. Радиальное биение оси вращения шпинделя передней бабки (черт. 6):
а) у торца шпинделя;
б) на расстоянии l.
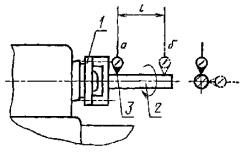
Черт. 6
Таблица 3
|
Наибольший диаметр устанавливаемой заготовки, мм |
Номер пункта |
l, мм |
Допуск, мм |
|
До 125 |
1.7а 1.7б |
- 150 |
2 4 |
|
Св. 125 » 320 |
1.7а 1.7б |
- 300 |
3 8 |
|
» 320 |
1.7а 1.7б |
- 300 |
4 12 |
На фланце шпинделя 1 устанавливают специальную плавающую цилиндрическую оправку 2 и центрируют ее относительно оси вращения так, чтобы смещение оси было минимально возможным.
На станке укрепляют показывающий измерительный прибор 3, так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Шпиндель с оправкой приводят во вращение.
Биение равно наибольшей величине алгебраической разности показаний показывающего измерительного прибора в каждом положении.
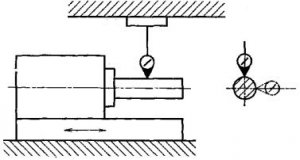
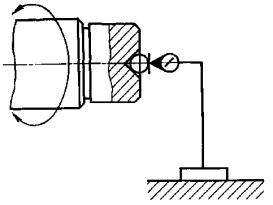
1.8. Осевое биение шпинделя передней бабки (черт. 7).
Черт. 7
Таблица 4
|
Наибольший диаметр устанавливаемой заготовки, мм |
Допуск, мкм |
|
До 125 |
1,6 |
|
Св. 125 » 320 |
2,0 |
|
» 320 |
3,0 |
Измерения - по ГОСТ 22267-76, разд. 17, метод 1.
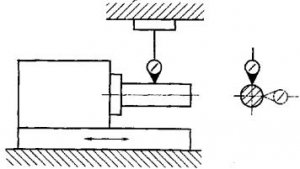
1.9. Радиальное биение базирующего отверстия шпинделя передней бабки (черт. 8):
а) у торца шпинделя;
б) на расстоянии l.
Черт. 8
Таблица 5
|
Наибольший диаметр устанавливаемой заготовки, мм |
Номер пункта |
l, мм |
Допуск, мкм |
|
До 125 |
1.9а 1.9б |
- 150 |
5 8 |
|
Св. 125 » 320 |
1.9а 1.9б |
- 300 |
6 10 |
|
» 320 |
1.9а 1.9б |
- 300 |
8 12 |
Измерения - по ГОСТ 22267-76, разд. 15, метод 2.
1.10. Радиальное биение наружной центрирующей поверхности шпинделя передней бабки (черт. 9).
Черт. 9
Допуск в мкм для наибольшего диаметра устанавливаемой заготовки, мм:
до 320........................................................... 5
св. 320.......................................................... 7
На станке укрепляют показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался наружной центрирующей шейки шпинделя 2 передней бабки и был направлен к оси этой поверхности перпендикулярно образующей.
Измерения производят при вращении шпинделя в рабочем направлении. Биение равно наибольшей алгебраической разности показаний измерительного показывающего прибора в каждом его положении.
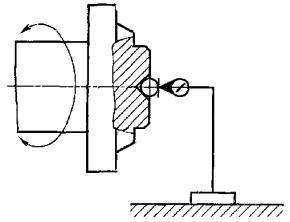
1.11. Торцовое биение опорной поверхности фланца шпинделя передней бабки (черт. 10).
Черт. 10
Допуск в мкм для наибольшего диаметра устанавливаемой заготовки, мм:
до. 320.......................................................... 5
св. 320.......................................................... 7
Измерения - по ГОСТ 22267-76, разд. 18, метод 1.
1.12. Параллельность оси отверстия шпинделя передней бабки направлению перемещения стола (черт. 11):
а) в вертикальной плоскости;
б) в горизонтальной плоскости
Черт. 11
Таблица 6
|
Наибольший диаметр устанавливаемой заготовки, мм |
l, мм |
Допуск, мкм |
|
|
а |
б |
||
|
До 125 |
150 |
8 |
4 |
|
Св. 125 » 320 |
300 |
12 |
6 |
|
» 320 |
300 |
12 |
6 |
Отклонение свободного конца оправки вниз и от шлифовального круга не допускается.
Измерения - по ГОСТ 22267-76, разд. 6, метод 36.
1.13. Параллельность оси отверстия пиноли задней бабки направлению перемещения стола (черт. 12):
а) в вертикальной плоскости;
б) в горизонтальной плоскости
Черт. 12
Таблица 7
|
Наибольший диаметр устанавливаемой заготовки, мм |
l, мм |
Допуск, мкм |
|
|
а |
б |
||
|
До 125 |
150 |
8 |
7 |
|
Св. 125 » 320 |
300 |
15 |
12 |
|
» 320 |
300 |
15 |
12 |
Отклонение свободного конца оправки вниз и от шлифовального круга не допускается.
Измерения - по ГОСТ 22267-76, разд. 6, метод 36.
1.14. Одновысотность осей конусных отверстий шпинделя передней бабки и пиноли задней бабки (черт. 13)
Черт. 13
Таблица 8
|
Наибольший диаметр устанавливаемой заготовки, мм |
Допуск, мкм |
|
До 125 |
От 3 до 16 |
|
Св. 125 » 320 |
» 5 » 20 |
|
» 320 |
» 10 » 25 |
Ось отверстия пиноли задней бабки должна быть выше оси отверстия шпинделя передней бабки.
Схема и способ измерения - по ГОСТ 22267-76, разд. 14, метод 4.
Заднюю бабку устанавливают в положение, соответствующее наибольшему расстоянию между центрами. Пиноль задней бабки выдвигают на половину ее хода и зажимают в этом положении.
1.15. Параллельность оси шпинделя шлифовального круга направлению перемещения стола в горизонтальной плоскости (черт. 14)
Черт. 14
Допуск для всех значений наибольшего диаметра устанавливаемой заготовки на длине l = 150 мм.............................................. 15 мкм.
Отклонение свободного конца оправки от шпинделя передней бабки не допускается.
Измерения - по ГОСТ 22267-76, разд. 6, метод 3а.
Шпиндель шлифовального круга устанавливают при измерении в горизонтальное положение.
1.16. Параллельность оси отверстия под шлифовальную головку в приспособлении для внутреннего шлифования направлению перемещения стола (черт. 15):
а) в вертикальной плоскости;
б) в горизонтальной плоскости
Черт. 15
Допуск для всех значений наибольшего диаметра устанавливаемой заготовки на длине l = 100 мм:
в вертикальной плоскости............................................ 20 мкм,
в горизонтальной плоскости........................................ 20 мкм
Измерения - по ГОСТ 22267-76, разд. 6, метод 3а.
Шпиндель шлифовального круга для наружного шлифования при измерении устанавливают в горизонтальном положении.
1.17. Одновысотность расположения осей шпинделей передней бабки, шлифовального круга для шлифования наружной резьбы и приспособления для шлифования внутренней резьбы
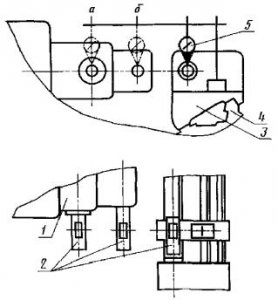
Черт. 16
Таблица 9
|
Наибольший диаметр устанавливаемой заготовки, мм |
Допуск, мкм |
|
До 125 |
150 |
|
Св. 125 » 320 |
200 |
|
» 320 |
300 |
Шпиндель 1 шлифовального круга для наружного шлифования устанавливают в горизонтальное положение параллельно ходу стола.
На шпинделе шлифовального круга, в отверстие шпинделя передней бабки и в отверстие приспособления для внутреннего шлифования устанавливают контрольные оправки 2 с цилиндрической измерительной поверхностью одинакового диаметра.
На столе 4 станка устанавливают регулируемый мостик 3 так, чтобы его поверхность была параллельна направлению перемещения шлифовальной бабки.
На мостик 3 устанавливают показывающий измерительный прибор 5 так, чтобы его измерительный, наконечник касался сначала верхней образующей измерительной поверхности оправки шпинделя передней бабки, а затем поочередно поверхностей:
а) оправки, установленной на шпинделе шлифовального круга для наружной резьбы;
б) оправки, установленной в приспособлении для шлифования внутренней резьбы.
Отклонение от одновысотности определяют как наибольшую величину алгебраической разности показаний показывающего измерительного прибора.
1.18. Точность делительного устройства для шлифования многозаходных резьб (черт. 17)
Черт. 17
Таблица 10
|
Наибольший диаметр устанавливаемой заготовки, мм |
Допуск |
|
До 125 |
5? |
|
Св. 125 » 320 |
3? |
|
» 320 |
2? |
Отклонение определяют на отдельных делениях при делении на 4 и 6 частей.
Измерения - по ГОСТ 22267-76, разд. 20, метод 1.
Примечания:
1. Съемное неавтоматическое делительное устройство допускается проверять вне станка.
2. Встроенное автоматическое делительное устройство проверяют путем измерения образца, прошлифованного при проверке станка в работе (см. п. 2.4)
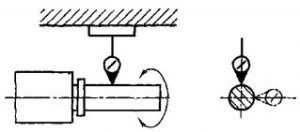
1.19. Осевое биение ходового винта (черт. 18)
Черт. 18
Допуск в мкм для станков с наибольшим диаметром устанавливаемой заготовки, мм:
до 320........................................................... 1,5
св. 320.......................................................... 2,0
Измерения - по ГОСТ 22267-76, разд. 17, метод 1.
1.20. Стабильность конечного положения шлифовальной бабки при ее перемещении с помощью механизма быстрого подвода (черт. 19)
Черт. 19
Допуск для станков с наибольшим диаметром устанавливаемой заготовки:
до 320 мм..................................................... 2 мкм
св. 320 мм.................................................... 3 мкм
На подвижной части станка укрепляют показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался шлифовальной бабки 2 на высоте линии центров станка в направлении ее перемещения.
Шлифовальную бабку отводят от показывающего прибора и подводят к нему вручную при помощи механизма быстрого подвода (до фиксированного положения органа управления механизмом).
Количество замеров - не менее 10.
Отклонение определяют как наибольшую величину алгебраической разности показаний показывающего измерительного прибора.
1.21. Точность поперечной подачи шлифовальной бабки по лимбам механизмов подачи на одно деление (черт. 20)
Черт. 20
Допуск для всех значений наибольшего диаметра устанавливаемой заготовки ................................................................................................................................ 2,5 мкм.
На неподвижной части станка укрепляют показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался шлифовальной бабки 2 на высоте линии центров станка в направлении ее перемещения.
Шлифовальной бабке последовательно сообщают перемещения, отсчитываемые по лимбу поперечной подачи на одно деление лимба. Производят 20 подач. Отклонение равно наибольшей абсолютной величине разности между величинами перемещений, отсчитанными по лимбу и измеренными показывающими измерительным, прибором.
2. ПРОВЕРКА ТОЧНОСТИ ОБРАБОТКИ ОБРАЗЦА-ИЗДЕЛИЯ
2.1. Точность наружной цилиндрической резьбы, прошлифованной на образце-изделии:
2.1.1. Точность резьбы по шагу:
а) на длине 25 мм;
б) на длине 200 мм;
в) на длине 400 мм;
г) на длине 1000 мм;
д) на длине 2000 мм.
2.1.2. Точность резьбы по подъему винтовой линии (периодическая ошибка шага).
2.1.3. Точность резьбы по среднему диаметру:
а) в продольном сечении;
б) в поперечном сечении.
2.1.4. Точность резьбы по половине угла профиля.
2.1.5. Шероховатость шлифованной поверхности резьбы (по ГОСТ 2789-73).
Таблица 11
|
Номер пункта |
Наибольший диаметр устанавливаемой заготовки, мм |
||||
|
До 125 |
Св. 125 до 200 |
Св. 200 до 320 |
Св. 320 |
||
|
Допуск, мкм |
|||||
|
2.1.1а |
2 |
3 |
4 |
5 |
|
|
2.1.1б |
4 |
5 |
6 |
8 |
|
|
2.1.1в |
- |
8 |
9 |
10 |
|
|
2.1.1г |
- |
- |
14 |
16 |
|
|
2.1.1д |
- |
- |
20 |
20 |
|
|
2.1.2 |
2 |
3 |
4 |
5 |
|
|
2.1.3а |
5 |
6 |
8 |
8 |
|
|
на всей длине образца |
на длине 500 мм на любом участке длины образца |
||||
|
2.1.3б |
3 |
4 |
5 |
5 |
|
|
2.1.4 |
5 мин |
||||
|
2.1.5 |
Не грубее Rа = 0,63 |
||||
Для измерения точности наружной цилиндрической резьбы, прошлифованной на станке, шлифуют образец-изделие из инструментальной стали диаметром от 40 до 80 мм для станков с наибольшим диаметром устанавливаемой заготовки до 320 мм включительно и диаметром от 80 до 100 мм для станков с наибольшим диаметром устанавливаемой заготовки свыше 320 мм.
Образец-изделие должен быть прошлифован по наружному диаметр;
