

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СТАНКИ ЗУБОРЕЗНЫЕ
ДЛЯ КОНИЧЕСКИХ КОЛЕС
С ПРЯМЫМИ ЗУБЬЯМИ
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
ГОСТ 9153-83
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.М. Денисов, В.С. Мурахтанов, Г.В. Левашов, А.И. Светличный, Б.Л. Хижняк, Н.Ф. Хлебалин, В.Я. Черневич
ВНЕСЕН Министерством станкостроительном и инструментальной промышленности
Зам. министра Н.А. Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20 декабря 1983 г. № 6347
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ ЗУБОРЕЗНЫЕ ДЛЯ КОНИЧЕСКИХ Нормы точности и жесткости Straight bevel gear generators. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 20 декабря 1983 г. № 5 6347 срок действия установлен с 01.07.85 до 01.07.90
в части п. 1.7 срок введения с 01.07.87
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на зуборезные (зубострогальные и зубофрезерные) станки общего назначения классов точности Н, П, В и А для конических колес с прямыми зубьями работающие методом обката, изготовляемые для нужд народного хозяйства и экспорта.
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
1.1. Общие требования к испытаниям станков на точность по ГОСТ 8-82.
1.2. Нормы точности станков классов точности Н, П, В и А не должны превышать значений, указанных в пп 1.3 - 1.16.
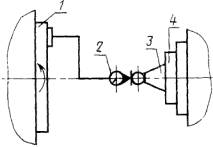
1.3. Точность базирующей конической поверхности шпинделя бабки изделия:
1) Зазор А+D между торцом фланца калибра и торцом шпинделя;
2) прилегание конуса калибра по краске
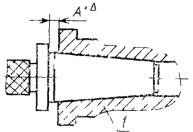
Черт. 1
Таблица 1
|
Конец шпинделя бабки изделия по ГОСТ 17547-80 |
Номер пункта |
Допуск D на зазор в мкм; прилегание в %, не менее для станков классов точности |
|||
|
Н |
П |
В |
А |
||
|
4 |
1.3.1 |
- |
55 |
5 |
-55 |
|
1.3.2 |
- |
65 |
80 |
85 |
|
|
6 |
1.3.1 |
- |
+75 |
+75 |
+75 |
|
1.3.2 |
- |
65 |
80 |
85 |
|
|
80 |
1.3.1 |
- |
+80 |
+80 |
+80 |
|
1.3.2 |
- |
65 |
80 |
85 |
|
|
100 - 200 |
1.3.1 |
+100 |
+100 |
+100 |
+100 |
|
1.3.2 |
50 |
65 |
80 |
85 |
|
Примечания:
1. Разрывы окрашенных мест по окружности допускаются не более 20 % ее длины. Длины неокрашенных мест вдоль образующих не более 5 мм.
2. Наличие неокрашенных мест на длине конуса 10 мм от переднего торца не допускается.
В отверстие шпинделя 1 бабки изделия вводят специальный калибр 2 с определенным маркированным значением зазора А при наибольшем допустимом значении диаметра конуса шпинделя. Измеряют фактический зазор между торцом фланца калибра и торцом шпинделя.
Затем калибр вынимают и всю его контрольную поверхность покрывают слоем краски. Толщина слоя краски не должна превышать 5 мкм по ГОСТ 2848-75. Вновь вводят калибр в отверстие шпинделя, поворачивают его в обе стороны на угол 90° и вынимают. Визуально оценивают площадь прилегания калибра.
Отклонения определяют:
1) как разность между фактическим размером А и его значением, указанным на калибре,
2) как отношение площади поверхности прилегания к площади рабочей поверхности калибра.
1.4. Торцовое биение шпинделя бабки изделия
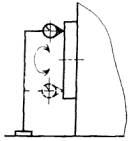
Черт. 2
Таблица 2
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 200 |
- |
4 |
3 |
2,5 |
|
Св. 200 » 500 |
- |
5 |
3 |
3 |
|
» 500 » 800 |
- |
6 |
4 |
- |
|
» 800 » 1600 |
12 |
8 |
5 |
- |
Измерения - по ГОСТ 22267-76, разд. 18, метод 1 (черт. 2).
Измерительный наконечник показывающего измерительного прибора* должен отстоять от оси вращения шпинделя бабки изделия на расстоянии не менее 0,45 диаметра его торцовой поверхности.
___________
* Далее в тексте стандарта - измерительный прибор.
1.5. Постоянство положения оси шпинделя бабки изделия по высоте при повороте бабки изделия (для станков, имеющих ось поворота бабки изделия, проходящую через вершину делительного конуса обрабатываемого колеса).
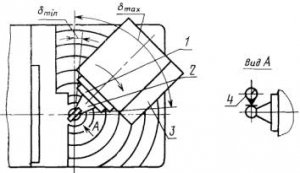
Черт. 3
Таблица 3
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 200 |
- |
16 |
10 |
8 |
|
Св. 200 » 320 |
- |
20 |
12 |
10 |
|
» 220 » 500 |
- |
25 |
16 |
12 |
|
» 500 » 800 |
- |
30 |
20 |
- |
|
» 800 » 1600 |
65 |
40 |
25 |
- |
В отверстие шпинделя 1 (черт. 3) бабки изделия 3 плотно вставляют контрольную оправку 2 с шариком. Бабку изделия по шкале и нониусу осевой установки устанавливают на маркированный на оправке размер от центра шарика до торца шпинделя бабки изделия, а по шкале угловой установки на наименьший угол ?min.
Измерительный прибор 4 закрепляют неподвижно так, чтобы его наконечник касался шарика оправки в наивысшей точке по диаметральному сечению в плоскости, перпендикулярной плоскости поворота бабки изделия.
Бабку изделия поворачивают по круговым направляющим на угол от ?min до ?max и записывают показания измерительного прибора в крайних и среднем фиксированных положениях бабки изделия при затянутых винтах.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
1.6. Пересечение оси поворота бабки изделия с осью шпинделя бабки изделия (для станков, имеющих ось поворота бабки изделия, проходящую через вершину делительного конуса обрабатываемого колеса)
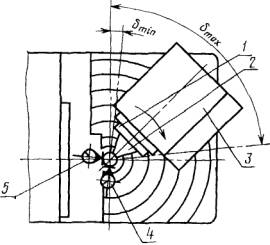
Черт. 4
Таблица 4
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 200 |
- |
16 |
10 |
8 |
|
Св. 200 » 320 |
- |
20 |
12 |
10 |
|
» 320 » 500 |
- |
25 |
10 |
12 |
|
» 500 » 800 |
- |
30 |
20 |
- |
|
» 830 » 1600 |
65 |
40 |
25 |
- |
Установка рабочих органон станка и оправки 2 (черт. 4) аналогична установке при проверке по п. 1.5. Бабку изделия устанавливают на наименьший угол поворота ?min. Измерительные приборы 4 и 5 устанавливают так, чтобы их измерительные наконечники касались шарика оправки, при этом направление измерения прибором 4 должно совпадать с осью шпинделя бабки изделия, а прибором 5 должно быть перпендикулярно оси шпинделя и оси поворота бабки изделия.
Бабку изделия поворачивают на угол от ?min до ?max с предварительной выборкой зазоров. Перемещают бабку изделия в осевом направлении, добиваясь наименьших показаний измерительных приборов и записывают их показания в крайних и среднем фиксированных угловых положениях бабки изделия при затянутых винтах.
Отклонение равно наибольшей алгебраической разности показаний каждого измерительного прибора при различных угловых установках бабки изделия.
1.7. Осевое биение люльки
Черт. 5
Таблица 5
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 125 |
- |
16 (16) |
10 (10) |
8 (8) |
|
Св. 125 » 200 |
- (30) |
16 (20) |
10 (12) |
8 (10) |
|
» 200 » 500 |
- (40) |
16 (25) |
10 (16) |
8 (-) |
|
» 500 » 800 |
- (50) |
25 (30) |
16 (20) |
- |
|
» 800 » 1600 |
65 (65) |
32 (40) |
20 (-) |
- |
Примечание. Допуски, указанные в скобках, действительны до 1 июля 1987 г.
В отверстие шпинделя 4 (черт. 5) бабки изделия плотно вставляют контрольную оправку 3 с шариком.
Бабку изделия устанавливают так, чтобы ось вращения люльки пересекала центр шарика оправки. Измерительный прибор 2 укрепляют на торце люльки 1 так, чтобы его плоский измерительный наконечник касался шарика оправки. Направление измерения должно совпадать с осью люльки.
Измерения производят при медленном повороте люльки в направлении рабочего хода на угол около 50°.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
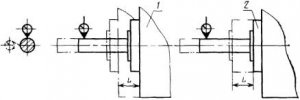
1.8. Радиальное биение конического отверстия шпинделя бабки изделия:
1) у торца;
2) на расстоянии L

Черт. 6
Таблица 6
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
Номер пункта |
L, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|||
|
До 125 |
1.8.1 |
- |
- |
5 |
3 |
2 |
|
1.8.2 |
75 |
- |
6 |
4 |
2,5 |
|
|
Св. 125 до 200 |
1.8.1 |
- |
- |
5 |
3 |
2 |
|
1.8.2 |
150 |
- |
8 |
5 |
3 |
|
|
Св. 200 до 500 |
1.8.1 |
- |
- |
6 |
4 |
3 |
|
1.8.2 |
150 |
- |
8 |
5 |
4 |
|
|
Св. 500 до 800 |
1.8.1 |
- |
- |
8 |
5 |
- |
|
1.8.2 |
150 |
- |
12 |
8 |
- |
|
|
Св. 800 до 1600 |
1.8.1 |
- |
16 |
10 |
6 |
- |
|
1.8.2 |
150 |
25 |
16 |
10 |
- |
|
Измерения - по ГОСТ 22267-76, разд. 15, метод 2 (черт. 6).
1.9. Параллельность направления перемещения бабки изделия или гильзы шпинделя к оси шпинделя в плоскостях, проходящих через ось поворота бабки изделия и перпендикулярно ей
Черт. 7
Таблица 7
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
L, мм |
Допуск, мкм, станков классов точности |
|||
|
Н |
П |
В |
А |
||
|
До 125 |
75 |
- |
12 |
8 |
6 |
|
Св. 125 » 200 |
150 |
- |
16 |
10 |
8 |
|
» 200 » 500 |
200 |
- |
20 |
12 |
10 |
|
» 500 » 800 |
300 |
- |
25 |
16 |
- |
|
» 800 » 1600 |
500 |
50 |
30 |
20 |
- |
Измерения - по ГОСТ 22267-76, разд. 6, метод 3б (черт. 7).
Бабку изделия 1 (черт. 7) или гильзу шпинделя 2 перемещают на наибольшую длину хода, по не более величины L, указанной в табл. 7.
Измерения проводят в начале и конце перемещения, при затянутых винтах крепления.
1.10. Точность базирующей наружной конической поверхности инструментальных шпинделей (для зубофрезерных станков):
1) зазор А+D между торцом фланца калибра и торцом шпинделя;
2) прилегание конуса калибра по краске

Черт. 8
Таблица 8
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
Номер пункта |
Допуск D на зазор в мкм; прилегание в % не менее, для станков классов точности |
|
|
П |
В |
||
|
До 125 |
1.10.1 |
+60 |
+60 |
|
1.10.2 |
65 |
80 |
|
|
Св. 125 до 320 |
1.10.1 |
+96 |
+96 |
|
1.10.2 |
65 |
80 |
|
|
Св. 320 до 500 |
1.10.1 |
+96 |
+96 |
|
1.10.2 |
65 |
80 |
|
Примечание. Разрывы окрашенных мест по окружности допускаются не более 20 % ее длины. Длины неокрашенных мест вдоль образующих не более 5 мм.
На базирующую коническую поверхность инструментального шпинделя 1 (черт. 8) надевают специальный кольцо-калибр 2, с определенным маркированным значением зазора А при наименьшем допустимом значении диаметра конуса шпинделя. Измеряют фактический зазор между торцом калибра и торцом шпинделя.
Затем калибр снимают и всю его контрольную поверхность покрывают слоем краски. Толщина слоя краски не должна превышать 5 мкм по ГОСТ 2848-75. Вновь надевают калибр на коническую поверхность инструментального шпинделя, поворачивают его в обе стороны на угол 90° и снимают. Визуально оценивают площадь окрашенной поверхности проверяемой поверхности шпинделя.
Отклонения определяют:
1) как разность между фактическим размером А и его значением, указанным на калибре;
2) как отношение площадей окрашенной части ко всей проверяемой поверхности инструментального шпинделя.
1.11. Торцовое биение базирующей поверхности инструментальных шпинделей (для зубофрезерных станков)

Черт. 9
Таблица 9
|
Наибольший диаметр зубчатых колес, мм |
Допуск, мкм, для станков классов точности |
|
|
П |
В |
|
|
До 200 |
4 |
2,5 |
|
Св. 200 до 500 |
5 |
3 |
Измерения - по ГОСТ 22267-76, разд. 18, метод 1 (черт. 9).
1.12. Биение базирующей конической поверхности инструментальных шпинделей в направлении перпендикулярном образующей (для зубофрезерных станков)
На станке закрепляют измерительный прибор 1 (черт. 10) так, чтобы его измерительный наконечник касался наружной базирующей поверхности инструментального шпинделя 2 и направление измерения было в плоскости оси вращения инструментального шпинделя перпендикулярно образующей его базирующей поверхности. Измерения проводят при вращении инструментального шпинделя в рабочем направлении.

Черт. 10
Таблица 10
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
Допуск, мкм, для станков классов точности |
|
|
П |
В |
|
|
До 200 |
5 |
3 |
|
Св. 200 до 300 |
6 |
4 |
Биение равно наибольшей алгебраической разности показаний измерительного прибора.
1.13. Соосность люльки и шпинделя бабки изделия (для станков, имеющих возможность установки шпинделя бабки изделия соосно с люлькой):
1) в плоскости вершин резцов;
2) на расстоянии L от ;
