

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЕДИНАЯ СИСТЕМА ЗАЩИТЫ ОТ КОРРОЗИИ И СТАРЕНИЯ
ВОДА ДЛЯ ГАЛЬВАНИЧЕСКОГО
ПРОИЗВОДСТВА И СХЕМЫ ПРОМЫВОК
ОБЩИЕ ТРЕБОВАНИЯ
ГОСТ 9.314-90
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Единая система защиты от коррозии и старения ВОДА ДЛЯ ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА Общие требования Unified system of corrosion and ageing protection. |
ГОСТ |
Срок действия с 01.07.91 до 01.07.93
Настоящий стандарт распространяется на техническую воду для гальванического производства и устанавливает общие требования к качеству воды, способам ее рационального использования и применению маловодных и малоотходных схем промывок.
Выполнение требований стандарта обеспечивает сокращение расхода воды, реагентов при обезвреживании гальваностоков и снижение нагрузки на очистные сооружения.
Требования стандарта в части разд. 1 - 3, 5 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1. ОБЩИЕ ТРЕБОВАНИЯ К ВОДЕ
1.1. Техническая вода, используемая для промывки изделий, деталей и приготовления электролитов и растворов в гальваническом производстве, должна быть безопасной в эпидемиологическом отношении и химически инертной к покрытию.
1.2. Физико-химические показатели воды, используемой в гальваническом производстве, должны удовлетворять требованиям табл. 1.
Таблица 1
|
Наименование показателя |
Норма для категории |
Метод испытания |
||
|
1 |
2 |
3 |
||
|
1. Водородный показатель рН |
6,0 - 9,0 |
6,5 - 8,5 |
5,4 - 6,6 |
Измеряют на рН-метре любой модели со стеклянным электродом с погрешностью измерений ±0,1 |
|
2. Сухой остаток, мг/дм3, не более |
1000 |
400 |
5,0* |
ГОСТ 18164 |
|
3. Жесткость общая, мг-экв/дм3, не более |
7,0 |
6,0 |
ГОСТ 4151 |
|
|
4. Мутность по стандартной шкале, мг/дм3, не более |
2,0 |
1,5 |
- |
ГОСТ 3351 |
|
5. Сульфаты (SO42-), мг/дм3, не более |
500 |
50 |
ГОСТ 4389 |
|
|
6. Хлориды (Сl-), мг/дм3, не более |
350 |
35 |
ГОСТ 4245 |
|
|
7. Нитраты (NO3-), мг/дм3, не более |
45 |
15 |
ГОСТ 18826 |
|
|
8. Фосфаты (РO43-), мг/дм3, не более |
30 |
3,5 |
1,0 |
ГОСТ 18309 |
|
9. Аммиак, мг/дм3, не более |
10 |
5,0 |
ГОСТ 4192 |
|
|
10. Нефтепродукты, мг/дм3, не более |
- |
Контроль проводят по действующим методикам, утвержденным в установленном порядке |
||
|
11. Химическая потребность в кислороде, мг/дм3, не более |
150 |
60 |
- |
То же |
|
12. Остаточный хлор, мг/дм3, не более |
1,7 |
1,7 |
- |
ГОСТ 18190 |
|
13. Поверхностно-активные вещества (сумма анионных и неионогенных), мг/дм3, не более |
5,0 |
1,0 |
- |
Контроль проводят по действующим методикам, утвержденным в установленном порядке |
|
14. Ионы тяжелых металлов, мг/дм3, не более: |
15 |
5,0 |
||
|
железо |
ГОСТ 4011 |
|||
|
медь |
1,0 |
ГОСТ 4388 |
||
|
никель |
5,0 |
1,0 |
- |
Контроль проводят по действующим методикам, утвержденным в установленном порядке |
|
цинк |
5,0 |
1,5 |
ГОСТ 18293 |
|
|
хром трехвалентный |
5,0 |
- |
Контроль проводят по действующим методикам, утвержденным в установленном порядке |
|
|
15. Удельная электрическая проводимость при 20 °С, См/м, не более |
2?10-3 |
1 10-3 |
5?10-4 |
Измеряют на кондуктометре любого типа |
* Нормы ингредиентов для воды 3-й категории определяются по ГОСТ 6709.
Примечание. В системах многократного использования воды допускается содержание вредных ингредиентов в очищенной воде выше, чем в табл. 1, но не выше допустимых значений в промывной ванне после операции промывки (табл. 2).
Таблица 2
|
Наименование компонента или иона электролита |
Наименование операции, перед которой проводится промывка |
Наименование электролита, перед которым проводится промывка |
Допустимая концентрация основного компонента в воде после операции промывки сд, мг/дм3 |
|
Общая щелочность в пересчете на едкий натр |
- |
Щелочной Кислый или цианистый |
800 100 |
|
Анодное окисление алюминия и его сплавов |
- |
50 |
|
|
Красители (для окрашивания покрытий Ан. Окс) |
Межоперационная промывка, сушка |
- |
5 |
|
Кислота в пересчете на серную |
- |
Кислый Щелочной Цианистый |
100 50 10 |
|
Наполнение и пропитка покрытий, сушка |
- |
10 |
|
|
CN-общ, Sn2+, Sn4+, Zn2+, Cr6+, Pb2+ |
Межоперационная промывка, сушка |
- |
10 |
|
CNS-, Cd2+ |
Межоперационная промывка, сушка |
- |
15 |
|
Cu2+, Cu+ |
Никелирование Сушка |
- |
2 10 |
|
Ni2+ |
Меднение Хромирование, сушка |
- |
20 10 |
|
Fe2+ |
Сушка |
- |
30 |
|
Соли драгоценных металлов в пересчете на металл |
Сушка |
- |
1 |
Примечания:
1. За основной компонент (ион) данного раствора или электролита принимают тот, для которого критерий промывки является наибольшим.
2. При промывке изделий, к которым предъявляются особо высокие требования, допустимые концентрации основного компонента могут устанавливаться опытным путем.
Концентрации основных ингредиентов в воде на выходе из гальванического производства приведены в табл. 3.
Таблица 3
|
Наименование ингредиента |
Концентрация основных вредных ингредиентов в воде на выходе из гальванического цеха, мг/дм3, не более |
|
Хром шестивалентный |
1000 |
|
Медь |
30 |
|
Никель |
50 |
|
Цинк |
50 |
|
Кадмий |
15 |
|
Свинец |
10 |
|
Олово |
10 |
|
Хлориды (Cl-) |
500 |
|
Сульфаты (SO42-) |
1000 |
|
Цианиды (CN-) |
30 |
|
Нитраты (NО3-) |
60 |
|
Аммиак |
15 |
1.3. В гальваническом производстве следует применять системы многократного использования воды, обеспечивающие регенерацию воды и рекуперацию ценных компонентов.
1.4. На вновь проектируемых и реконструируемых гальванических производствах при промывке деталей и приготовлении электролитов в операциях подготовки поверхности деталей к покрытию необходимо применять воду 2 и 3-й категории. При промывке применять схемы многократного использования воды.
1.5. Первая категория воды применяется до 01.01.93.
1.6. Микробиологические показатели воды для всех трех категорий - по ГОСТ 2874.
В системах многократного использования воду проверяют не менее одного раза в месяц на соответствие требованиям ГОСТ 2874.
2. КОНТРОЛЬ ПАРАМЕТРОВ ВОДЫ
2.1. Отбор проб для контроля параметров воды - по ГОСТ 24481 и ГОСТ 18963 для воды 1 и 2-й категорий; по ГОСТ 3885 - для воды 3-й категории.
2.2. Лабораторно-производственный контроль качества воды проводят не менее 1 раза в сутки по показателям 1, 6, 14, 15 табл. 1, а по остальным показателям - не менее 1 раза в 3 мес.
3. ОБЛАСТЬ ПРИМЕНЕНИЯ ВОДЫ
Область применения воды приведена в табл. 4.
Таблица 4
|
Категория воды |
Область применения |
Дополнительные указания |
|
1 |
Промывка деталей в операциях подготовки поверхности к покрытию, кроме категорий 2 и 3 |
- |
|
2 |
Приготовление электролитов и промывка во всех случаях, кроме перечисленных для воды 3-й категории |
Вода, использованная на промывку, может быть применена повторно как вода 1-й категории |
|
3 |
Приготовление электролитов и промывка перед обработкой в электролитах (растворах), составленных на воде 3-й категории*, а также при специальных требованиях к качеству и внешнему виду, для особо ответственных деталей |
Вода, использованная на промывку, может быть применена повторно как вода 1 и 2-й категорий |
* Электролиты оловянирования (карта 32), меднения (карта 34, составы 4,7 - 10), никелирования (карта 35, составы 2, 6, 7, 13 - 19), хромирования (карта 36, составы 2, 9, 10), покрытия сплавами олово-никель (карта 50), олово-висмут (карта 51), олово-свинец (карта 52), медь-олово (карта 53), медь-свинец-олово (карта 60), покрытия драгоценными металлами (карты 38 - 41, 56 - 57), для анодного окисления алюминия и его сплавов (карта 73, составы 1 - 3, 8); растворы для получения металлических покрытий химическим способом (карта 42, составы 1 - 5, 7 - 10), осветления и пассивирования (карта 80, составы 7, 8), наполнения и пропитки покрытий (карта 82, составы 1 - 4) по ГОСТ 9.305.
4. МЕТОДЫ ПРОМЫВОК
4.1. Методы промывок приведены на черт. 1 и в табл. 5, температурный режим воды - в табл. 6.
Погружной метод
Комбинированный метод
Аэрозольный метод
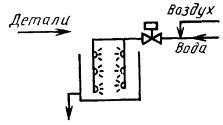
Струйный метод
Черт. 1
Таблица 5
Методы промывок
|
Условное обозначение метода промывки |
Наименование метода |
Область применения |
Дополнительные указания |
|
П |
Погружной - промывка в ваннах с проточной и непроточной водой |
Обработка на подвесках деталей, имеющих пазы, углубления и т. п. Обработка деталей насыпью |
Минимальная продолжительность промывки 20 с |
|
С, ИС |
Струйный или импульсно-струйный - промывка из душирующих устройств |
Обработка на подвесках деталей преимущественно простой конфигурации |
Минимальная продолжительность промывки 10 с |
|
К |
Комбинированный - последовательно струйный и погружной |
Промывка деталей после обработки в трудно смываемых растворах и деталей сложной конфигурации |
Минимальная продолжительность промывки 20 с |
Таблица 6
Температурный режим воды
|
Условное обозначение |
Температурный режим воды |
Температура, °С |
Область применения |
Дополнительные указания |
|
X |
Холодная |
15 - 39 |
Во всех случаях, кроме перечисленных для Т и Г |
Допускается использовать воду с температурой ниже 15 °С, если это не влияет на качество промывки |
|
Т |
Теплая |
40 - 60 |
После операции обезжиривания, хроматирования, травления легких сплавов, снятия шлама, анодного окисления, перед и после химического оксидирования черных и цветных металлов |
- |
|
Г |
Горячая |
Св. 60 |
После операции обезжиривания, травления и снятия травильного шлама в щелочных растворах, при наличии на поверхности значительного количества масел или смазок, перед химическим обезжириванием или перед одновременным обезжириванием - травлением, перед операциями нанесения покрытий в теплых и горячих растворах, перед сушкой |
Не применяется после операции хроматирования по цинковому и кадмиевому покрытиям и химического оксидирования по алюминию и алюминиевым сплавам |
Примечание. Если при каскадной промывке в одной из ступеней предусматривается теплая или горячая вода, то в другой ступени температура воды не нормируется.
4.2. Методы промывки, приведенные для одноступенчатой схемы, распространяются на все схемы промывок.
Для аэрозольного метода промывки используют сжатый воздух нечетного класса загрязнений по ГОСТ 17433.
Могут быть применены другие экономически и экологически обоснованные методы промывок, обеспечивающие требования стандарта.
5. СХЕМЫ ПРОМЫВОК
5.1. Для промывки деталей от рабочих растворов и электролитов применяют различные схемы промывок, обеспечивающие концентрацию основных компонентов в промывной воды, установленных табл. 2. Схемы промывок приведены на черт. 2.
Схемы промывок
Одноступенчатая с одной ванной улавливания
Двухступенчатая противоточная с одной ванной улавливания
Двухступенчатая прямоточная с одной ванной улавливания
Трехступенчатая противоточная с одной ванной улавливания
Трехступенчатая смешанная с одной ванной улавливания

Бессточная

1, 2 и 3 - ванны рабочая, улавливания и промывки; Qисп - потери рабочего раствора на испарение; Q1, Q2 - расчетный расход воды, дм3/ч
Черт. 2
5.2. Для операций промывки, требующих больших удельных расходов проточной воды (критерий окончательной промывки К ? 1500), а также для извлечения ценных компонентов рабочей ванны следует дополнительно применять ванны улавливания с непроточной водой.
При промывке после покрытия драгоценными металлами следует устанавливать не менее двух ванн улавливания.
Ванны улавливания наполняют водой такого же качества, как и рабочие ванны.
Растворы из ванн улавливания следует использовать при корректировке рабочих ванн или утилизировать.
5.3. Методы расчета указанных схем приведены в приложении 1. Допускается применять другие экономически и экологически обоснованные схемы промывок, обеспечивающие достижение допустимых концентраций по табл. 2.
5.4. Для многоступенчатой схемы может быть применено различное сочетание методов промывки в зависимости от конфигурации деталей, способа их загрузки и методов очистки сточных вод.
На схемах приведен принцип подачи, переливов и стока воды, конструктивное решение которых может быть различным (в зависимости от положения перегородки слив воды проводится со дна или с зеркала ванны).
5.5. Во всех случаях, за исключением промывки после подготовительных операций, следует применять многоступенчатую промывку.
При невозможности установки в действующих цехах двух- или трехступенчатой промывки для деталей, обрабатываемых на подвесках, допускается сокращение одной ступени от расчетного количества, при этом применяют комбинированный метод промывки.
5.6. Системы водоснабжения и примеры схем рационального использования воды на гальванических линиях приведены в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
МЕТОДЫ РАСЧЕТА РАСХОДА ВОДЫ НА ПРОМЫВНЫЕ ОПЕРАЦИИ
1. При использовании схем промывок с ваннами улавливания изделие вначале промывают в непроточной ванне улавливания, а затем в промывной.
При использовании схемы промывки с одной ванной улавливания концентрацию основного компонента (иона) в ваннах промывки определяют по формулам:
в ванне 1-й промывки для всех схем
с1п =
 ; (1)
; (1)
в ванне 2-й промывки при противоточных схемах и трехступенчатой смешанной
с2п =
 ; (2)
; (2)
в ванне 2-й промывки при прямоточной схеме
с2п =
 ; (3)
; (3)
в ванне 3-й промывки при противоточной схеме
с3п =
 ; (4)
; (4)
в ванне 3-й промывки при смешанной схеме
с3п =
 ; (5)
; (5)
где q - удельный вынос электролита (раствора) из ванн поверхностью деталей и подвески в зависимости от метода обработки и принятой продолжительности стекания раствора с деталей, дм3/м2;
F - промываемая поверхность деталей и подвески, м2/ч;
Q1 и Q2 - расход промывной воды, дм3/ч (m =
 );
);
со - концентрация основного компонента в рабочей ванне, г/дм3;
V - объем ванны улавливания и промывки, дм3;
е - основание натурального логарифма;
t - продолжительность работы со времени заполнения ванны улавливания чистой водой, ч.
2. Удельный вынос электролита при обработке деталей на подвесках составляет 0,2 дм3/м2 при продолжительности стекания электролита не менее 6 с, при обработке деталей насыпью в колоколах и барабанах - 0,4 дм3/м2, в корзинах и сетках - 0,6 дм3/м2 при продолжительности стекания электролита не менее 15 с. В технически обоснованных случаях при наличии экспериментальных данных для конкретных деталей допускается изменить удельный вынос электролита.
3. Для получения необходимого качества промывки изделий концентрация основного компонента (иона) cкп в ванне последней промывки должна быть не более допустимого значения сд, принимаемого по табл. 2, т. е. скп ? сд. При промывке после покрытия драгоценными металлами концентрация металла в последней ванне улавливания должна быть не более допустимого значения. Расход промывной воды при скп = сдвычисляют по формулам:
при одноступенчатой
Q1 =
 ; (6)
; (6)
при двухступенчатой противоточной
Q1 = qE
 , (7)
, (7)
при двухступенчатой прямоточной
Q1 = qF
 , (8)
, (8)
при трехступенчатой противоточной
Q1 = рF
 , (9)
, (9)
при трехступенчатой смешанной
Q1 = qF
 , (10)
, (10)
где k =
 - критерий окончательной промывки.
- критерий окончательной промывки.
4. При промывке изделия после покрытия, обработки в малоконцентрированных растворах (k < 1500) и в других технически обоснованных случаях допускается применять схемы промывок без ванн улавливания, при этом расход промывной воды вычисляют по формуле
Q1 = qF
 , (11)
, (11)
где N - число ступеней промывки.
5. При работе с горячими ваннами можно применять противоточные бессточные схемы промывок. Число ступеней для схем вычисляют по формуле
N =
 , (12)
, (12)
где Qисп - потери рабочего раствора на тепловое испарение н унос выделяющимися газами, дм3/ч (определяется опытным путем).
6. При достижении концентрации основного компонента в ванне улавливания до 0,4 с ванну улавливания опорожняют и наполняют чистой водой. Раствор из ванн улавливания направляют на пополнение рабочей ванны или на регенерацию и утилизацию. При промывке после покрытия драгоценными металлами продолжительность цикла промывки tо определяют концентрацией металла в последней ванне улавливания.
Продолжительность цикла tо промывки до достижения c1у = 0,4cо вычисляют по формуле
t = 0,5
 . (13)
. (13)
7. Наибольший расход (в конце цикла промывки) вычисляют по формулам:
при одноступенчатой
Q1 = 0,4 qFK; (14)
при двухступенчатой противоточной
Q1 = qF
 ; (15)
; (15)
при двухступенчатой прямоточной
