
ГОСТ 9520-73
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ОТДЕЛОЧНО-РАСТОЧНЫЕ
ВЕРТИКАЛЬНЫЕ
ОСНОВНЫЕ РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАНКИ ОТДЕЛОЧНО-РАСТОЧНЫЕ ВЕРТИКАЛЬНЫЕ Основные размеры Vertical fine boring machines. Basic dimensions |
ГОСТ |
Дата введения 01.07.74
1. Настоящий стандарт распространяется на однопшиндельные вертикальные отделочно-расточные станки с фланцевым креплением шпинделя.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 3).
2. Основные размеры станков должны соответствовать указанным на чертеже и в таблице.
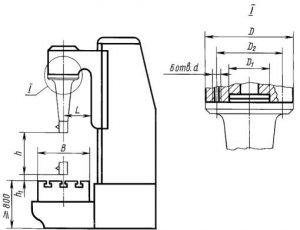
Примечание. Чертеж не определяет конструкцию станков.
мм
|
Наименование основного размера |
Значение |
|||
|
Наибольший номинальный диаметр растачиваемого отверстия |
125 |
200 |
320 |
|
|
Наибольший ход h шпиндельной бабки |
320 |
500 |
800 |
|
|
Расстояние L от оси шпинделя до салазок шпиндельной бабки (вылет) |
220 |
280 |
360 |
|
|
Расстояние h1 от конца шпинделя в нижнем положении до рабочей поверхности стола (плиты), не менее |
20 |
25 |
32 |
|
|
Размеры рабочей поверхности стола (плиты) |
Ширина В |
400 |
500 |
630 |
|
Длина |
800 |
1000 |
1250 |
|
|
Диаметр D фланца шпинделя |
200 |
250 |
320 |
|
|
Диаметр D1 центрирующего пояска шпинделя |
125 |
160 |
200 |
|
|
Диаметр D2 расположения осей центров отверстий под винты |
160 |
200 |
250 |
|
|
Диаметр d отверстий под винт |
М12 |
М16 |
М20 |
|
(Измененная редакция, Изм. № 3).
3. В станках с перемещающимся столом величина продольного хода стола должна быть не менее 0,7 длины стола, а поперечного - не менее 0,1 ширины стола В по ряду Ra 20.
4. Наименьший диаметр растачиваемого отверстия изделия должен быть не более 0,25 наибольшего номинального диаметра растачиваемого отверстия при ходе не более пяти диаметров растачивания.
5. Размеры Т-образных пазов в столах, расстояние между ними - по ГОСТ 1574.
6. Допускается увеличение расстояния L от оси шпинделя до салазок шпиндельной бабки (вылета), длины рабочей поверхности стола и наибольшего хода h по ряду Ra 20, но не более чем в 1,25 раза по сравнению с указанными в таблице.
7. Резьба - по ГОСТ 9150 в части профиля и по ГОСТ 24705 в части основных размеров. Предельное отклонение диаметра резьбового отверстия 7Н по ГОСТ 16093.
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н. Банков, канд. техн. наук; Ю.А. Архипов; Л.М. Кордыш, канд. техн. наук; С.С. Кедров, канд. техн. наук; Н.П. Семченкова; Л.Т. Ставцева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.03.73 № 759
3. Стандарт соответствует СТ СЭВ 5944-87
4. ВЗАМЕН ГОСТ 9520-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 1574-91 |
5 |
|
ГОСТ 9150-81 |
7 |
|
ГОСТ 16093-81 |
7 |
|
ГОСТ 24705-81 |
7 |
6. Ограничение срока действия снято Постановлением Госстандарта от 27.03.84 № 1015
7. ПЕРЕИЗДАНИЕ (октябрь 1998 г.) с Изменениями № 1, 2, 3, утвержденными в марте 1984 г., июне 1988 г., июне 1991 г. (ИУС 7-84, 9-88, 9-91)
http://www.mirprom.ru/spravka/gost-9520-73.html ГОСТ 9520-73.pdf
;
