

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СТАНКИ ФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ
С КРЕСТОВЫМ СТОЛОМ
ТЕРМИНОЛОГИЯ
ОСНОВНЫЕ РАЗМЕРЫ. НОРМЫ ТОЧНОСТИ
И ЖЕСТКОСТИ
ГОСТ 9726-89
(СТ СЭВ 5939-87)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ ФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ С Терминология. Основные размеры. Vertical milling machines with compound table. |
ГОСТ (ст сэв 5939-87) |
Срок действия с 01.01.91 до 01.01.2001
Настоящий стандарт распространяется на фрезерные вертикальные станки с крестовым столом общего назначения классов точности Н, П и В, в том числе на станки с копировальным устройством, с программным управлением, многоцелевые фрезерно-расточные станки и гибкие производственные модули на их базе, изготавливаемые для нужд народного хозяйства и на экспорт.
Стандарт не распространяется на специальные и специализированные станки.
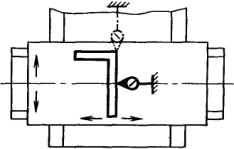
1. ТЕРМИНОЛОГИЯ
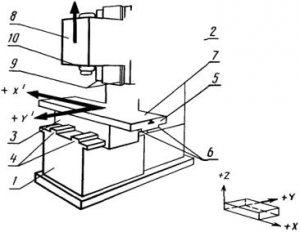
1 - станина; 2 - стойка; 3 - салазки; 4 - направляющие салазок; 5 - стол;
6 - направляющие стола; 7 - рабочая поверхность стола; 8 - шпиндельная бабка;
9 - направляющие шпиндельной бабки; 10 - передний конец шпинделя
Черт. 1
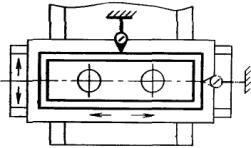
2. ОСНОВНЫЕ РАЗМЕРЫ
2.1. Основные и присоединительные размеры станков должны соответствовать указанным на черт. 2 и в табл. 1.
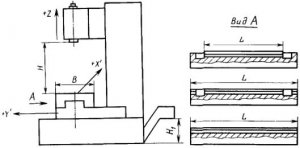
Черт. 2
Примечание. Черт. 1 и 2 не определяют конструкции станков.
Таблица 1
Размеры в мм
|
Размеры рабочей поверхности стола |
Ширина В по ГОСТ 6569 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
|
Длина L, не менее |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
|
|
Наибольшее перемещение по координатам, не менее |
X |
Равно длине L |
||||||
|
Y |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
|
|
Z |
280 (275) 250* |
380 (350) 320* |
480 (430) 400* |
560 (530) 400* |
650 (625) 500* |
750 (775) 630* |
850 (875) 800* |
|
|
Наибольшее расстояние Н от торца шпинделя до рабочей поверхности стола, не менее |
400 (375) 450* |
500 (450) 500* |
600 (530) 560* |
710 (630) 630* |
800 (750) 710* |
900 800* |
1000 1000* |
|
|
Т-образные пазы по ГОСТ 6569 |
Ширина |
12; 14 |
14; 18 |
18; 22 |
22; 28 |
|||
|
Расстояние между пазами |
40; 63; (80); 50 |
50; 63; (80) |
50; 80; (100) |
63; 100; (80) |
100; 125; (160) |
100; 160; (125) |
100; 200 |
|
|
Конец шпинделя по ГОСТ 24644 с конусностью 7:24 |
30; 40 |
40; 50 |
50; 60 |
|||||
|
Высота Н1 от уровня пола до отводящей ветви транспортера для размещения тары под стружку, не менее |
560* |
750* |
||||||
|
Число автоматически сменяемых столов-спутников для ГПМ, не менее |
2 |
|||||||
|
Число управляемых осей координат, не менее |
3 |
|||||||
|
Число одновременно управляемых осей координат, не менее |
2 |
|||||||
* Размеры для гибких производственных модулей.
Примечание. Размеры, указанные в скобках, для нового проектирования не применять.
Обозначение и положительное направление осей координат - по ГОСТ 23597.
Основные и присоединительные размеры столов-спутников - по ГОСТ 27218.
Неуказанные основные размеры для гибких производственных модулей - по ГОСТ 27491.
2.2. Длину рабочей поверхности стола допускается увеличивать по ряду Ra 20 по ГОСТ 6636.
2.3. Наибольшее перемещение по координатам X, Y, Z и наибольшее расстояние Н допускается увеличивать по ряду Ra 40 по ГОСТ 6636.
2.4. Наибольшее перемещение по координате X допускается уменьшать по ряду Ra 40 по ГОСТ 6636, но не более чем в 1,25 раза по сравнению с указанным в табл. 1 с L/B ? 2.
2.5. Перемещение по координате Y должно быть симметричным относительно оси шпинделя с допускаемым отклонением до 0,06 В.
2.6. В станках с копировальным устройством длину рабочей поверхности стола допускается увеличивать, а наибольшее перемещение по координате X уменьшать по ряду Ra 10 по ГОСТ 6636, но не более чем в 2 раза по сравнению с указанными в табл. 1 и п. 2.2.
3. ТОЧНОСТЬ СТАНКА
3.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
3.2. Методы проверки точности станков, указанные в настоящем стандарте как предпочтительные, следует применять в качестве обязательных в случае возникновения разногласий между изготовителем и потребителем в оценке качества станков.
3.3. Подвижные рабочие органы, не перемещаемые при проведении проверок, закрепляют в соответствии с нормативно-технической документацией на станок.
3.4. Нормы точности станков не должны превышать значений, указанных в пп. 3.4.1 - 3.4.18.
Для станков класса точности В показатели точности с допусками, ужесточенными в 1,26 - 1,6 раза по сравнению с допусками класса точности П, устанавливают по согласованию между изготовителем и потребителем.
Нормы точности шпинделей угловых головок не должны превышать значений, указанных в пп. 3.4.12 - 3.4.15 более чем в 1,6 раза для соответствующего класса. При пересчетах значения допусков следует округлять до ближайшего значения по ряду R 10 ГОСТ 8032.
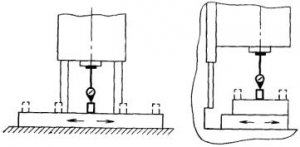
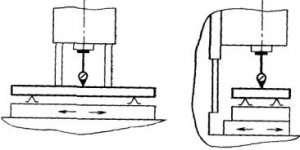
3.4.1. Прямолинейность рабочей поверхности стола, стола-спутника
|
|
|
|
Черт. 3 |
Черт. 4 |
|
|
|
|
Черт. 5 |
Черт. 6 |
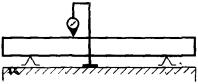
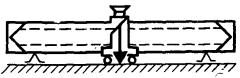
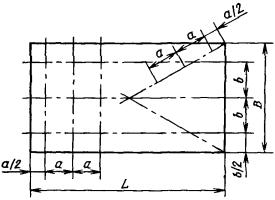
Таблица 2
|
Длина измерения, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
|
|
До 250 |
12 |
8 |
|
Св. 250 до 400 |
16 |
10 |
|
» 400 » 630 |
20 |
12 |
|
» 630 » 1000 |
25 |
16 |
|
» 1000 » 1600 |
30 |
20 |
|
» 1600 » 2500 |
40 |
25 |
|
» 2500 » 4000 |
50 |
30 |
Примечания:
1. Для столов с длиной до 1600 мм и столов-спутников выпуклость не допускается, для столов с длиной свыше 1600 мм выпуклость допускается не более 1/4 от допуска по табл. 2.
2. Для копировальных станков допуск распространяется на часть рабочей поверхности стола, предназначенной для базирования обрабатываемых деталей.
Измерение - по ГОСТ 22267 (разд. 4, предпочтительно методы 3, 4 или 6), черт. 3 - 5. Рекомендуемое расположение сечений и точек измерения по черт. 6.
Стол устанавливают в среднее положение в продольном и поперечном направлениях. Измерения выполняют в трех продольных и трех поперечных сечениях (среднем и двух крайних) и двух диагональных.
Допускается для столов с соотношением L:B свыше 2 измерения в диагональных сечениях не производить.
Расстояние между точками измерения равно а = 0,1L, но не менее 100 мм; b » 0,3 В.
Для станков с длиной рабочей поверхности стола свыше 1000 мм поперечные сечения должны быть расположены на расстоянии 2а. Количество сечений должно быть не менее трех.
При необходимости выбора другого расположения сечений или точек измерения из-за расположения Т-образных пазов и каналов для отвода смазочно-охлаждающей жидкости, расположение их указывают в нормативно-технической документации станка.
3.4.2. Постоянство углового положения рабочей поверхности стола при его перемещении:
а) в продольном направлении;
б) в поперечном направлении
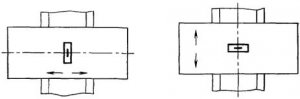
Черт. 7
Таблица 3
|
Длина перемещения, мм |
Допуск, мм/м (угловые секунды), для станков классов точности |
|
|
Н |
п |
|
|
До 400 |
||
|
Св. 400 до 1600 |
||
|
» 1600 » 2500 |
||
Измерение - по ГОСТ 22267 (разд. 13, предпочтительно метод 1), черт. 7.
Стол устанавливают в среднее положение в направлении перпендикулярном направлению рабочего перемещения.
На рабочей поверхности стола в средней его части перпендикулярно направлению перемещения устанавливают уровень.
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,2 длины хода стола.
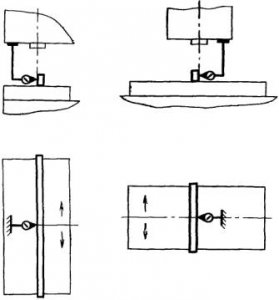
3.4.3. Прямолинейность и параллельность траектории продольного и поперечного перемещений стола относительно его рабочей поверхности
Черт. 8
Черт. 9
Таблица 4
|
Длина перемещения, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
|
|
До 250 |
12 |
8 |
|
Св. 250 до 400 |
16 |
10 |
|
» 400 » 630 |
20 |
12 |
|
» 630 » 1000 |
25 |
16 |
|
» 1000 » 1600 |
30 |
20 |
|
» 1600 » 2500 |
40 |
25 |
Измерение - по ГОСТ 22267 (разд. 6, предпочтительно методы 1а или 1б), черт. 8 и 9.
Измерение проводят в среднем сечении стола.
Наконечник измерительного прибора в продольном и поперечном направлениях располагают по оси шпинделя.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению его перемещения.
Стол перемещают на всю длину хода.
Допуски прямолинейности и параллельности рабочей поверхности стола траектории его перемещения при измерении по методу 1б (черт. 9) принимают с увеличением в 1,6 раза от значений, указанных в табл. 4.
3.4.4. Прямолинейность траектории перемещения стола в продольном и поперечном направлениях в горизонтальной плоскости
Черт. 10
Черт. 11
Таблица 5
|
Длина перемещения, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
|
|
До 250 |
8 |
5 |
|
Св. 250 до 400 |
10 |
6 |
|
» 400 » 630 |
12 |
8 |
|
» 630 » 1000 |
16 |
10 |
|
» 1000 » 1600 |
20 |
12 |
|
» 1600 » 2500 |
25 |
16 |
Измерение - по ГОСТ 22267 (разд. 3, предпочтительно методы 1б или 3), черт. 10 или 11.
При перемещении стола свыше 1600 мм допускается проводить измерение с помощью специальной линейки.
Стол устанавливают в среднее положение в направлении перпендикулярном направлению его перемещения.
Наконечник измерительного прибора в направлении проверяемого перемещения располагают по оси шпинделя.
Поверочную линейку или струну устанавливают в середине стола и выверяют параллельно направлению перемещения стола.
Стол перемещают на всю длину хода.
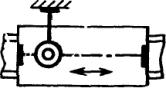
3.4.5. Постоянство расстояния между траекторией продольного перемещения стола и боковой поверхностью направляющего паза (контрольной кромки)
Черт. 12
Таблица 6
|
Длина перемещения, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
|
|
До 630 |
20 |
12 |
|
Св. 630 до 1000 |
25 |
16 |
|
» 1000 » 1600 |
30 |
20 |
|
» 1600 » 2500 |
40 |
25 |
Измерение - по ГОСТ 22267 (разд. 24, предпочтительно метод 2), черт. 12.
Стол устанавливают в среднее положение в поперечном направлении.
Стол перемещают на всю длину продольного перемещения, но не более длины паза.
Измерение проводят по обеим боковым сторонам направляющего паза стола.
Допускается между столом и измерительным прибором располагать плоскопараллельную концевую меру длины (плитку).
3.4.6. Перпендикулярность направления поперечного перемещения стола к направлению его продольного перемещения
Черт. 13
Допуск в мкм на длине перемещения 300 мм для станков классов точности:
|
Н.............................................................. |
20 |
|
П.............................................................. |
12 |
Измерение - по ГОСТ 22267 (разд. 8, предпочтительно метод 1), черт. 13.
Стол в продольном направлении устанавливают в среднее положение.
Поверочный угольник (раму) измерительной гранью располагают посередине рабочей поверхности стола.
Наконечник измерительного прибора в направлении проверяемого перемещения стола располагают по оси шпинделя.
Направления перемещений стола по обеим координатам при выверке поверочного угольника и при выполнении измерений принимают одинаковыми.
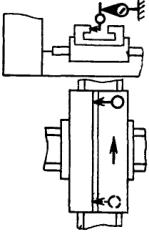
3.4.7. Перпендикулярность направления поперечного перемещения стола направлению его продольного перемещения при обходе контура прямоугольной рамки (рекомендуемая)
Черт. 14
Таблица 7
|
Поперечное перемещение, ми |
Допуск, мкм, для станков классов точности |
||
|
наибольшее |
контролируемое |
Н |
П |
|
До 250 |
125 |
16 |
10 |
|
Св. 250 до 400 |
160 |
20 |
12 |
|
» 400 » 630 |
200 |
25 |
16 |
|
» 630 » 1000 |
250 |
30 |
20 |
Измерение - по ГОСТ 22267 (разд. 8, предпочтительно метод 1), черт. 14.
Стол в продольном направлении устанавливают в положение, смещенное от среднего, поочередно в обе стороны на величину равную 1/4 его продольного хода, но не более 400 мм.
Наконечник измерительного прибора в направлении проверяемого перемещения стола располагают по оси шпинделя.
Направления перемещения стола при установке в продольном направлении и при измерения должны соответствовать направлениям перемещений по схеме обработки изделия.
3.4.8. Прямолинейность траектория продольного и поперечного перемещений стола в вертикальной плоскости (рекомендуемая)
Черт. 15
Таблица 8
|
Длина перемещения, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
|
|
До 250 |
8 |
5 |
|
Св. 250 до 400 |
10 |
6 |
|
» 400 » 630 |
12 |
8 |
|
» 630 » 1000 |
16 |
10 |
|
» 1000 » 1600 |
20 |
12 |
|
» 1600 » 2500 |
25 |
16 |
Измерение - по ГОСТ 22267 (разд. 3, предпочтительно метод 1б), черт. 15.
При перемещении стола св. 1600 мм используют специальную линейку.
Стол устанавливают в среднее положение в направлении перпендикулярном направлению его перемещения.
Наконечник измерительного прибора в направлении проверяемого перемещения располагают по оси шпинделя.
Поверочную линейку или специальную линейку устанавливают в середине стола и выверяют параллельно направлению перемещения стола.
Стол перемещают на всю длину.
3.4.9. Перпендикулярность оси вращения шпинделя к рабочей поверхности стола в плоскостях, параллельной и перпендикулярной к продольному перемещению стола
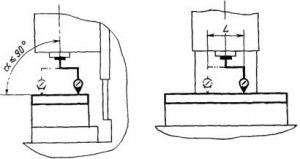
Черт. 16
Таблица 9
|
Ширина стола, мм |
Длина измерения L, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
||
|
До 630 |
300 |
16 |
12 |
|
Св. 630 |
500 |
25 |
20 |
|
В плоскости, перпендикулярной к продольному перемещению стола |
|||
Измерение - по ГОСТ 22267 (разд. 10, предпочтительно метод 1), черт. 16.
Стол устанавливают в среднее положение в продольном и поперечном направлениях.
Поверочную линейку устанавливают в середине стола.
Шпиндельную бабку устанавливают в среднее положение.
Для станков с поворотной шпиндельной бабкой измерение проводят только в плоскости, перпендикулярной к продольному перемещению стола.
Допускается проводить измерения перпендикулярности оси вращения шпинделя к направлению перемещения стола - по ГОСТ 22267 (разд. 9, предпочтительно метод 3).
Поверочную линейку в направлении, перпендикулярном проверяемому, устанавливают по оси шпинделя по ГОСТ 22267 (разд. 3, метод 1а).
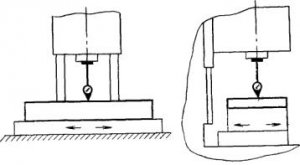
3.4.10. Прямолинейность и перпендикулярность траектории вертикального перемещения шпиндельной бабки к рабочей поверхности стола в продольном и поперечном направлениях
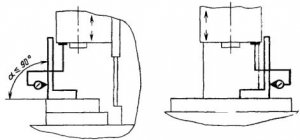
Черт. 17
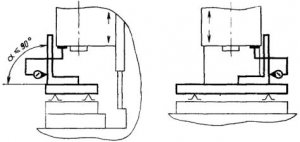
Черт. 18
Таблица 10
|
Длина п; |
