Проблемы традиционной УЗ-сварки
Почему ультразвуковая сварка полимеров становится всё более востребованной? Ответ прост: это скорость, качество и экологичность. Технология соединения узлов из термопластичных материалов совершенствуется год от года. Оптимизация режимов УЗ-воздействия и точное дозирование энергии в зону сварки творят чудеса.
Но есть нюанс. Условия ввода энергии, как правило, подбираются экспериментально для каждого изделия отдельно. А что происходит в серийном производстве? Несущественные отклонения геометрических размеров узлов или изменения свойств материалов нарушают оптимальность процесса. Результат? Снижение качества соединений и брак.
Признаться честно: традиционные аппараты для УЗ-сварки не имеют систем непрерывного контроля и автоматического управления. Частота подстраивается, амплитуда стабилизируется — но физические свойства соединяемых материалов в процессе шва не учитываются. Вот где кроется главная проблема.
Для повышения эффективности необходимо ввести в состав УЗ-аппаратов измерительные и управляющие системы. Они должны получать информацию в процессе формирования шва, автоматически устанавливать оптимальное УЗ-воздействие и управлять электронным генератором с перестройкой по частоте и мощности.
Пьезоэлектрическая колебательная система
Как решить проблему контроля без дополнительных датчиков? Авторы нашли элегантное техническое решение. Пьезоэлектрическая колебательная система исключительно чувствительна к изменению характеристик обрабатываемых сред. Раньше это считалось мешающим фактором — и его старались минимизировать стабилизацией параметров генератора.
Заметьте: переход соединяемых материалов в вязкотекучее, вязкопластичное состояние и начало деструкции приводят к однозначному изменению входного импеданса колебательной системы. Это изменение может отследить электронный генератор. Следовательно, измерительная система должна контролировать входной импеданс, добротность, резонансную частоту, амплитуду.
Основная проблема при создании аппаратов с автоматической оптимизацией — разработка специализированных колебательных систем. Они должны одновременно быть источником УЗ-воздействия и устройством непрерывного контроля параметров материалов.
Виды УЗ колебательных систем
Конструктивно ультразвуковая колебательная система выполнена в виде тела вращения из двух металлических накладок и двух пьезоэлектрических элементов. Образующая имеет вид непрерывной кусочно-гладкой кривой из трёх участков: двух цилиндрических (длиной l1 и l2) и одного переменного сечения (длиной lz).
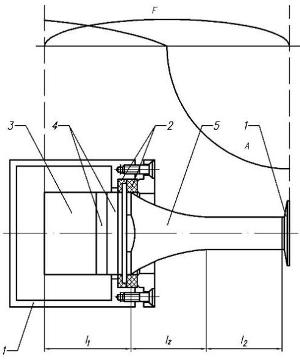 Рис. 1 Пьезоэлектрическая ультразвуковая колебательная система: а – конструктивная схема
Рис. 1 Пьезоэлектрическая ультразвуковая колебательная система: а – конструктивная схема  б – внешний вид
б – внешний вид
На схеме показано распределение амплитуд А и механических напряжений F вдоль образующей. Пучностям смещений приблизительно соответствуют узлы механических напряжений и наоборот. Распределение имеет вид стоячих волн — это важный физический принцип работы системы.
На основе новой полуволновой конструктивной схемы разработаны специализированные системы для разных задач.
Системы для сварки термопластичных материалов
Для сварки полимерных трубок систем хранения компонентов крови созданы системы для ручных и стационарных запаивателей. Коэффициент усиления Mp равен 8–10. Собственная резонансная частота — 44±3,33 кГц. Амплитуда колебаний на излучающей поверхности 15–25 мкм.
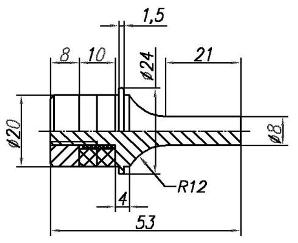 Рис. 2 Полуволновая пьезоэлектрическая УЗКС для сварки термопластичных материалов: а – ручной вариант
Рис. 2 Полуволновая пьезоэлектрическая УЗКС для сварки термопластичных материалов: а – ручной вариант 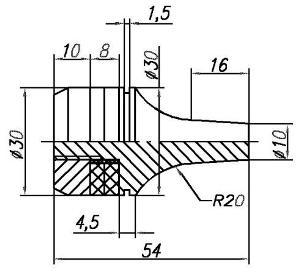 б – стационарный вариант
б – стационарный вариант  в – внешний вид
в – внешний вид
Системы для кольцевой сварки
Для выполнения замкнутого кольцевого шва созданы системы с коэффициентом усиления Mp = 15. Резонансная частота 44±3,33 кГц. Амплитуда колебаний 25–30 мкм.
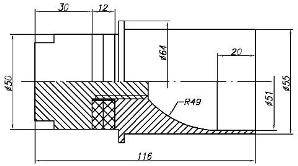 Рис. 3 Полуволновая пьезоэлектрическая УЗ колебательная система для кольцевой сварки термопластичных материалов – картриджей: а – конструкция
Рис. 3 Полуволновая пьезоэлектрическая УЗ колебательная система для кольцевой сварки термопластичных материалов – картриджей: а – конструкция  б – внешний вид
б – внешний вид
Системы для протяжённого шва
Для прессово-шовной сварки с выполнением протяжённого шва заданной ширины разработаны специализированные системы.
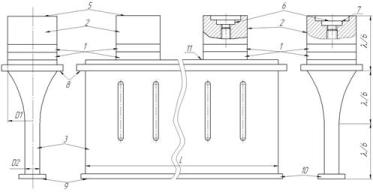 Рис. 4 Полуволновая пьезоэлектрическая УЗ колебательная система для выполнения протяженного шва, а – конструкция
Рис. 4 Полуволновая пьезоэлектрическая УЗ колебательная система для выполнения протяженного шва, а – конструкция 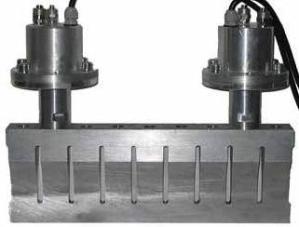 б – внешний вид
б – внешний вид
Ультразвуковые запаиватели для медицины
Развитие технологии запаивания полимерных трубок было обусловлено необходимостью надёжной герметизации пластиковых трансфузионных систем. Раньше использовались диэлектрические запаиватели (Hematron 2, Biosealer CR2). Они нагревали трубку токами высокой частоты.
Но у них были серьёзные недостатки: малая ширина шва (2 мм), высокая энергоемкость (более 200 Вт), разложение материала с выделением токсичных веществ (хлор), снижение прочности при наличии жировых плёнок. Впервые в мировой практике создана серия стационарных и переносных ультразвуковых запаивателей.

 Рис. 5 Ультразвуковые запаиватели пластиковых контейнеров с компонентами крови и трансфузионных систем
Рис. 5 Ультразвуковые запаиватели пластиковых контейнеров с компонентами крови и трансфузионных систем
Конструктивно запаиватели состоят из электронного генератора и механического блока с колебательной системой и узлом сжатия трубки. Привод узла сжатия — электромагнитный, для выносного запаивателя — ручной. Шов шириной 8 мм позволяет герметизировать одновременно гемоконтейнер и удаляемый сегмент трубки. Это исключило попадание крови на оборудование и обеспечило безопасность медперсонала.
Упаковочные аппараты для полимерных плёнок
Рост популярности герметичной упаковки продуктов обусловил прогресс в создании упаковочных машин. Термическая сварка имеет недостатки: деструкция полимера от высоких температур, долгий прогрев плёнок толщиной более 100 мкм, невозможность работы с легковоспламеняющимися веществами. А ещё — загрязнение соединяемых поверхностей при загрузке.
Наиболее эффективное решение — высокоскоростная прессовая шовно-шаговая ультразвуковая сварка. Для этого разработаны специализированные аппараты.
 Рис. 6 Ультразвуковой аппарат «Гиминей-лента» для сварки красящих лент
Рис. 6 Ультразвуковой аппарат «Гиминей-лента» для сварки красящих лент
Аппарат «Гиминей-лента» модель КУС 1/22-О предназначен для полуавтоматической УЗ-сварки и одновременной резки красящих принтерных лент в кольцо.
 Рис. 7 Аппарат «Гиминей-ультра-3»
Рис. 7 Аппарат «Гиминей-ультра-3»
«Гиминей-ультра–3» модель КУС 1/22-О формирует герметизирующий шов шириной 5 мм и протяжённостью 150 мм.
 Рис. 8. Ультразвуковой аппарат «Гиминей-гео»
Рис. 8. Ультразвуковой аппарат «Гиминей-гео»
«Гиминей-ГЕО» модель АУС 3/22-О формирует шов протяжённостью 220 мм.
 Рис. 9. Ультразвуковой аппарат «Рельсона» УЗТА 3/18-О для шовно-шаговой сварки
Рис. 9. Ультразвуковой аппарат «Рельсона» УЗТА 3/18-О для шовно-шаговой сварки
«Рельсона» модель УЗТА 3/18-О — шов протяжённостью 360 мм. Оборудование применяется для сварки упаковочных материалов и изготовления георешеток для укрепления дорожных поверхностей.
Кольцевая сварка картриджей
Эффективное применение УЗ-метода — соединение изделий кольцевым швом. Яркий пример: герметизация сменных фильтрующих картриджей для очистки воды. У зарубежных производителей (например, «Бритта») используется сварка трением: быстровращающаяся крышка вводится в соприкосновение с неподвижным стаканом.
Но этот метод требует сложного дорогостоящего оборудования и высокой точности изготовления деталей. Разработана автоматизированная линия на основе специализированного УЗ-оборудования.
 Рис. 10 Автоматизированная линия с аппаратом ультразвуковой сварки
Рис. 10 Автоматизированная линия с аппаратом ультразвуковой сварки
Многофункциональные сварочные аппараты
Для различных производств создана серия многофункциональных аппаратов для непрерывной и прессовой шовно-шаговой сварки листовых материалов. Сменные инструменты позволяют получать швы различной ширины и формы.
 Рис. 11 Аппараты для ультразвуковой сварки термопластичных материалов: а – «Гиминей-ультра»
Рис. 11 Аппараты для ультразвуковой сварки термопластичных материалов: а – «Гиминей-ультра»  б – «Гиминей-ультра 2»
б – «Гиминей-ультра 2»  в - «Гиминей-ультра 2» в ручном исполнении
в - «Гиминей-ультра 2» в ручном исполнении  г - «Гиминей-ультра 4»
г - «Гиминей-ультра 4»
| Модель аппарата | Тип сварки | Макс. ширина шва, мм | Применение |
| Гиминей-лента | Кольцевая | — | Красящие ленты |
| Гиминей-ультра-3 | Прессовая шовно-шаговая | 5 | Упаковочные пакеты |
| Гиминей-ГЕО | Прессовая шовно-шаговая | — | Георешетки |
| Рельсона УЗТА | Прессовая шовно-шаговая | — | Дорожные покрытия |
| Запаиватели | Точечная | 8 | Медицинские трубки |
Что в сухом остатке? Автоматическая оптимизация УЗ-воздействия за счёт систем непрерывного контроля и управления обеспечила высокую эффективность созданных аппаратов. Они решили ряд сложных технологических задач современных производств. А это значит — рекомендованы для промышленного использования. Заметьте: без перегрева, без токсичных выделений, с минимальным браком.

