Что такое высокоскоростная обработка
Задумывались ли вы, почему современное производство всё чаще переходит на высокоскоростные методы обработки? Ответ прост: интенсивсификация производства требует новых подходов. Особенно при таком трудоёмком процессе, как фасонное фрезерование.
Сегодня промышленность ведущих стран использует ВСО при скоростях резания 500–1500 м/мин и более. Ультрасовременные станки с ЧПУ работают с частотой вращения шпинделя свыше 20 000 мин⁻¹ и подачей от 3000 до 10 000 мм/мин. Но такие режимы требуют особого подхода к оборудованию, инструменту, подготовке управляющих программ.
| Материал | Инструмент | Способ | Скорость, м/мин | Подача, мм/мин |
|---|---|---|---|---|
| Сплавы алюминия, магния | Твёрдые сплавы, алмазы | Фрезерование | 1000–7000 | 5000–15000 |
| Жаропрочные стали, графит, медь | Твёрдые сплавы, керамика, КНБ | Фрезерование | 350–2000 | 1000–6000 |
| Волокнистые материалы, лёгкие сплавы | Безвольфрамовые твёрдые сплавы | Сверление | 100–300 | 10000 |
| Закалённые стали | Кубический нитрид бора | Шлифование | 80–2000 м/с | 10000 |
Для фрезерования алюминия выделяют четыре диапазона скоростей:
- ★ Традиционный — менее 500 м/мин;
- ★ Высокопроизводительный — 500–2500 м/мин;
- ★ Высокоскоростной — 2500–7500 м/мин;
- ★ Сверхвысокоскоростной — более 7500 м/мин.
До недавнего времени широкое применение ВСО сдерживали три фактора: режущий инструмент, оборудование и системы ЧПУ. Сейчас эти проблемы в принципе решены. Тенденция к расширению использования высокоскоростных технологий носит устойчивый характер.
Кривые Соломона: теория ВСО
Теоретическим обоснованием высокоскоростной обработки служат кривые Соломона. Они показывают снижение сил резания в определённом диапазоне скоростей.
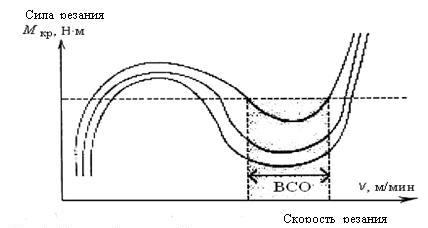
Ещё в конце 20-х годов прошлого века Герман Соломон изучал процессы резания циркулярными пилами. Он сделал вывод: температура резания зависит от скорости не монотонно, а имеет экстремальный характер. Этой зависимостью он объяснил достигнутые в опытах очень высокие скорости — до 16 500 м/мин.
В последующие годы многие учёные занимались этим вопросом. В опытах на баллистических установках были зафиксированы гораздо более высокие скорости: Кузнецов (1947 г.) — 50 000 м/мин, Кроненберг (1958 г.) — 72 000 м/мин, Арндт (1972 г.) — 132 000 м/мин. Предложены физические и математические модели, объясняющие этот эффект.
Применительно к фрезерованию эффект ВСО впервые реализован в 1979 году в Техническом университете Дармштадта (Германия). С использованием шпинделя на магнитных подшипниках достигнута скорость резания 4700 м/мин. Группой под руководством профессора Г. Шульца предложена теория процессов ВСО и изучена возможность промышленного внедрения.
Важный фактор при ВСО — не только снижение крутящего момента в зоне высоких скоростей, но и перераспределение тепла. При небольших сечениях среза основная масса тепла концентрируется в стружке, не успевая переходить в заготовку. Исследования показали: 75% тепла отводится со стружкой, 20% — через инструмент, 5% — через деталь. Это сокращает износ инструмента.
Преимущество ВСО получается также за счёт обработки в надкритическом диапазоне колебаний. При высоких частотах вращения значительно превышаются частоты собственных колебаний детали, инструмента и компонентов станка. Силы резания невелики, что благоприятно сказывается на точности. Плюс — высокое качество поверхности, отсутствие дробления, возможность обработки тонкостенных изделий.
Требования к оборудованию
Особенности ВСО предъявляют особые требования к конструкции станков. Это касается всех элементов, систем и устройств, обеспечивающих работу, а также обслуживания и подготовки к работе.
| Компонент | Требование | Обоснование |
|---|---|---|
| Конструкция станка | Высокая жёсткость, виброгасящие характеристики | Стабильность при высоких скоростях |
| Направляющие | Плавное безлюфтовое движение | Точность позиционирования |
| Термическая стабильность | Минимальные температурные деформации | Качество обработки |
| Шпиндель | Частота вращения от 20 000 мин⁻¹ | Режимы ВСО |
| Подачи | От 3000 мм/мин, быстрое ускорение/замедление | Производительность |
Термическая стабильность критична: тепловое расширение частей напрямую влияет на качество. В современных станках применяется специальная система охлаждения: жидкость от холодильной установки циркулирует по отверстиям в шпинделе, ходовых винтах, элементах корпуса. Для уменьшения деформаций используют натуральный гранит и специальную минеральную керамику.
У фрезерных станков для ВСО высокая частота вращения шпинделя сопровождается большими подачами. При изготовлении пресс-форм и штампов станок должен иметь частоту вращения не менее 20 000 мин⁻¹ и подачу как минимум 3000 мм/мин (лучше >5000 мм/мин). Движущиеся части должны иметь малую массу и инерцию. Линейные двигатели — альтернатива роторным — обеспечивают большую подачу, высокое ускорение, точность, бесступенчатость регулирования.
Высокоскоростной шпиндель
Шпиндель — наиболее фундаментальный компонент станка для ВСО. Система ЧПУ, инструмент и все другие составляющие служат единой задаче: использовать высокую частоту вращения наиболее эффективно.
Это компромисс между силами и скоростью резания. Но наиболее критичный фактор ограничения — подшипники, долговечность которых особенно важна. В любом высокоскоростном шпинделе подшипник — первый компонент, который выходит из строя.
Нашёл применение комбинированный шпиндель «дуплекс»: в корпусе размещены два электродвигателя. Два вала (по одному на каждый двигатель) могут вращаться совместно или раздельно. Вращение каждого контролируется системой ЧПУ независимо. Такая конструкция позволяет работать, например, с частотой до 10 000 мин⁻¹ с большим крутящим моментом. Для окончательной обработки шпиндель может развивать 30 000 мин⁻¹ за счёт второго высокоскоростного двигателя с валом меньшего диаметра.
Уже достаточно распространены станки с частотой вращения шпинделя 40 000–60 000 мин⁻¹. Объявлена конструкция с частотой 500 000 мин⁻¹. Для высокоскоростных шпинделей используют подшипники разных типов: шариковые, гидростатические, аэростатические, электростатические. Выбор зависит от максимальной частоты вращения.
Системы ЧПУ для ВСО
Системы ЧПУ у высокоскоростных станков должны обеспечить особо точное управление приводами подач и шпинделем. В общем случае УЧПУ для ВСО обеспечивает следующие функции:
- ✔️ Предварительный просмотр (Look-Ahead) кадров управляющей программы;
- ✔️ Преобразования для 5-осевой обработки;
- ✔️ Регулирование подачи для высокой точности траектории;
- ✔️ Функция HPCC (High Precision Contour Control) с дополнительным процессором;
- ✔️ Регулирование ускорения;
- ✔️ Коррекция инструмента (длина, радиус, износ фрезы);
- ✔️ Автоматизированное сглаживание траектории (интерполяция NURBS);
- ✔️ Высокая скорость передачи данных Ethernet (до 2 Мегабод);
- ✔️ Компенсация ошибок механики;
- ✔️ Безопасная эксплуатация в рабочем пространстве.
Три ключевых фактора при определении системы ЧПУ для ВСО:
- → Высокие скорости обработки данных (около 200 блоков в минуту) для непрерывного движения инструмента;
- → Возможность просматривать данные минимум на 100 блоков вперёд для вычисления изменений подачи при подходе к острым углам;
- → Плавный колоколообразный закон изменения подачи для повышения качества поверхности и снижения нагрузок на инструмент.
При ВСО в ряде случаев УЧПУ не может управлять станком непосредственно — требуется управление через систему DNC.
CAM-системы и стратегии обработки
ВСО предъявляет определённые требования к CAM-системам при подготовке управляющих программ. Это касается скорости вычислений, определения стратегии обработки, построения и редактирования траекторий, предотвращения врезаний.
Особо подчёркивается способность CAD/CAM систем использовать сплайн-интерполяцию. Это обеспечивает (при наличии соответствующего УЧПУ) не только более высокие качественные характеристики, но и значительное сокращение объёма УП и времени обработки. Использование сплайн-интерполяции привело к созданию нового термина: NURBS-BASED MACHINING (сплайн-обработка).
Кроме меньших значений шага и глубины резания, особое внимание должно быть уделено исключению резких изменений направления движения инструмента. САМ-система должна обеспечивать широкий выбор стратегий обработки. При выборе оптимального варианта учитывают:
- ☑️ Поддержание неизменных условий резания плавным перемещением без резких ускорений;
- ☑️ Распределение точек контакта для поддержания приемлемых скоростей и подач;
- ☑️ Переход на следующий уровень наклонным, а не вертикальным врезанием;
- ☑️ Минимизация участков с большим припуском;
- ☑️ Минимизация замедлений при растровой обработке выбором угла растра.
При выборе траекторий надо исключать резкие изменения в движениях инструмента, особенно в зонах врезания при проходе полной шириной фрезы. Это достигается трохоидальной обработкой: фреза движется по окружности в процессе врезания. Идеально, когда САМ-система сама строит трохоиду в необходимых местах.
Предпочтение отдаётся спиральным стратегиям, где инструмент сохраняет непрерывный равномерный контакт с заготовкой, или стратегиям эквидистантного смещения контура с одним заходом и выходом.
Режущий инструмент для ВСО
Инструмент для ВСО должен иметь повышенную стойкость. Ведущие фирмы предлагают широкий набор фрез с рекомендациями по областям применения и режимам резания. Разрабатываются новые мелкодисперсные сплавы для надёжной работы на высоких скоростях.
Режущая часть изготовляется из различных материалов: микрозернистые карбиды, поликристаллические алмазы, поликристаллический нитрид бора, карбид титана. Часто применяются износостойкие покрытия для повышения скорости или стойкости.
Важно обратить внимание на системы вспомогательного инструмента для крепления фрез. В связи со снижением сил резания на первый план выходят биение фрезы и вибрации. ВСО требует особого внимания к балансировке инструмента. Используются специальные патроны с возможностью балансировки или сбалансированные оправки для термозажима.
Для высокоскоростных станков обычно используют вспомогательный инструмент с хвостовиками HSK (Hohlschafte Kegel). В России хвостовики HSK внедрены ГОСТ Р 51547–2000. Они имеют укороченный полый конус, особую схему закрепления в гнезде шпинделя, повышенную точность. Статическая податливость хвостовиков HSK в 6–7 раз меньше, чем у хвостовиков с конусом 7:24.
| Компания | Страна | Специализация |
|---|---|---|
| ВНИИинструмент | Россия, Москва | Монолитные концевые твердосплавные фрезы |
| НПФ «Порошковый инструмент» | Россия, Санкт-Петербург | Фрезы для чугуна, бронзы, цветных металлов, пластмассы |
| ОАО «Томский инструмент» | Россия, Томск | Фрезы для сталей, чугунов, лёгких сплавов (WC 90%, Co 10%) |
| SGS Tool Company | США | Инструмент для жаропрочных, нержавеющих сталей, титана |
| Sandvik Coromant | Швеция | Цельные твердосплавные концевые фрезы |
| Hanita | Израиль | Многозубые фрезы для конструкционных и закалённых сталей |
| Mitsubishi Carbide | Япония | Фрезы с покрытиями для материалов до 70 HRC |
| Seco | Италия | Фрезы с покрытием для легированных и титановых сплавов |
| Korloy | Южная Корея | Фрезы высокой прочности с ультрамелкозернистой структурой |
| Iscar | Израиль | Гамма монолитных твердосплавных фрез |
| Kennametal Hertel | Германия, США | Монолитный твердосплавный инструмент |
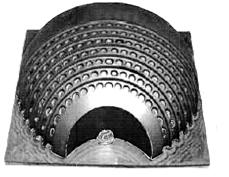
На рисунке показан графитовый электрод после ВСО: размер 350×200 мм, 9600 шестигранных отверстий с радиусом 0,2 мм. Обработка наружной поверхности — шаровой фрезой диаметром 10 мм, отверстий — черновой фрезой 1,5 мм, чистовой 0,4 мм. Частота вращения шпинделя 45 000 мин⁻¹, время обработки 34 часа.
Экономика внедрения ВСО
Для успеха ВСО необходимо сочетание надлежащего уровня оборудования и системы подготовки УП. Это обеспечивает требуемый результат: существенное сокращение времени обработки деталей за счёт высокоскоростной обработки и уменьшения объёма ручной доводки. Возможность обрабатывать термообработанную инструментальную сталь и другие материалы — дополнительный плюс.
При наличии ускоренной подготовки УП необходимого уровня налицо резкое сокращение времени на технологическую подготовку изготовления. Это и есть основная цель современного предприятия. При загрузке станка около 120 часов в неделю он с лихвой окупает все затраты на приобретение.
Сравнение стоимости вариантов при внедрении высокоскоростного оборудования обязательно. Стоимость станка для ВСО в среднем в 2 раза выше, чем обычного с аналогичным размером стола. Стоимость работы приблизительно одинакова, если не учитывать цену режущего инструмента.
Цена инструмента для высокоскоростной обработки графитовых и медных электродов в 4–5 раз выше, а для инструментальных сталей — в 10–12 раз выше, чем для традиционной механообработки. Частично это компенсируется более долгим сроком службы (меньшая глубина резания). Тем не менее, шпиндели и инструмент требуют особого внимания из-за высокой цены замены. Поэтому в условиях реального производства необходим соответствующий просчёт вариантов.
Вывод простой: ВСО — не просто «быстрее». Это комплексный подход, требующий правильного оборудования, инструмента, CAM-систем и стратегий обработки. Но при грамотном внедрении окупаемость не заставляет себя ждать.

